



LinuxCNC na USB - Poszukiwane chętne osoby do testu
Poszukiwane chętne osoby do przetestowania nowego modułu LPT do LinuxCNC.
")


-
WP Kamil
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 317
- Rejestracja: 11 kwie 2014, 11:25
- Lokalizacja: Polska
Re: LinuxCNC na USB - Poszukiwane chętne osoby do testu
Koledzy tu mają wrzeciona (we frezarkach) z enkoderami to kojarzę że gwintują na sztywno- ale można powiedzieć że to rozwiązanie bardziej pod profesjonalne maszyny (duże rozdzielczości enkoderów, szybkie sterowanie, mocne wrzeciona). Na amatorskich maszynach (frezarka, tokarka) gwintowanie wyłącznie z kompensacja. Jak słabsze wrzeciono to zawsze może "przyklęknąć" na chwilę przy zetknięciu z materiałem zanim falownik i sterowanie się zorientuje, że coś nie tak, a to już by było po gwintowniku.
-
drzasiek90
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 53
- Posty: 2401
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: LinuxCNC na USB - Poszukiwane chętne osoby do testu
To ma być do czego trzeba 
Do noża nie trzeba gwintowania na sztywno, przynajmniej tak mi się wydaje.
Ale pod gwintownik/narzynkę inaczej się nie da z narzędziem na sztywno, jakoś trzeba wycofać.
Do noża nie trzeba gwintowania na sztywno, przynajmniej tak mi się wydaje.
Ale pod gwintownik/narzynkę inaczej się nie da z narzędziem na sztywno, jakoś trzeba wycofać.
-
drzasiek90
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 53
- Posty: 2401
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: LinuxCNC na USB - Poszukiwane chętne osoby do testu
Ok, a z jakimi prędkościami wrzeciona gwintujecie na sztywno?
Ja tutaj w urządzeniu testowym nie mogę zejść zbyt nisko ponieważ mam tylko regulację PWM i silniczek nie uciągnie, natomiast na dużej maszynie nie ma z tym problemu. Nie sądzę, aby ktoś puszczał gwintownik w materiał na 1000 rpm
Błąd jaki pokazałem na filmie z gwintowaniem na sztywno jest policzalny.
Urządzenie buforuje 1 ms wejść i 1 ms wyjść. Mechanizmy wewnętrznej synchronizacji utrzymują bufory FIFO w połowie zakresu, a więc do każdego dochodzi po 0.5 ms. Razem to daje 3 ms opóźnienia pomiędzy odczytem wejścia a wysterowaniem wyjścia.
Przykładowo, jeśli nacinamy (na sztywno) gwint o skoku 1.5mm z prędkością 100 rpm, to odchylenie pomiędzy przejściem nacinającym i powrotnym w osi Z (wynikające z buforowania) wyniesie 0.015mm.
Muszę jeszcze przetestować, na ile jestem w stanie zejść z czasem buforowania w dół (1 ms ustalona była jakiś czas temu ale od tej chwili poczyniłem pewne modyfikacje)
https://youtu.be/hqLSwwu-JjI
Ja tutaj w urządzeniu testowym nie mogę zejść zbyt nisko ponieważ mam tylko regulację PWM i silniczek nie uciągnie, natomiast na dużej maszynie nie ma z tym problemu. Nie sądzę, aby ktoś puszczał gwintownik w materiał na 1000 rpm
Błąd jaki pokazałem na filmie z gwintowaniem na sztywno jest policzalny.
Urządzenie buforuje 1 ms wejść i 1 ms wyjść. Mechanizmy wewnętrznej synchronizacji utrzymują bufory FIFO w połowie zakresu, a więc do każdego dochodzi po 0.5 ms. Razem to daje 3 ms opóźnienia pomiędzy odczytem wejścia a wysterowaniem wyjścia.
Przykładowo, jeśli nacinamy (na sztywno) gwint o skoku 1.5mm z prędkością 100 rpm, to odchylenie pomiędzy przejściem nacinającym i powrotnym w osi Z (wynikające z buforowania) wyniesie 0.015mm.
Muszę jeszcze przetestować, na ile jestem w stanie zejść z czasem buforowania w dół (1 ms ustalona była jakiś czas temu ale od tej chwili poczyniłem pewne modyfikacje)
https://youtu.be/hqLSwwu-JjI
-
drzasiek90
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 53
- Posty: 2401
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: LinuxCNC na USB - Poszukiwane chętne osoby do testu
Poeksperymentowałem nieco.
