")
I słusznie że nie działa.czerw.oney pisze: ↑09 sie 2020, 18:16bo jak podam czy dopiszę tak
SUBROUTINE_PATH = ../.. /home/linuxcnc/linuxcnc/nc_files :../../nc_files/ngcgui_lib:../../nc_files/ngcgui_lib/utilitysubs
to nie idzie.
Znaki ../ znaczą tyle co "folder w górę", Czyli jeśli jesteś w folderze /poziom1/poziom2/tutaj to zapis ../tam jest równoznaczny z /poziom1/poziom2/tam
To jest po to, żeby się można było poruszać po systemie plików nie znając nazw folderów, albo nie utracić ścieżki gdy ktoś jakiemuś folderowi zmieni nazwę.
Podobnie ~/ oznacza folder domowy bieżącego użytkownika, co zwykle działa, ale czasem nie.
Zawsze najpewniejsze jest podawanie pełnej ścieżki.
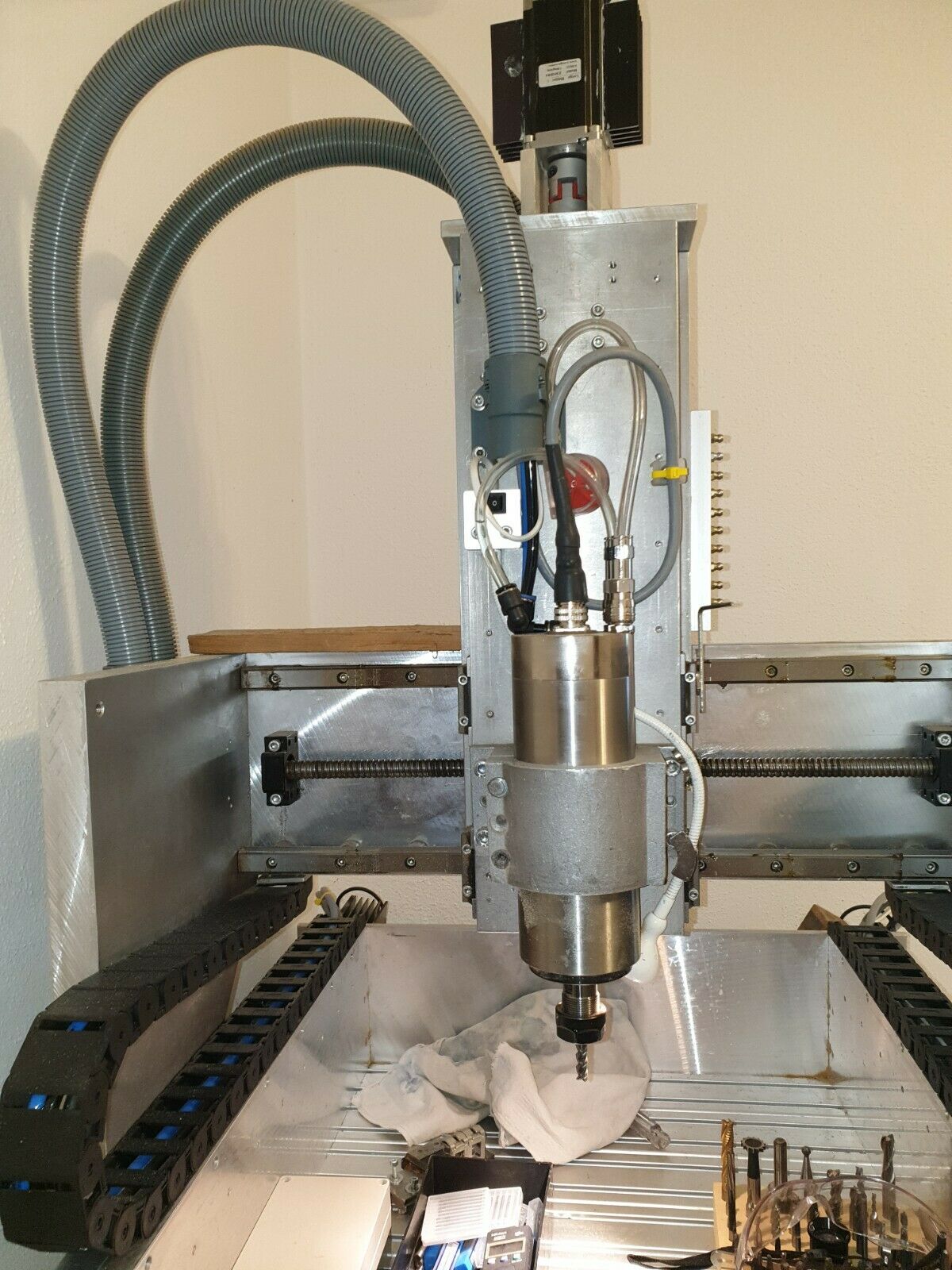
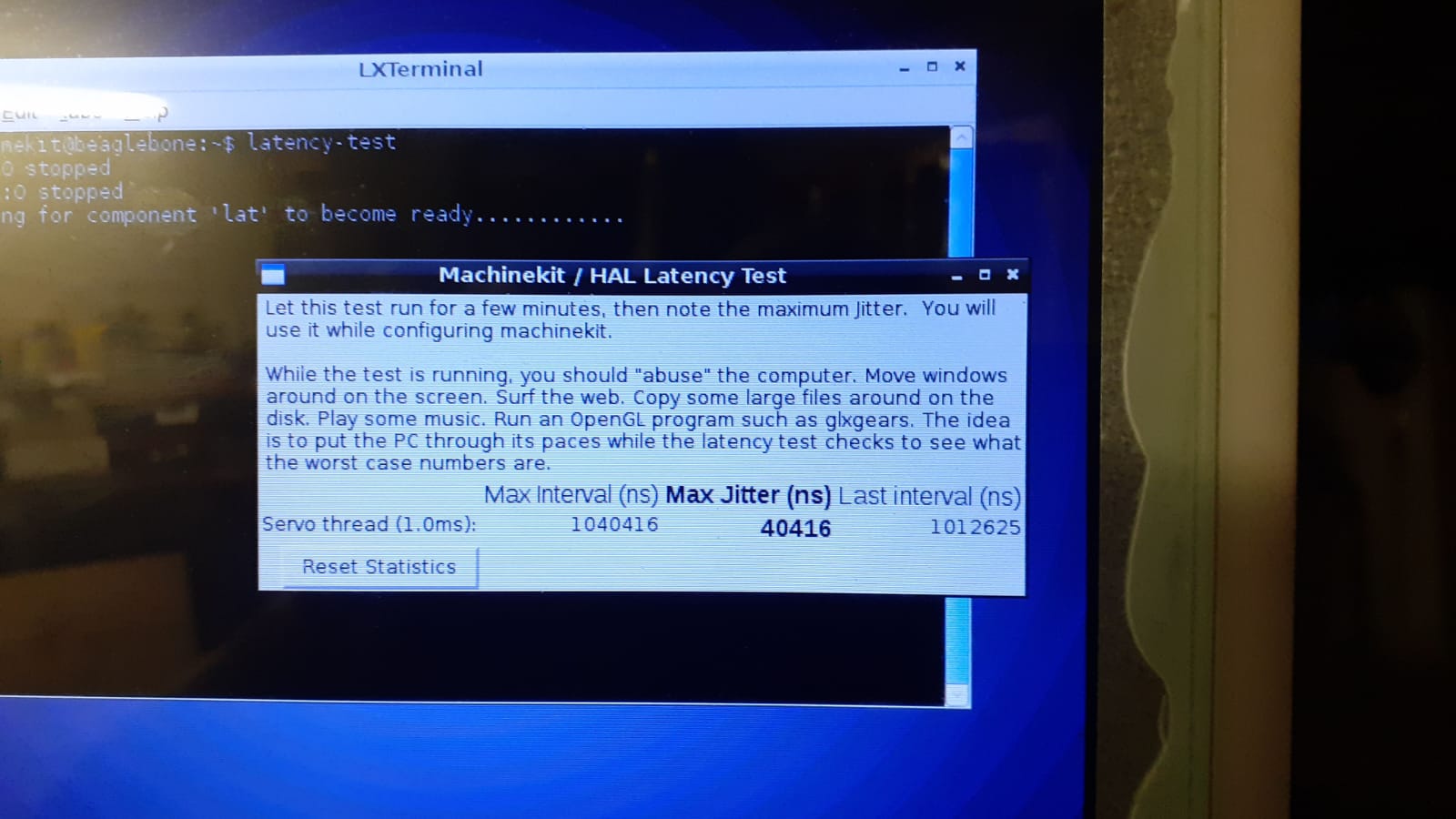
BTW Ponawiam pytanie o twój sprzęt i jitter.


")