



Jak toczyć po łuku
-
matetrz869
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 3
- Rejestracja: 18 cze 2021, 10:02
Jak toczyć po łuku
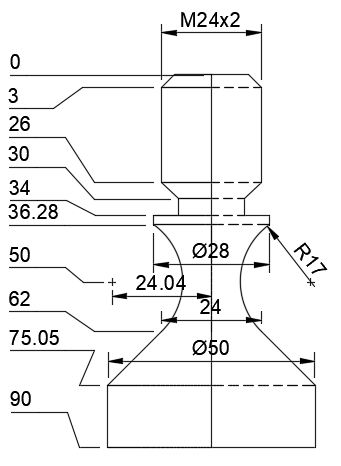
Witam, jestem nowy na forum i proszę o wyrozumiałość. Mam do zrobienia kontur pokazany na rysunku w sterowniku heidenhain tnc640, i mam problem z wykonaniem łuku R17. Czy mógłby ktoś nakierować lub podpowiedzieć jak to wykonać? Jest to toczenie na centrum frezarskim.


-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Jak toczyć po łuku
Pokaż program, który napisałeś, to na pewno ktoś pomoże: skrytykuje lub pokaże błędy.matetrz869 pisze: ↑18 cze 2021, 10:13Witam, jestem nowy na forum i proszę o wyrozumiałość. Mam do zrobienia kontur pokazany na rysunku w sterowniku heidenhain tnc640, i mam problem z wykonaniem łuku R17. Czy mógłby ktoś nakierować lub podpowiedzieć jak to wykonać?
-
matetrz869
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 3
- Rejestracja: 18 cze 2021, 10:02
Re: Jak toczyć po łuku
%TOCZENIE_CENT_FREZ_2 G71 *
N10 FUNCTION MODE TURN ;wywolana funkcja toczenia
N20 BLK FORM CYLINDER Z D50 L91 DIST+1 ;koniec okreslania wymiarow surowki
N30 G247 USTAWIENIE PKT.BAZ ~
Q339=+1 ;NR PKT BAZOWEGO*
N40 M136 ;zmiana posowu na obr/min
N50 G00 G90 A+0*
* - planowanie
N70 T "TURN_ROUGH"*
N80 FUNCTION TURNDATA SPIN VCONST:ON VC:220 SMAX1500*
N90 G00 X+55 Y+0 Z+15 A+0*
N100 G01 Z+0 F0.5 M3*
N110 X-1.6 F0.25*
N120 G00 X+55 Z+2*
* - toczenie zgrubne
N140 G37 P01 1*
N150 G810 TURN CONTOUR LONG. ~
Q215=+1 ;RODZAJ OBROBKI ~
Q460=+2 ;BEZPIECZNY ODSTEP ~
Q499=+0 ;KONTUR ODWROCIC ~
Q463=+3 ;MAKS.GL.SKRAWANIA ~
Q478=+0.25 ;POSUW OBROBKA ZGRUBNA ~
Q483=+1.6 ;NADDATEK SREDNICY ~
Q484=+0.2 ;NADDATEK Z ~
Q505=+0.15 ;POSUW OBROBKA WYKANCZAJACA ~
Q487=+1 ;ZAGLEBIANIE ~
Q488=+0 ;POSUW WCIECIA ~
Q479=+0 ;LIMIT SKRAWANIA ~
Q480=+0 ;WART.GRANICZNA SRED. ~
Q482=+0 ;WARTOSC GRANICZNA Z ~
Q506=+0 ;WYGLADZANIE KONTURU*
N160 M99*
N150*
* - toczenie luku
N190 T "TURN_FINISH"*
N190 G00 G90 X+35 Z+15 Y+0 A+0*
N200 M3*
N200 Z-36*
N210 G00 X+28 Z-36.28*
N220 G18*
N220 G03 X+28 Z-62 R+17*
N230 X+28 Z-62*
N160 M30 ;koniec programu
N170*
;PODPROGRAMY
N150 G98 L1 ;kontur toczony
N160 G01 G90 X+19 Z+0.5 F0.5*
N170 X+24 Z-2 F0.25*
N200 Z-34*
N210 X+28*
N220 Z-62*
N230 X+52 Z-76.05*
N210 G98 L0*
N220*
N230 G98 L2 ;luk
N240 G00 G90 X+35 Z+20 Y+0 A+0*
N210 Z-36*
N220 G01 X+30 M3*
N230 G25 R17*
N240 G01 X+28 Z-62*
N250 G98 L0*
N99999999 %TOCZENIE_CENT_FREZ_2 G71 *
to jest program który na ten moment mam, wykonuje on toczenie zgrubne, lecz później nie wiem jak zapisać toczenie tego łuku. Z funkcją interpolacji kołowej (G03) nie udało się, wyrzuca błędy.