Czas buforowania zrobiłem konfigurowalny w pliku konfiguracyjnym - trzeba dobrać relację/kompromis pomiędzy czasem buforowania a okresem bazowym. To parametry zależące w dużej mierze od komputera. Mój leciwy i niezbyt wyczynowy laptop pozwolił na czas buforowania 250 us przy okresie bazowym 50 us.
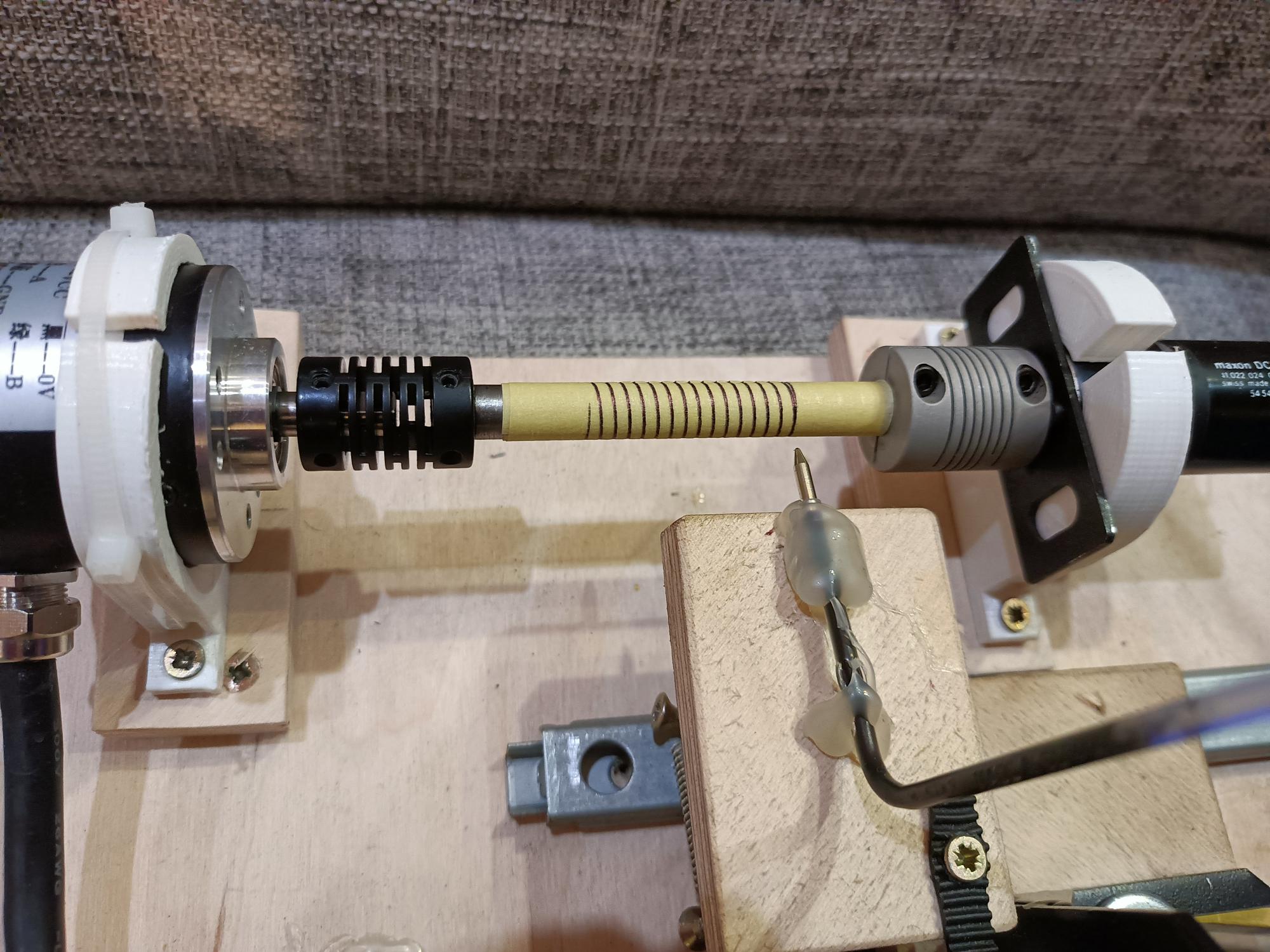
Zamontowałem także do modelu tokarki silnik z przekładnią aby ustawić (chyba bardziej użyteczny) do gwintowania zakres obrotów, na chwilę obecną mam do 180 rpm. (nie wiem jaki jest użyteczny bo pytałem kilka razy ale każdy boi się przyznać na jakich parametrach gwintuje)
Ale tak mi się wydaje, że gwintownika w materiał na zbyt dużych obrotach wpuścić się z wielu względów nie da.
