



")
Problemy są 2:
1. palnik odjeżdża strasznie wysoko przez co jakość ciecia jest słaba właściwie jej nie ma
https://youtu.be/reM6dYLSc8Y
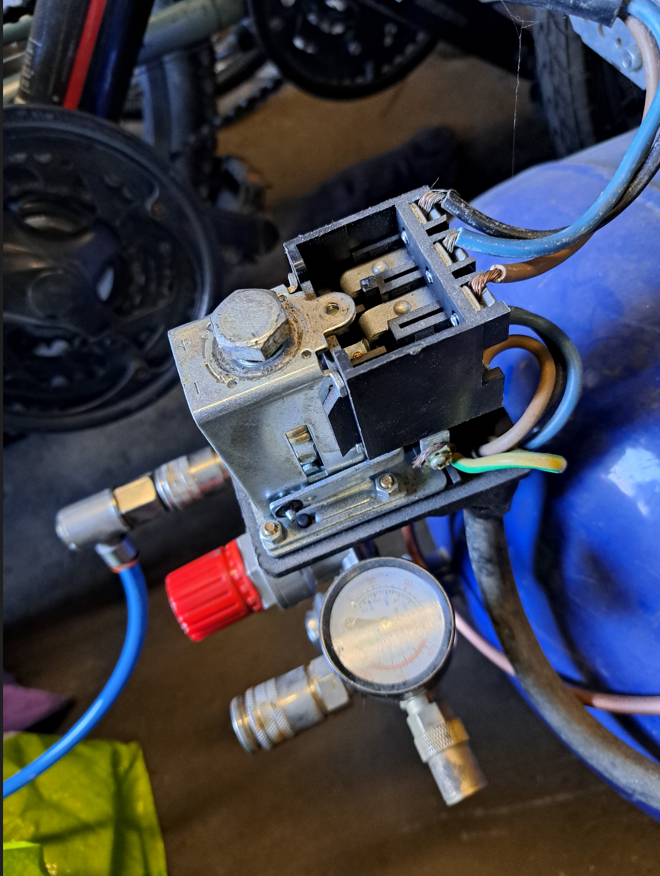
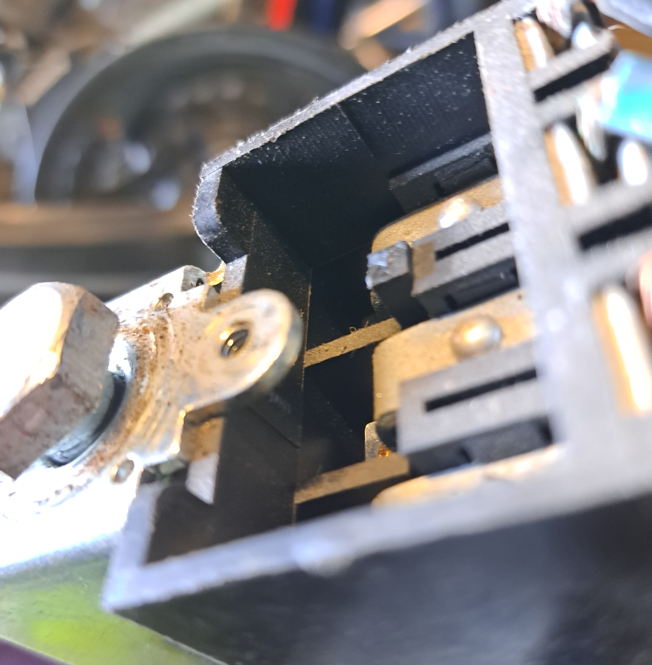
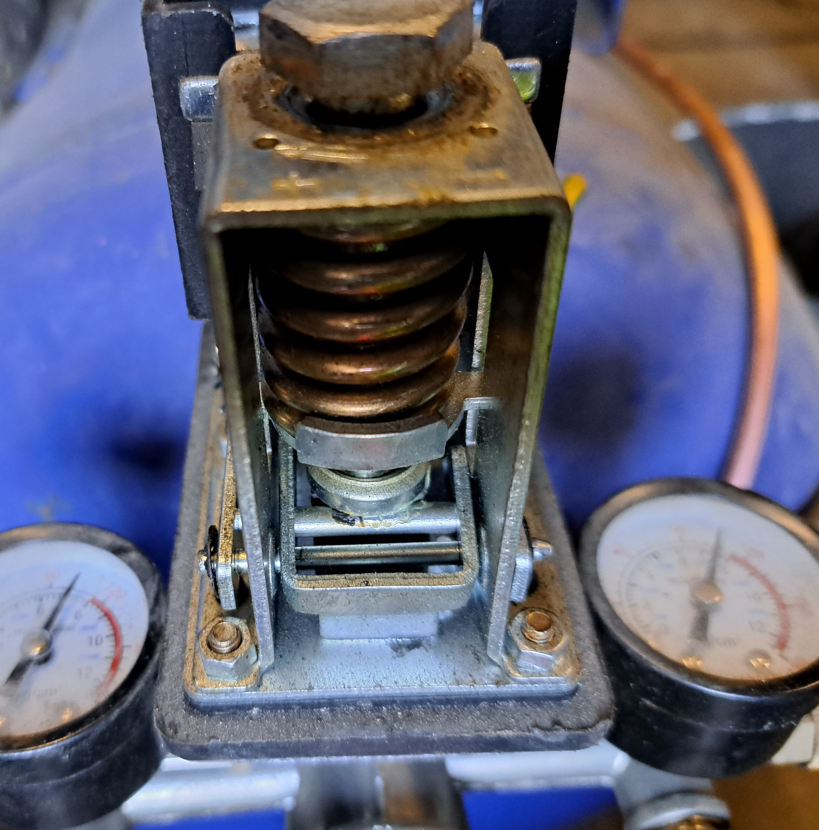
2. nie mam pojęcia jak podnieść ciśnienie załączania kompresora, włącza się przy 6barach. Czy to możliwe, że mój presostat nie posiada takiej regulacji?
Dziękuję za podpowiedzi.