N10 FUNCTION MODE TURN ;wywolana funkcja toczenia
N20 BLK FORM CYLINDER Z D50 L91 DIST+1 ;koniec okreslania wymiarow surowki
N30 G247 USTAWIENIE PKT.BAZ ~
Q339=+1 ;NR PKT BAZOWEGO*
N40 M136 ;zmiana posowu na obr/min
N50 G00 G90 A+0*
* - planowanie
N70 T "TURN_ROUGH"*
N80 FUNCTION TURNDATA SPIN VCONST:ON VC:220 SMAX1500*
N90 G00 X+55 Y+0 Z+15 A+0*
N100 G01 Z+0 F0.5 M3*
N110 X-1.6 F0.25*
N120 G00 X+55 Z+2*
* - toczenie zgrubne
N140 G37 P01 1*
N150 G810 TURN CONTOUR LONG. ~
Q215=+1 ;RODZAJ OBROBKI ~
Q460=+2 ;BEZPIECZNY ODSTEP ~
Q499=+0 ;KONTUR ODWROCIC ~
Q463=+3 ;MAKS.GL.SKRAWANIA ~
Q478=+0.25 ;POSUW OBROBKA ZGRUBNA ~
Q483=+1.6 ;NADDATEK SREDNICY ~
Q484=+0.2 ;NADDATEK Z ~
Q505=+0.15 ;POSUW OBROBKA WYKANCZAJACA ~
Q487=+1 ;ZAGLEBIANIE ~
Q488=+0 ;POSUW WCIECIA ~
Q479=+0 ;LIMIT SKRAWANIA ~
Q480=+0 ;WART.GRANICZNA SRED. ~
Q482=+0 ;WARTOSC GRANICZNA Z ~
Q506=+0 ;WYGLADZANIE KONTURU*
N160 M99*
N150*
* - toczenie luku
N190 T "TURN_FINISH"*
N190 G00 G90 X+35 Z+15 Y+0 A+0*
N200 M3*
N200 Z-36*
N210 G00 X+28 Z-36.28*
N220 G18*
N220 G03 X+28 Z-62 R+17*
N230 X+28 Z-62*
N160 M30 ;koniec programu
N170*
;PODPROGRAMY
N150 G98 L1 ;kontur toczony
N160 G01 G90 X+19 Z+0.5 F0.5*
N170 X+24 Z-2 F0.25*
N200 Z-34*
N210 X+28*
N220 Z-62*
N230 X+52 Z-76.05*
N210 G98 L0*
N220*
N230 G98 L2 ;luk
N240 G00 G90 X+35 Z+20 Y+0 A+0*
N210 Z-36*
N220 G01 X+30 M3*
N230 G25 R17*
N240 G01 X+28 Z-62*
N250 G98 L0*
N99999999 %TOCZENIE_CENT_FREZ_2 G71 *
to jest program który na ten moment mam, wykonuje on toczenie zgrubne, lecz później nie wiem jak zapisać toczenie tego łuku. Z funkcją interpolacji kołowej (G03) nie udało się, wyrzuca błędy.
-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Re: Jak toczyć po łuku
a błąd nie pochodzi ze źle zdefiniowanego narzędzia? Chodzi o TO - orientacja narzędzia. W cyklach toczenia TNC sprawdza geometrię ostrza na podstawie kąta wierzchołkowego P-ANGLE oraz kąta przyłożenia T-ANGLE. Może tu masz problem, bo zmieniasz kierunek, a jemu się wydaje, że d_pą toczysz?
-
matetrz869
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 3
- Rejestracja: 18 cze 2021, 10:02
Re: Jak toczyć po łuku
Mógłbyś rozwinąć o co chodzi dokładnie ? Bo potrzebuje pomocy odnośnie jak zapisać cykl toczenia tego łuku, czy jest na to jakiś cykl? czy to interpolacją kołową ma być zrobione ?






