



")
Na wstępie chciałbym zaznaczyć, że jeżeli wybrałem nie taki dział, to przepraszam i proszę o przeniesienie.
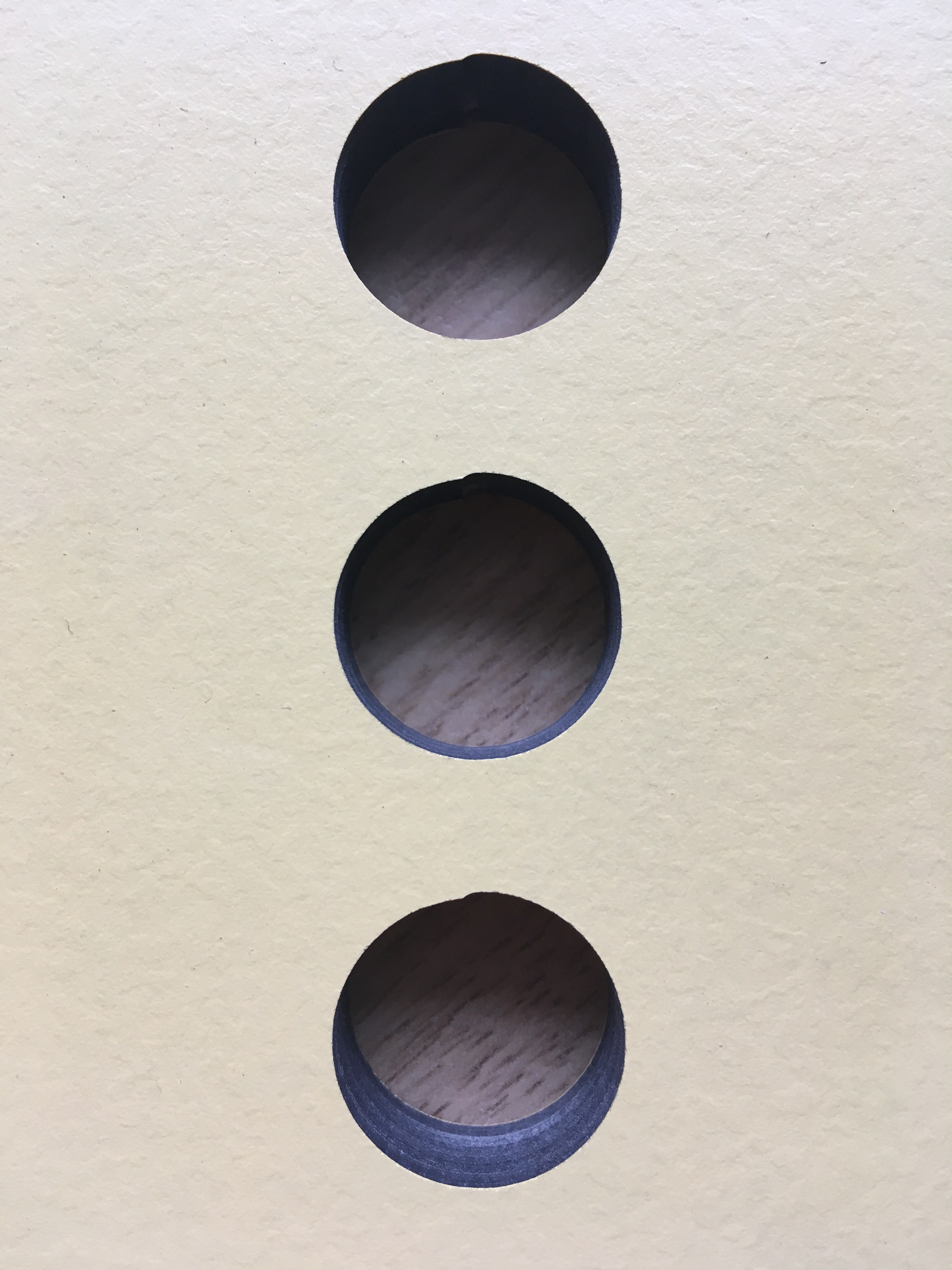
Temat dotyczy kształtów frezowanych otworów, które powinny być okrągłe, a nie są. W sumie nie wszystkie. Wszystko stanie się jasne po obejrzeniu zdjęć.
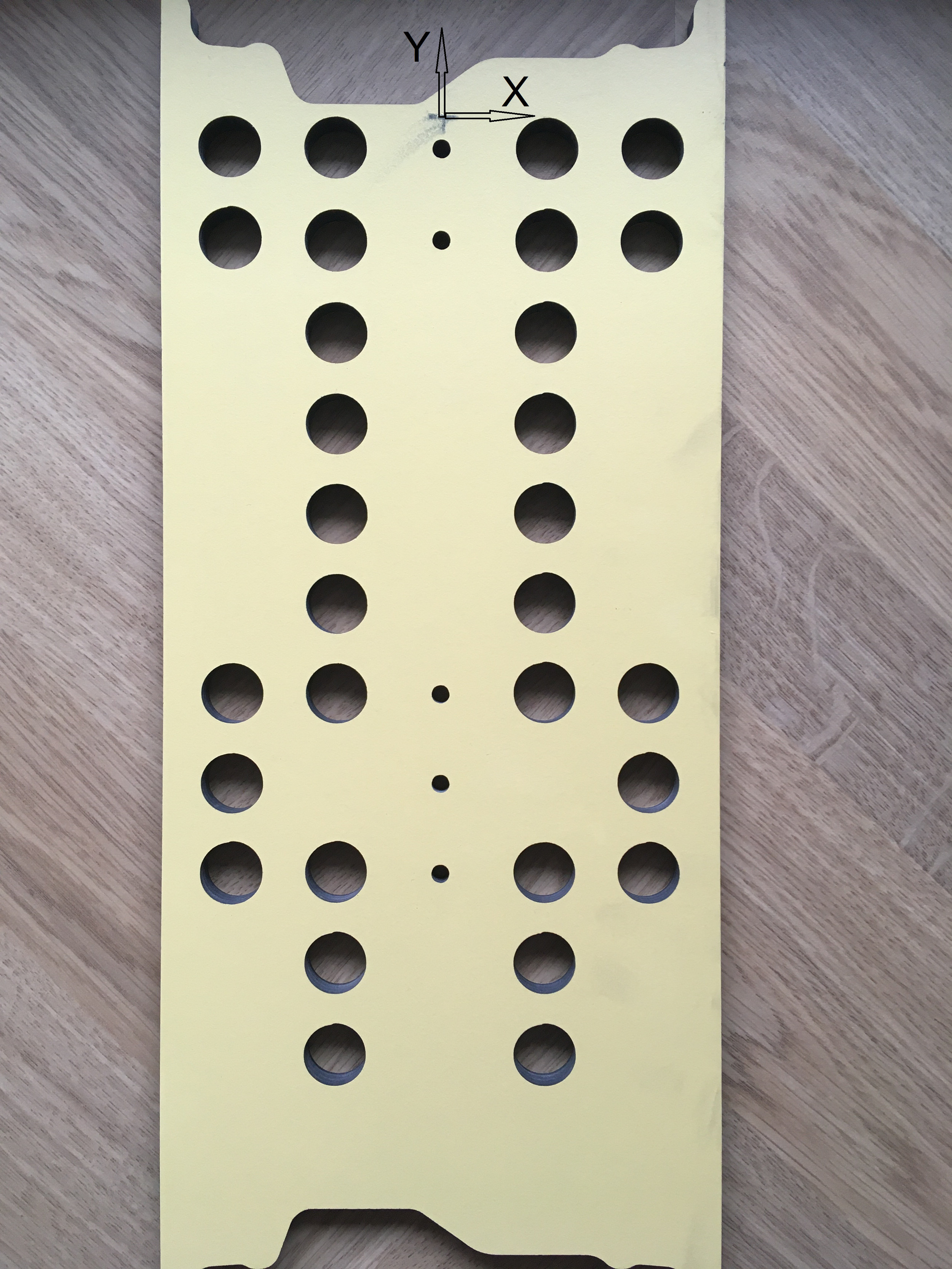

