Witam
Proszę o sprawdzenie programu i odpowiedź dlaczego nie działa tak jak potrzeba.
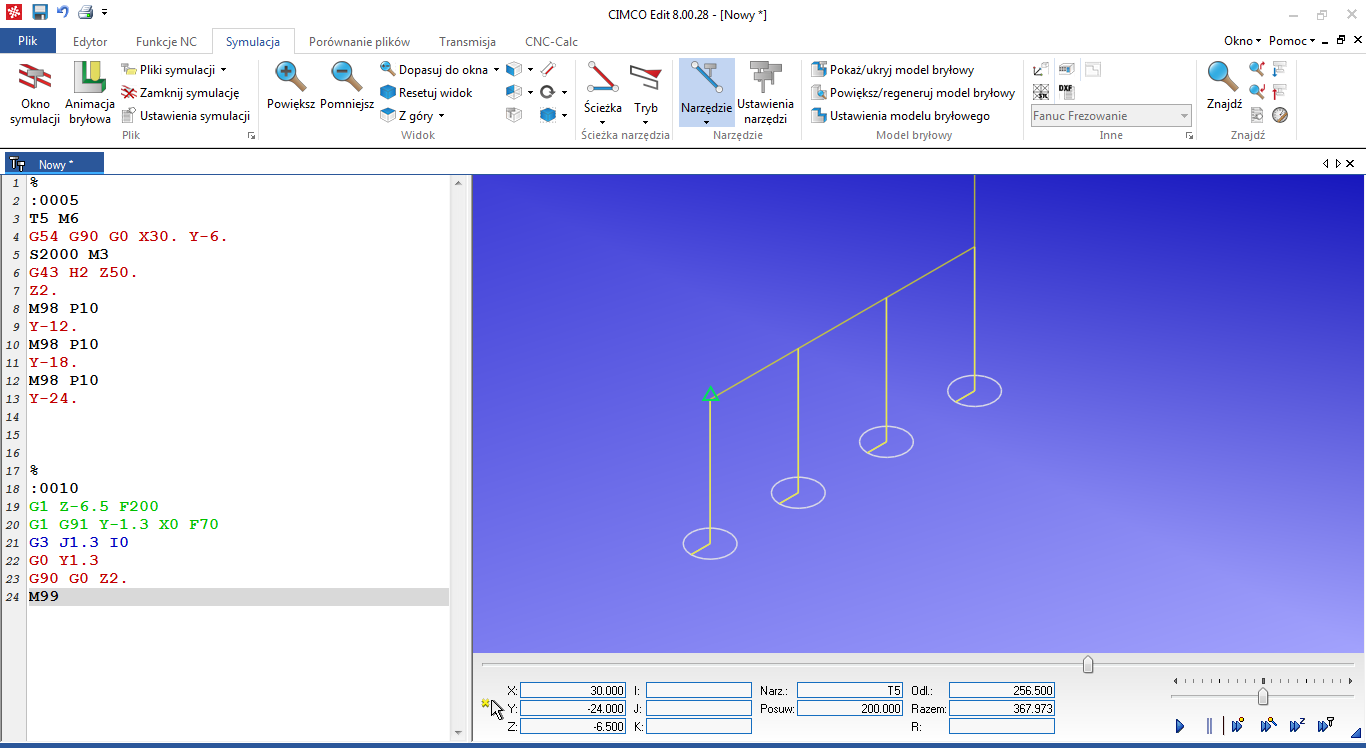
Próbuję frezem fi 8 zrobić 20 otworów (pogłębienia pod łeb śruby) na zasadzie że mam wywiercone fi 6,5 i frezem robię pogłębienie na 10,6
program miałby wyglądać tak ;
G54G90G0X30.Y-6.
S2000M3
G43H2Z50.
Z2.
M98P10
Y-12.
M98P10
Y-18.
M98P10
Y-24.
itd.
a podprogram tak ;
G1Z-6.5F200
G1G91Y-1.3F70
G3Y-1.3J1.3
G90G0Z2.
M99
Czy program jest prawidłowy ? Czy może z maszyną jest coś nie tak ?
programowanie fanuc


-
 Butler
Butler
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: programowanie fanuc
Wklej tu cały kod a nie część.
Gdzie masz %; gdzie masz numer programu i podprogramu. Po P10 powinieneś wyznaczyć który podprogram chcesz wykorzystać. Przynajmniej u mnie inaczej nie trybi.
Np. "M98 P06 8002" gdzie podprogram to 8002
Gdzie masz %; gdzie masz numer programu i podprogramu. Po P10 powinieneś wyznaczyć który podprogram chcesz wykorzystać. Przynajmniej u mnie inaczej nie trybi.
Np. "M98 P06 8002" gdzie podprogram to 8002
-
Psikus
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 115
- Rejestracja: 21 mar 2011, 11:46
- Lokalizacja: TST
Re: programowanie fanuc
Tu nie chodzi o początek programu czy numery
Dokładnie to chodzi o to że maszyna źle robi pogłębienie. Kończąc ruch G3 robi mi dodatkowy ruch którego nie ma w podprogramie, a dopiero później jedzie na Z2. Może jest jakiś błąd w zapisie kiedy maszyna przechodzi z G91 na G90 i ja tego po prostu nie rozumiem.
Dokładnie to chodzi o to że maszyna źle robi pogłębienie. Kończąc ruch G3 robi mi dodatkowy ruch którego nie ma w podprogramie, a dopiero później jedzie na Z2. Może jest jakiś błąd w zapisie kiedy maszyna przechodzi z G91 na G90 i ja tego po prostu nie rozumiem.
-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa