




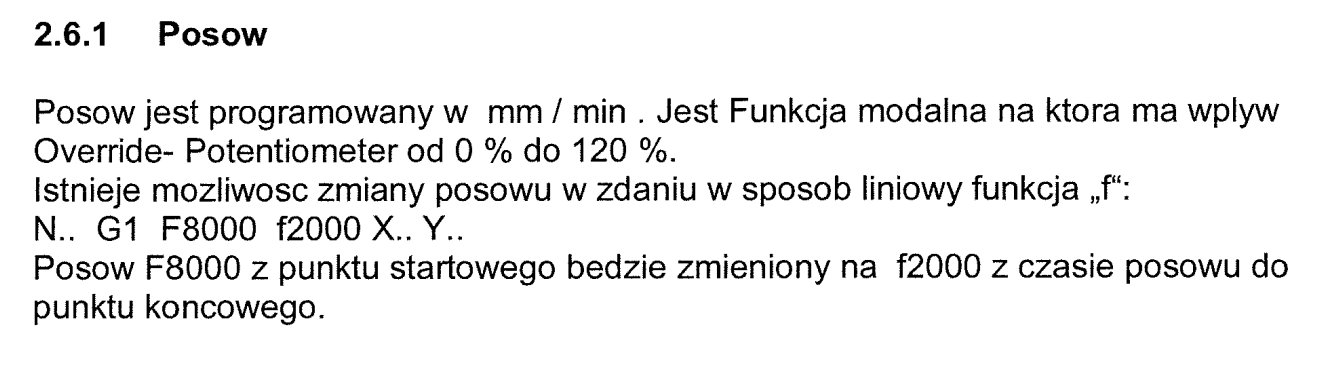
Nie wiem co to za ustrojstwo, polskie Google podobnie, więc pytam bardziej doświadczonych. Skoro jest to w jednej linii, to ja to rozumiem tak, że narzędzie od punku A[x,y] do punktu B[x,y] będzie poruszać się w taki sposób, że zacznie pracę od F8000 po czym będzie stopniowo zwalniać do F2000.
Potrzebuje zautomatyzować swoją frezarkę bo raz, że łożyska siadają, dwa, czas, to pieniądz. Mogę to zrobić w swoim programie dzieląc dłuższy odcinek na kilka krótkich, ale kod się rozrośnie, a moja MAKA ma mało pamięci.
Przykład tego co chcę osiągnąć
Kod: Zaznacz cały
G0 X10 Y10
G0 Z40
G1 Z20 F1000
G1 X10 Y20 F1200 (MIN)
G1 X10 Y30 F1600
G1 X10 Y40 F2000
G1 X10 Y50 F2400
G1 X10 Y60 F2800
G1 X10 Y70 F3200 (MAX)
G1 X10 Y80
G1 X10 Y90
G1 X10 Y100
G1 X10 Y110 F3200 (MAX)
G1 X10 Y120 F2800
G1 X10 Y130 F2400
G1 X10 Y140 F2000
G1 X10 Y150 F1600
G1 X10 Y160 F1200 (MIN)
G0 Z40


")
")


")






