



")
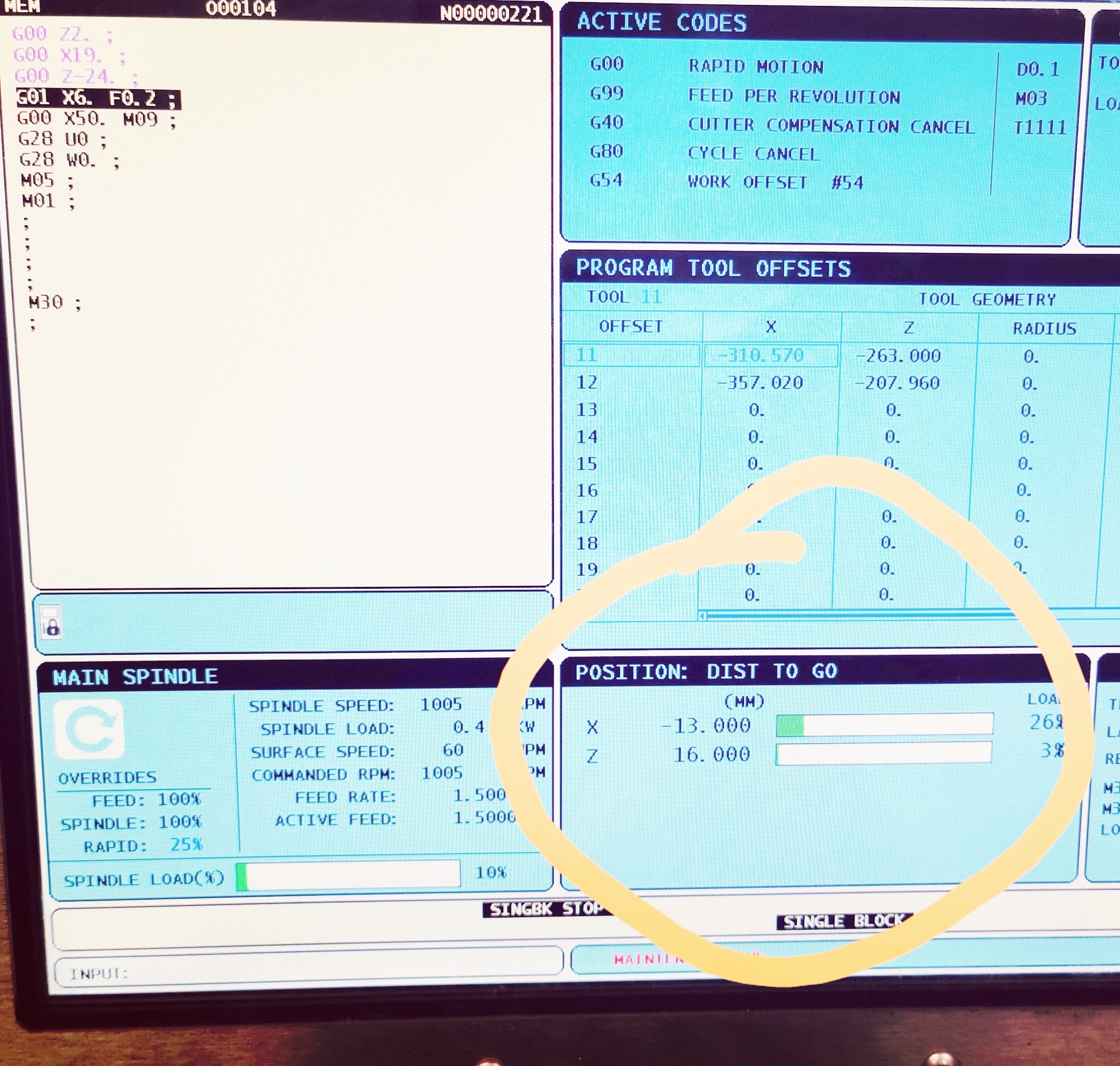
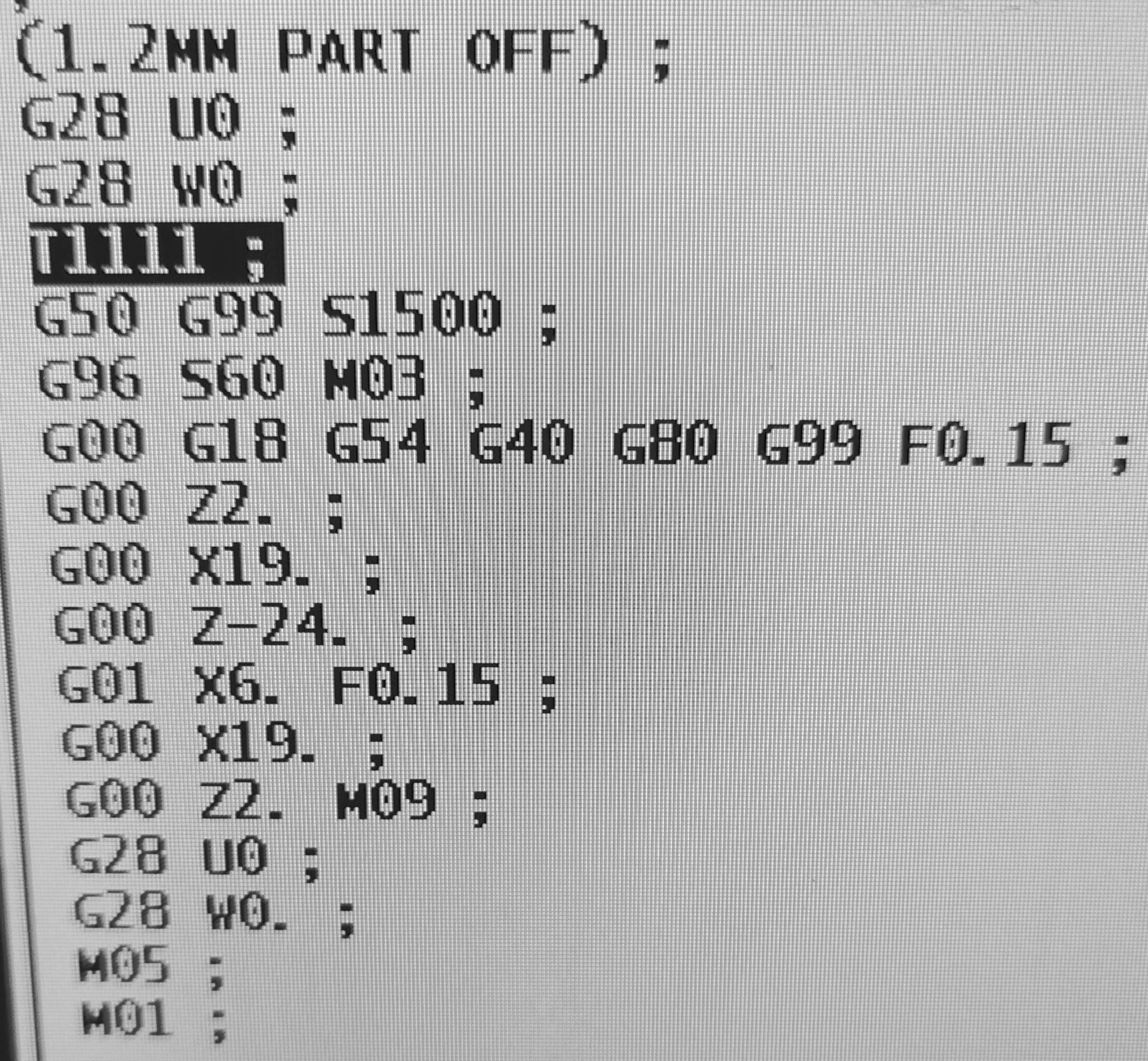
Mam bardzo prosty program, wywołuje najpierw narzędzie zgrubne, potem jakieś wiertło, potem na gotowo, potem gwint zew. I na końcu jest nieszczęsny obcinak który ma proste zadanie, wypozycjonowac się na z-24 i obciąć detal. Maszyna robi jakieś cuda wianki, jedzie na z-24 ale zamiast zejsc na x6 próbuje jechać na jakieś x15, z-16 I dopiero na x6. Dzieje się jak puszczam tak caly program lub zatrzymując na m01. Jak puszcze narzędzie od nowa od samego narzedzia zrobi jak w programie. Czy ktoś ma jakieś pomysły?
Dodane 3 minuty 22 sekundy:



")