W płycie HPL miałem do wycięcia serię otworków fi19 oraz kilka małych fi5.5
Wykonałem szkic i zapisałem dxf, aby wygenerować sobie g-kod. Program którym dysponuję, ma możliwość włączenia interpolacji kołowej, co skutkuje użyciem G02 oraz G03. Plik z g-kodem także dołączam.
Napęd w mojej frezarce to paski HTD 3M na osiach płaskich oraz śruba trapezowa w Z. Jest to pierwsza pozycja z tego obrazka:
 .
.W tym momencie zaczynam się głowić, jakim cudem wychodzą mi takie "spiralki". Po zmierzeniu otworów w kilku miejscach, daje się zauważyć, że średnica w osi Y jest największa w miejscu wyjechania poza zarys i stopniowo maleje, aż do początku schodka. Najwyższy wymiar to około 19.3, natomiast w najmniejszym, to niemal równo 19. Cała obróbka wykonana frezem fi3, ostrza coś na kształt pilnika, bo tylko tym idzie frezować takie tworzywo w sposób wydajny.
Bardzo proszę o propozycje, co może być nie tak? Na głównym zdjęciu widać, że nie wszystkie otworki mają taki dziwny kształt. Te co bardziej okrągłe, to ich owalność mieści się w granicy 0.2-0.3 więc jak dla mnie akceptowalne.
Pozdrawiam wszystkich!



")







