



Ja się właśnie zastanawiam, jaki jest kształt detalu i rowka. Jeśli rowek jest zamknięty, to jakoś trzeba wejść frezem kształtowym. Ale ten kształt jest pewnie głównie po to, żeby uszczelka nie wyskakiwała na płaskiej powierzchni (uszczelnienie pokrywy itp). Rozfrezowanie w jednym miejscu nie zaszkodzi.
Frezowanie rowka w aluminium.
-
 TOP67
TOP67
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Frezowanie rowka w aluminium.


-
Mike2019
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 3
- Posty: 41
- Rejestracja: 07 cze 2019, 19:22
Re: Frezowanie rowka w aluminium.
Ten rowek wygląda jak wąż na tym wyrobie więc stół uchylny odpada 
Myślę, że ten frez kształtowy będzie najlepszym rozwiązaniem.
Jeśli dostanę odpowiedź, że takie same kanałki będą robione w przyszłości to warto zainwestować.
Dziękuję Wam bardzo za pomoc.
Dodane 1 minuta 56 sekundy:
Dodane 1 minuta 41 sekundy:
Myślę, że ten frez kształtowy będzie najlepszym rozwiązaniem.
Jeśli dostanę odpowiedź, że takie same kanałki będą robione w przyszłości to warto zainwestować.
Dziękuję Wam bardzo za pomoc.
Dodane 1 minuta 56 sekundy:
TOP67 - moim pomysłem jest właśnie rozfrezowanie w jednym miejscu i tam wejście kształtowym. Widziałem inne detale w firmie, które miały takie wejście więc nie powinno to szkodzićTOP67 pisze: ↑17 kwie 2021, 08:18Ja się właśnie zastanawiam, jaki jest kształt detalu i rowka. Jeśli rowek jest zamknięty, to jakoś trzeba wejść frezem kształtowym. Ale ten kształt jest pewnie głównie po to, żeby uszczelka nie wyskakiwała na płaskiej powierzchni (uszczelnienie pokrywy itp). Rozfrezowanie w jednym miejscu nie zaszkodzi.
Dodane 1 minuta 41 sekundy:
Jeśli możesz zapytać, będę wdzięcznyCFA pisze: ↑16 kwie 2021, 21:06Mocowanie na stole uchylnym i jazda ale tylko po prostej
Ale frezem kształtowym byłoby prościej. U większości oferentów narzędzi
na rynku (nawet wspomnianych tu w wątku poltry czy guehringa) granicznym wymiarem
jest najczęściej 3-4mm. A i tak te wymiary prezentowane w katalogach
wykonywane są przez koncesjonowane obce szlifiernie.
Jak autora stać, to mogę zapytać formalnie o cenę w niemieckiej firmie od mikronarzędzi.
-
 KamelM
KamelM
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 2
- Posty: 30
- Rejestracja: 02 lip 2019, 18:21
- Lokalizacja: Wrocław
Re: Frezowanie rowka w aluminium.
Hej,
Osobiście nie robiłem, miałem tylko do czynienia w jednym elemencie. Zaciekawiło mnie to doczytałem. Raczej nie jest to popularne rozwiązania w Europie. A w US mają pełno narzędzi specjalnych.
Jedna z zalinkowanych w pierwszym poście firm (International Tool) ma teoretycznie dystrybutora w pl- Awartech z Wro (od razu mówię, że nie znam).
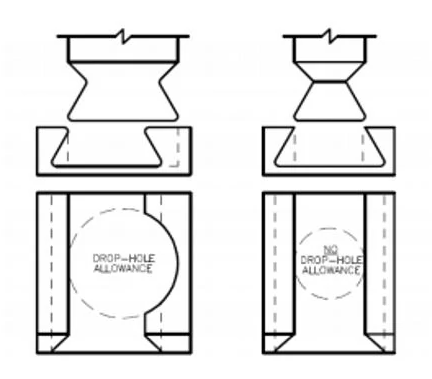
Z tego co widzę są wersje narzędzia, które potrzebują otworu wejściowego (drop hole allowance), ale są i takie, które nie potrzebują. Przykład na jednym ze zdjęć- zapewne od strony działania ciśnienia.
https://www.harveytool.com/products/dov ... -allowance
https://www.travers.com/whitney-tool-00 ... 0-310-100/
Więcej materiałów:
https://www.sealanddesign.com/technical ... -dovetail/
https://www.parker.com/literature/O-Rin ... charts.pdf
Osobiście nie robiłem, miałem tylko do czynienia w jednym elemencie. Zaciekawiło mnie to doczytałem. Raczej nie jest to popularne rozwiązania w Europie. A w US mają pełno narzędzi specjalnych.
Jedna z zalinkowanych w pierwszym poście firm (International Tool) ma teoretycznie dystrybutora w pl- Awartech z Wro (od razu mówię, że nie znam).
Z tego co widzę są wersje narzędzia, które potrzebują otworu wejściowego (drop hole allowance), ale są i takie, które nie potrzebują. Przykład na jednym ze zdjęć- zapewne od strony działania ciśnienia.
https://www.harveytool.com/products/dov ... -allowance
https://www.travers.com/whitney-tool-00 ... 0-310-100/
Więcej materiałów:
https://www.sealanddesign.com/technical ... -dovetail/
https://www.parker.com/literature/O-Rin ... charts.pdf
-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Frezowanie rowka w aluminium.
Formalne zapytanie to potrzebuje kilku szczegółów: trzeba podać konkretnie wymiary rowka, minimalną ilość sztuk 10/50/100/200 czy ile tam przewidujesz, trzeba zdefiniować długość i chwyt, podać NIP-najlepiej mailem a nie PW - więc na wdzięczność nie liczę specjalnie
-
kuba1im
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 226
- Rejestracja: 27 lut 2011, 15:48
- Lokalizacja: Tychy/Bieruń
Re: Frezowanie rowka w aluminium.