I tak dla przykładu gwintowanie na sztywno: 180 rpm, gwint o skoku 2mm daje odchylenie (w osi Z) pomiędzy przejazdami (wynikające z buforowania) 0.009 mm. Dużo?
Na nagraniu combo G33 i G33.1
https://youtu.be/C5EE8jsYF8w
Myślę, że wobec tego, na zadane pytanie:
Czas buforowania zrobiłem konfigurowalny w pliku konfiguracyjnym - trzeba dobrać relację/kompromis pomiędzy czasem buforowania a okresem bazowym. To parametry zależące w dużej mierze od komputera. Mój leciwy i niezbyt wyczynowy laptop pozwolił na czas buforowania 250 us przy okresie bazowym 50 us.
Zamontowałem także do modelu tokarki silnik z przekładnią aby ustawić (chyba bardziej użyteczny) do gwintowania zakres obrotów, na chwilę obecną mam do 180 rpm. (nie wiem jaki jest użyteczny bo pytałem kilka razy ale każdy boi się przyznać na jakich parametrach gwintuje)
Ale tak mi się wydaje, że gwintownika w materiał na zbyt dużych obrotach wpuścić się z wielu względów nie da.
I tak dla przykładu gwintowanie na sztywno: 180 rpm, gwint o skoku 2mm daje odchylenie (w osi Z) pomiędzy przejazdami (wynikające z buforowania) 0.009 mm. Dużo?
Na nagraniu combo G33 i G33.1
https://youtu.be/C5EE8jsYF8w
Myślę, że wobec tego, na zadane pytanie:
Mogę z czystym sumieniem odpowiedzieć: TAK.
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 7996
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: LinuxCNC na USB - Poszukiwane chętne osoby do testu
drzasiek90 pisze:Zamontowałem także do modelu tokarki silnik z przekładnią aby ustawić (chyba bardziej użyteczny) do gwintowania zakres obrotów, na chwilę obecną mam do 180 rpm. (nie wiem jaki jest użyteczny bo pytałem kilka razy ale każdy boi się przyznać na jakich parametrach gwintuje)
I raczej to wystarczy. Można też i na większych małymi gwintownikami, lub jesli sie gwintuje w metalach nieżelaznych ale przy zastosowaniach amatorskich (a takim jest Linux) wystarczy. Tym bardziej że jeśli błąd jest rzędu dziesiątych czy setek czy nawet tysięcznych to zastosowanie tak po prostu oprawki z kompensacją nie jest problemem jeśli ktos dużo gwintuje gwintownikami czy narzynkami.
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 24
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: LinuxCNC na USB - Poszukiwane chętne osoby do testu
Trollem to jest pajac, który wypowiedź z 17 lipca 2020 roku (prawie trzy lata temu) cytuje tak, jakby była powiedziana wczoraj i dotyczyła obecnego projektu...
Pomijając zupełnie fakt, że za takie chamstwo jak zastąpienie nicka inwektywą, to na porządnych forach dostaje się bana...
-
drzasiek90
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 53
- Posty: 2401
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: LinuxCNC na USB - Poszukiwane chętne osoby do testu
To jest ciągle rozwijany ten sam projekt.
Na wtedy odpowiedziałem, że się nie da bo się nie dało.
Na dziś odpowiadam że się da, bo się da.
Soft który aktualnie jest można bez żadnych przeróbek sprzętowych wgrać do urządzenia w v1.
Po to właśnie jest możliwość aktualizacji oprogramowania którą kiedyś tak surowo jeden troll krytykował.
A nazwałem cię trollem bo podchodzę do ciebie z takim samym "sentymentem" jak ty do mnie i do innych - ty nazwałeś mnie trollem w temacie o Colorcnc tylko dlatego, że wypomniałem ci partactwo zamiast cię chwalić i podziwiać. Staram się traktować ciebie tak samo jak ty traktujesz innych, z nadzieją, że zauważysz co w twoim zachowaniu jest nieprzyjemne.
Np na jakim?
Ja nadal uważam, że to forum jest porządne.
Wystarczy tylko uprzątnąć chamskie zachowania niektórych trolli.
I puszczasz g31.1 na 1000 RPM?






