Segitarius pisze: ↑10 sie 2023, 08:02
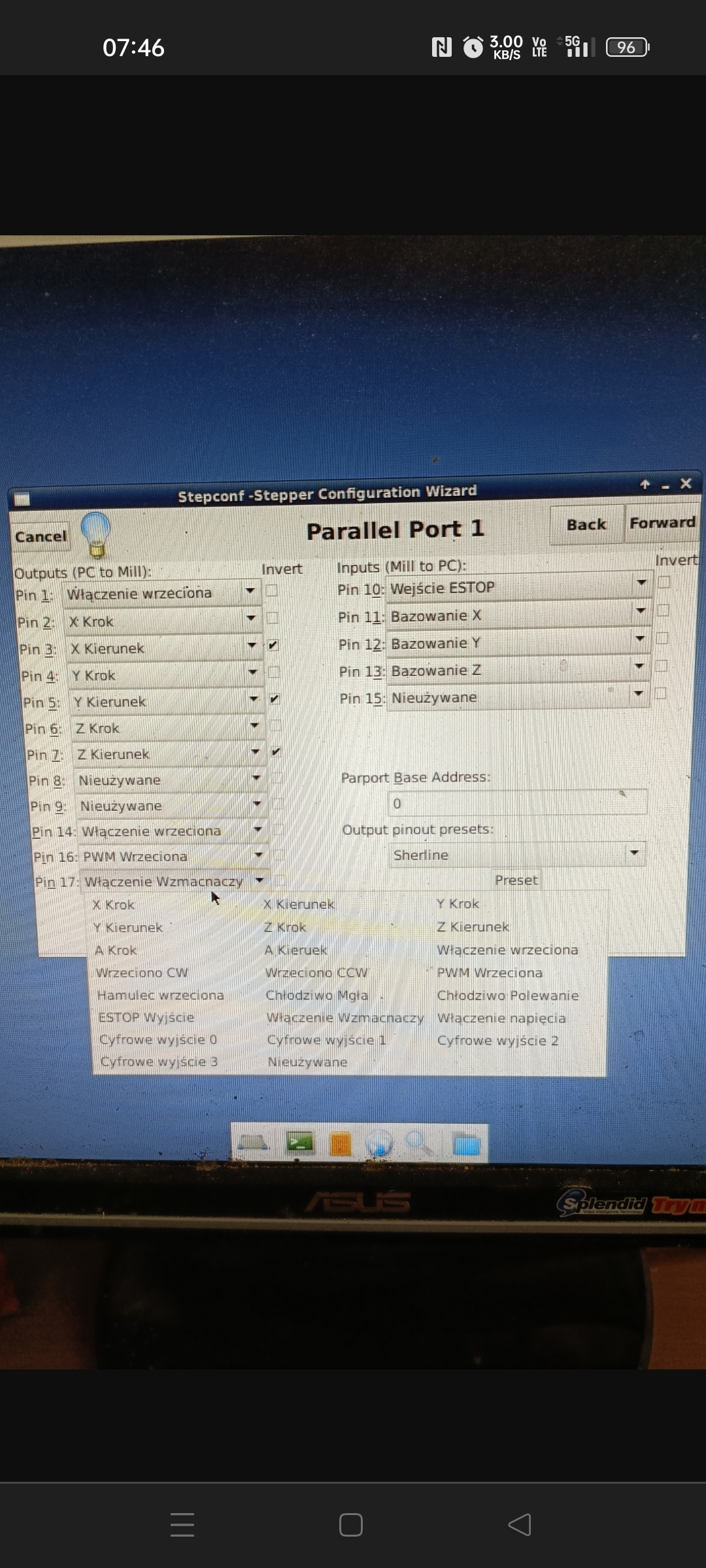
Nie pamiętam jak to ustawić
I nic dziwnego że nie pamiętasz, bo takich rzeczy z natury się nie pamięta i dlatego obowiązkowo robi się backup.
Ja mam konfigurację z maszyny która kilka lat stała nieużywana, a teraz to nawet jest porozkręcana, no to mam czym się z Tobą podzielić...
Więcej się znęcać nie będę, bo chyba zrozumiałeś swój błąd i go zapamiętasz...
Kod: Zaznacz cały
#charge pump (pin 17)
loadrt charge_pump
addf charge-pump base-thread
net emcOn motion.motion-enabled => charge-pump.enable
net cpump charge-pump.out-2 => parport.0.pin-17-out
#axes (pins 2-9)
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net xdir => parport.0.pin-03-out
net ydir => parport.0.pin-05-out
net zdir => parport.0.pin-07-out
#relays (pins 1,14)
net spindle-on spindle.0.on => parport.0.pin-01-out
net flood-on halui.flood.is-on => parport.0.pin-14-out
#inputs (10-ESTOP,11,12,13,15)
net min-home-x <= parport.0.pin-11-in-not
net min-home-y <= parport.0.pin-12-in-not
net min-home-z <= parport.0.pin-13-in-not
#pin inverts
#setp parport.0.pin-03-out-invert 1
#setp parport.0.pin-05-out-invert 1
#setp parport.0.pin-07-out-invert 1
Jak widać, użyłem pinu charge-pump.out-2, co nawiasem mówiąc jest moim wynalazkiem, bo właśnie z ZELRP miałem taki problem, że za cholerę nie chciało działać...
