



")
Prośba o pomoc - utknąłem.
Nie mam jeszcze imaka szybkozmiennego ani toolgang'u i często muszę korzystać z menu aby obazowywać lub resetować układ współrzędnych g54 po ustawionym offsecie dla osi X.
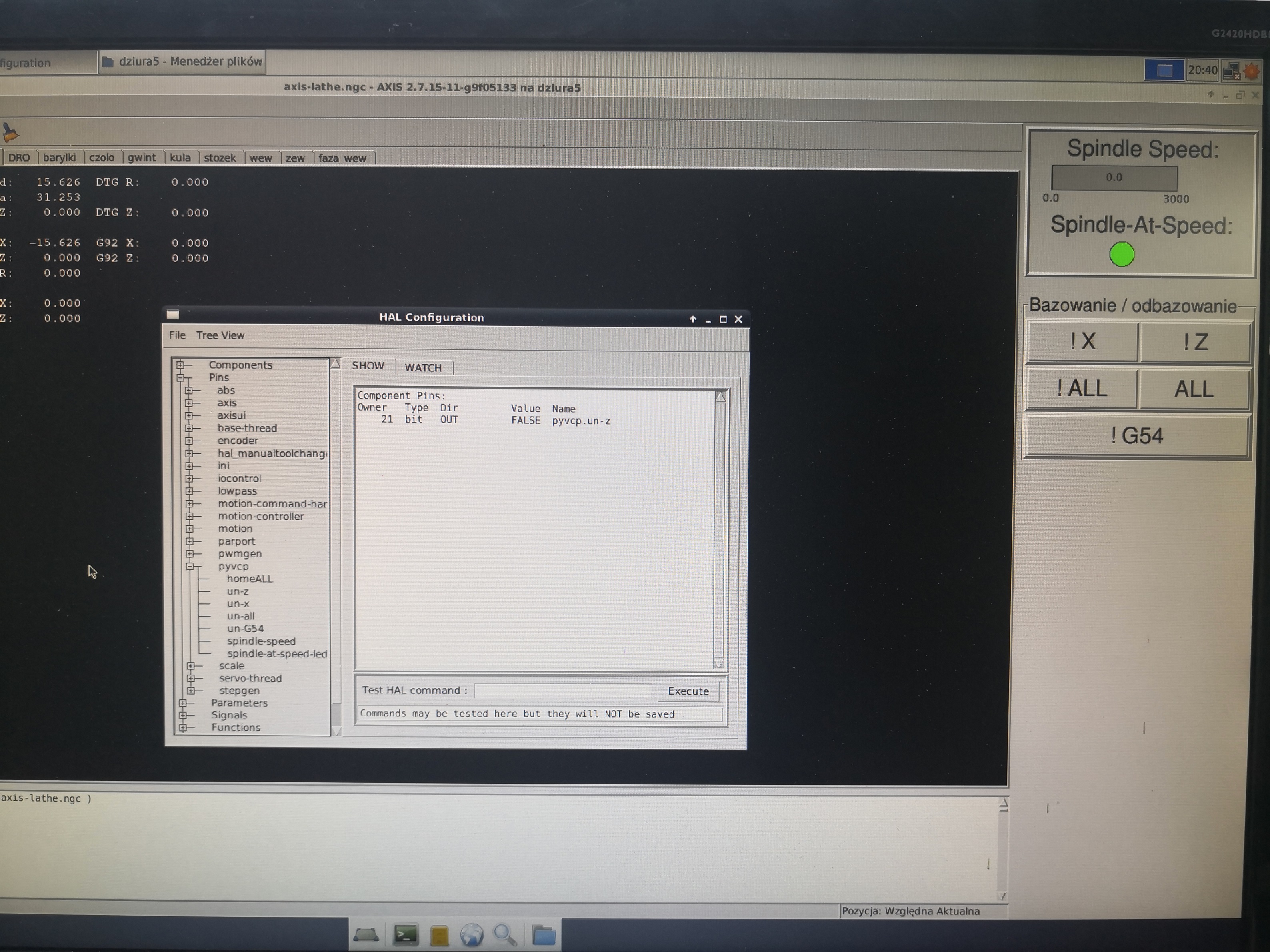
Wkurza mnie to strasznie więc dopisałem sobie w custompanel.xml przyciski jak na screenie.
.
.
Mam odpowiednie wpisy w pliku ini.
Brakuje mi powiązań w pliku custom_postgui.hal
Próbowałem różnych kombinacji ale nic mi nie wychodzi.
Dla przykładu przycisk !X ma w xml'u przypisaną wartość "un-x" i ma odbazowywać X'a
Jak ma wyglądać wpis?
net ????? pyvcp.un-x => ??????
I nie mogę też zlokalizować potrzebnych komend w konfiguratorze hal.
Potrzebne są: odbazowanie X, odbazowanie Z, odbazowanie XZ, bazowanie XZ, reset współrzędnych G54
z góry dzięki za pomoc


")

")






