")
Mam problem z GCODE załadowanym do LinuxCNC.
Program dotyczy tej samej płytki, którą wygenerowałem we FlatCAM
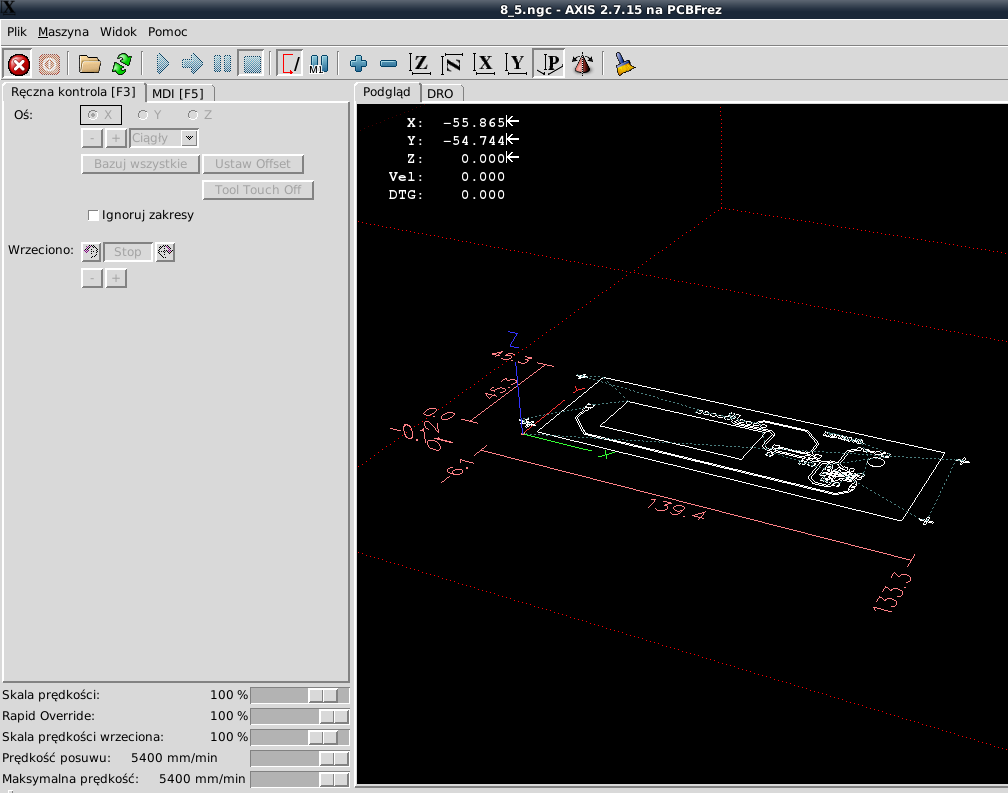
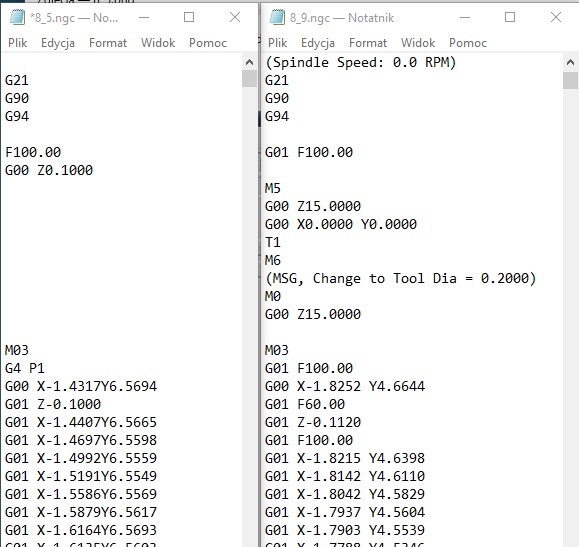
wersja 8_5
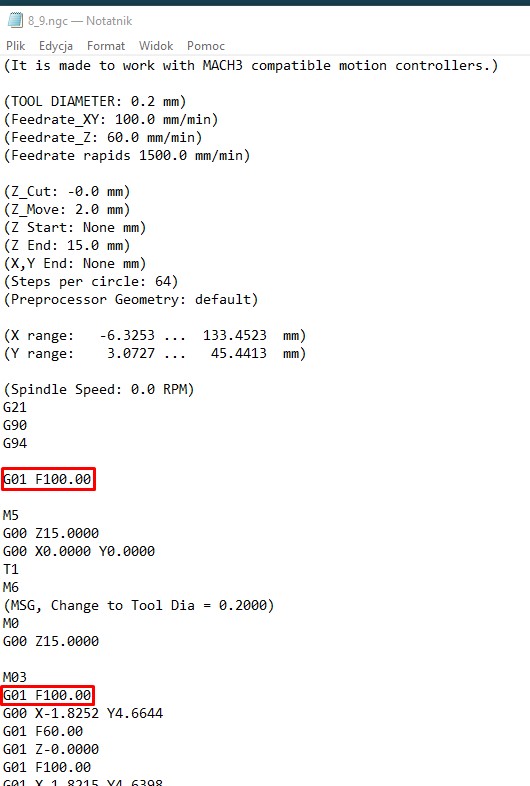
wersja 8_9
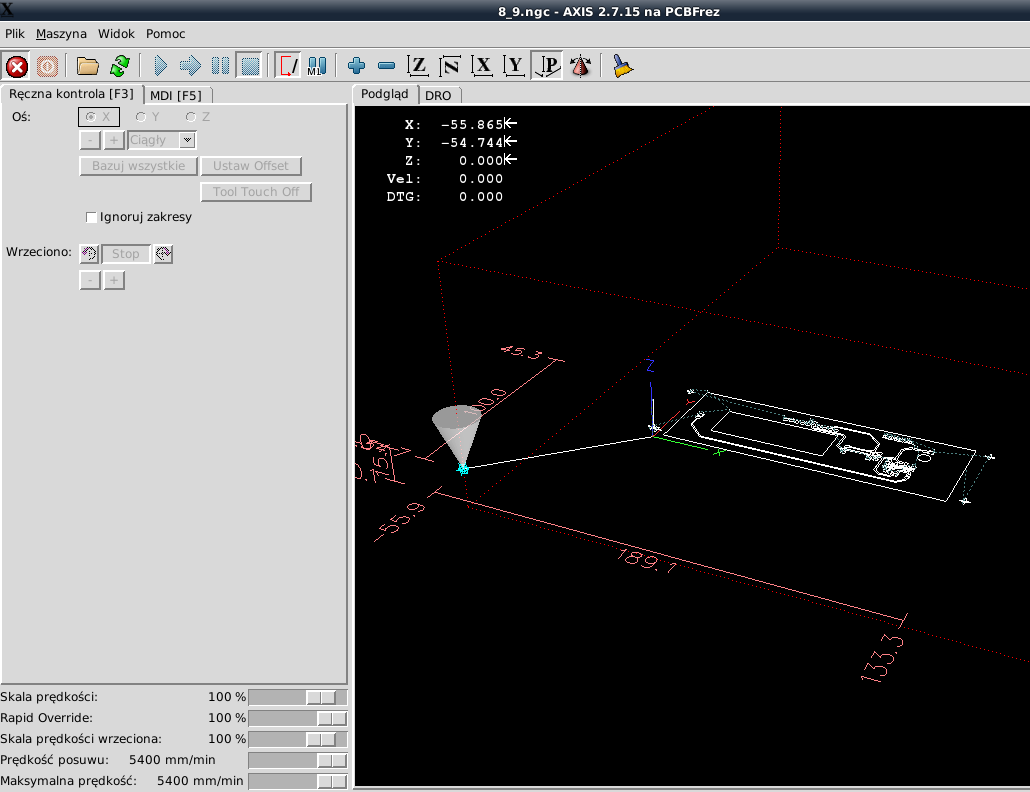
Wersja 8_5 ma osie wymiarowe zaraz pod płytką natomiast w 8_9 pojawia się jakaś dziwna linia do początku osi maszyny. Linia ta powoduje, że ustawienia do frezowania są bardzo utrudnione. Oczywiście, że wina leży po stronie FlatCAM ale moje pytanie brzmi czy nie można by coś zmienić w samym GCODE aby na nowej wersji działało tak jak na starej? Może by usunąć którąś linie albo jeszcze lepiej coś dopisać?
Porównanie generowanego GCODE (po lewej 8_5, po prawej 8_9)
A może ktoś wie jak to ustawić w nowej wersji FlatCAM aby działało tak jak w starej?
Będę bardzo wdzięczny za pomoc.



")