Opis masz tutaj
http://linuxcnc.org/docs/html/man/man9/ ... ump.9.html
Akcja jest taka, że charge-pump jest przypisany do base-thread, co oznacza że częstotliwość sygnału zależy od ustawienia base-thread, a ZELRP jest bardzo kapryśny jeśli chodzi o ten parametr. Szczegółów nie pamiętam i nie mam ochoty sobie przypominać, choć mój ZELRP nadal działa i może kiedyś do czegoś go użyję.
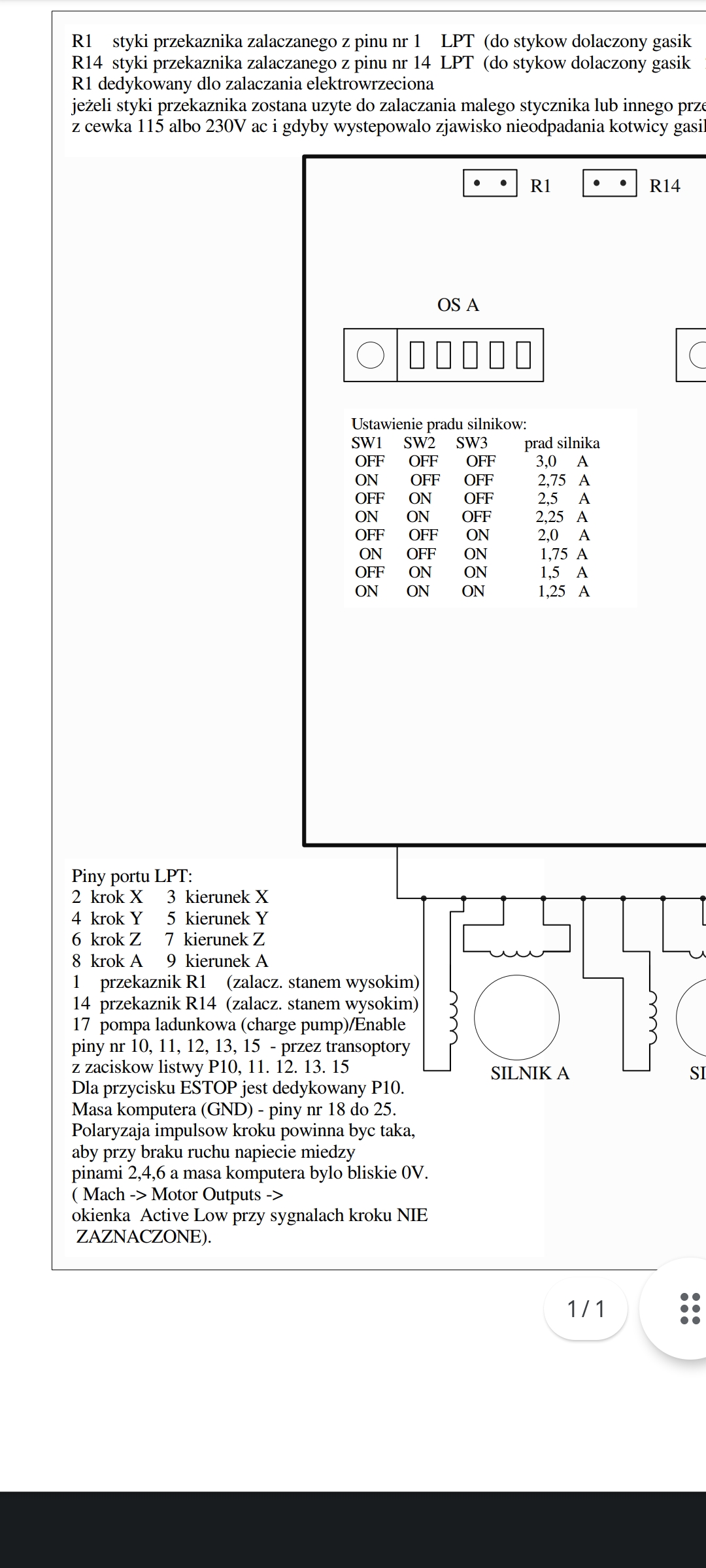
Od przełączania trybu przekaźników są w ZELRP zworki, ale tego to już sam sobie poszukaj w dokumentacji.





")



")