Co prawda znacznie większe, ale rowki pod uszczelki robiliśmy jadąc najpierw środek zwykłym frezem palcowym. Następnie frez specjalny wykonany w poltrze. W jednym miejscu było rozfrezowane wejście/wyjście pod frez. Frez wybierał od razu obie strony na gotowo.
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Frezowanie rowka w aluminium.
Nie wiem jak się sprawdzi, ale za 30 PLN to warto spróbować, 2.0x4Dx50L 75 deg
https://www.aliexpress.com/item/1005001703485856.html
https://www.aliexpress.com/item/1005001703485856.html
-
brandnew
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 146
- Rejestracja: 23 lut 2021, 21:01
Re: Frezowanie rowka w aluminium.
Patrząc na geometrię rowka to jest typowa wielkość o-ringu 3/32 cala
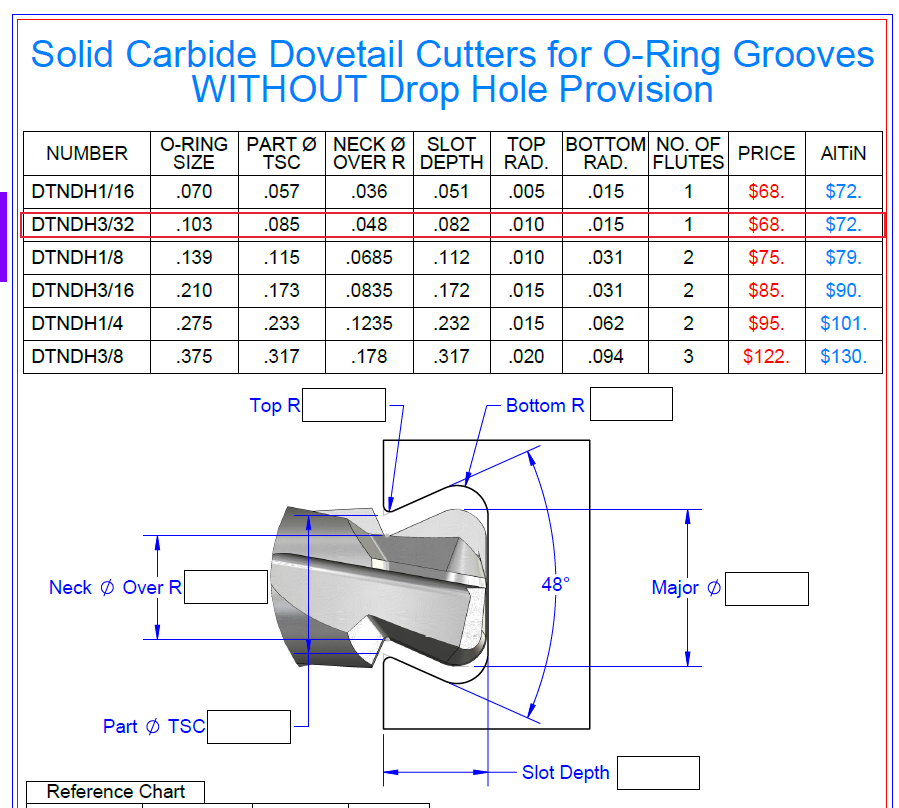
Max. średnica ostrza jest większa od średnicy szyjki więc rozwiązanie narzuca się samo.
Mnie byłoby szkoda czasu na dorabianie freza, no chyba, że cena byłaby konkurencyjna.
To jeden z producentów
https://abtoolsinc.com/prod/carbide-o-r ... -dovetail/
Z pewnością mają dystrybutorów w Europie.
Dodane 1 godzina 11 minuty 52 sekundy:
Nie zawsze to co na pierwszy rzut oka jest oczywiste, takim jest.
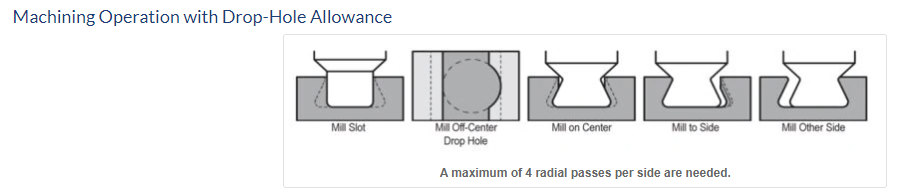
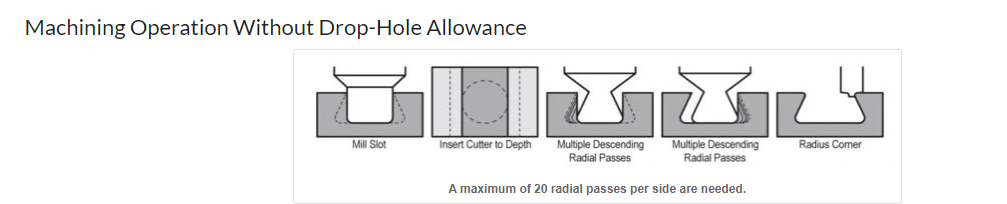
Znalazłem tu https://www.harveyperformance.com/in-th ... allowance/ opis sposobów wykonania rowków pod o-ringi.
Zamieszczam obrazki z tej strony, które właściwie wszystko wyjaśniają.
-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Frezowanie rowka w aluminium.
Jest jeszcze trzeci sposób, frez kształtowy o 2 piórach, który w odpowiednim położeniu mieści się w szczelinie. Trzeba tylko w miejscu startu ręcznie wybrać materiał, aby uniknąć złamania przy starcie wrzeciona. Robota dla modelarza, a nie na produkcję.






