



Mati12-25 zrobiłeś maszynę na sterowaniu co znasz i umiesz najlepiej, tego chyba nic nie przebije, sam sobie sterem, żaglem itd..od nikogo zależny nie jesteś.
Retrofit Haas vf-2 Mach3+Cs-mio
-
dance1
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 3095
- Rejestracja: 11 mar 2007, 22:42
- Lokalizacja: G-G
Re: Retrofit Haas vf-2 Mach3+Cs-mio
ja tu od garażówek nikogo nie wyzywam  , sam używałem linuxa jak i macha i robiły co zrobić miały, nie mam wielkich powodów do narzekań, mogę być druciarzem, chociaż fanuc w tej chwili to dla mnie żaden wyznacznik, przespali trochę i hh czy siemens pogonił do przodu.
, sam używałem linuxa jak i macha i robiły co zrobić miały, nie mam wielkich powodów do narzekań, mogę być druciarzem, chociaż fanuc w tej chwili to dla mnie żaden wyznacznik, przespali trochę i hh czy siemens pogonił do przodu.
Mati12-25 zrobiłeś maszynę na sterowaniu co znasz i umiesz najlepiej, tego chyba nic nie przebije, sam sobie sterem, żaglem itd..od nikogo zależny nie jesteś.
Mati12-25 zrobiłeś maszynę na sterowaniu co znasz i umiesz najlepiej, tego chyba nic nie przebije, sam sobie sterem, żaglem itd..od nikogo zależny nie jesteś.
I don't like principles, I prefer prejudices


-
Mati12-25
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 20
- Posty: 172
- Rejestracja: 15 gru 2011, 19:28
- Lokalizacja: Cz-wa
Re: Retrofit Haas vf-2 Mach3+Cs-mio
Spoko po to temat jest żeby dyskutowaćdance1 pisze: ↑08 mar 2020, 14:49ja tu od garażówek nikogo nie wyzywam
Mati12-25 zrobiłeś maszynę na sterowaniu co znasz i umiesz najlepiej, tego chyba nic nie przebije, sam sobie sterem, żaglem itd..od nikogo zależny nie jesteś.
Dokładnie tak na razie zostaje przy tym sterowaniu z tych względów. Chętnie bym zobaczył jak podobne maszyny działają na sterowaniu SZGH i czy potrafią więcej od macha czy tylko tak jak napisałem wyglądają "przemysłowo" bo jak na razie tylko czytam jakie to jest fajne ale nikt nie pokaże jak to działa tak jak kamar wyżej wspomniał. Druga sprawa jak by mi zależało na maszynie w pełni przemysłowej to bym po prostu poczekał i taką kupił, a nie bawił się w modernizację
-
atlc
- Posty w temacie: 12
Re: Retrofit Haas vf-2 Mach3+Cs-mio
Dobra, kółko wycięte, kolejne się tnie, można gadać:)

@kamar mam do Ciebie ogromny szacunek za to jak dzielisz się wiedzą i ile tu na forum swoich patentów wrzuciłeś.
Sam wiesz że jak potrzebuję pomocy to się do Ciebie odzywam, odmowy nigdy nie spotkałem, za co jestem ogromnie wdzięczny.
W żaden sposób nie namawiam do stosowania SZGH zamiast Linuxa. Za to już zamiast CSMIO z Mach tak!
Linux przy swojej elastyczności, bezpłatności, pozwala ożywić każdą maszynę w cenie dwóch stówek (nie liczę silników, sterowników itd, bo to trzeba kupić zawsze, niezależnie od sterowania).
Dlaczego nie chcę używać linuxa? Maszynki które ożywiam aktualnie są za szybkie na użycie samego LPT, musiałbym użyć mesy, a to generuje już duże koszty przy zerowym wsparciu technicznym - radź sobie sam (jeśli umiesz..).
Tokarka którą odpalam teraz - wrzeciono 6000 obr./min, enkoder 2048 imp. SZGH potrafi odczytać sygnał z enkodera wrzeciona na poziomie 2MHz, bez żadnych dodatkowych "modułów gwintowania".
Przejazdy na poziomie 30m/min. To wszystko za dużo na samo LPT.
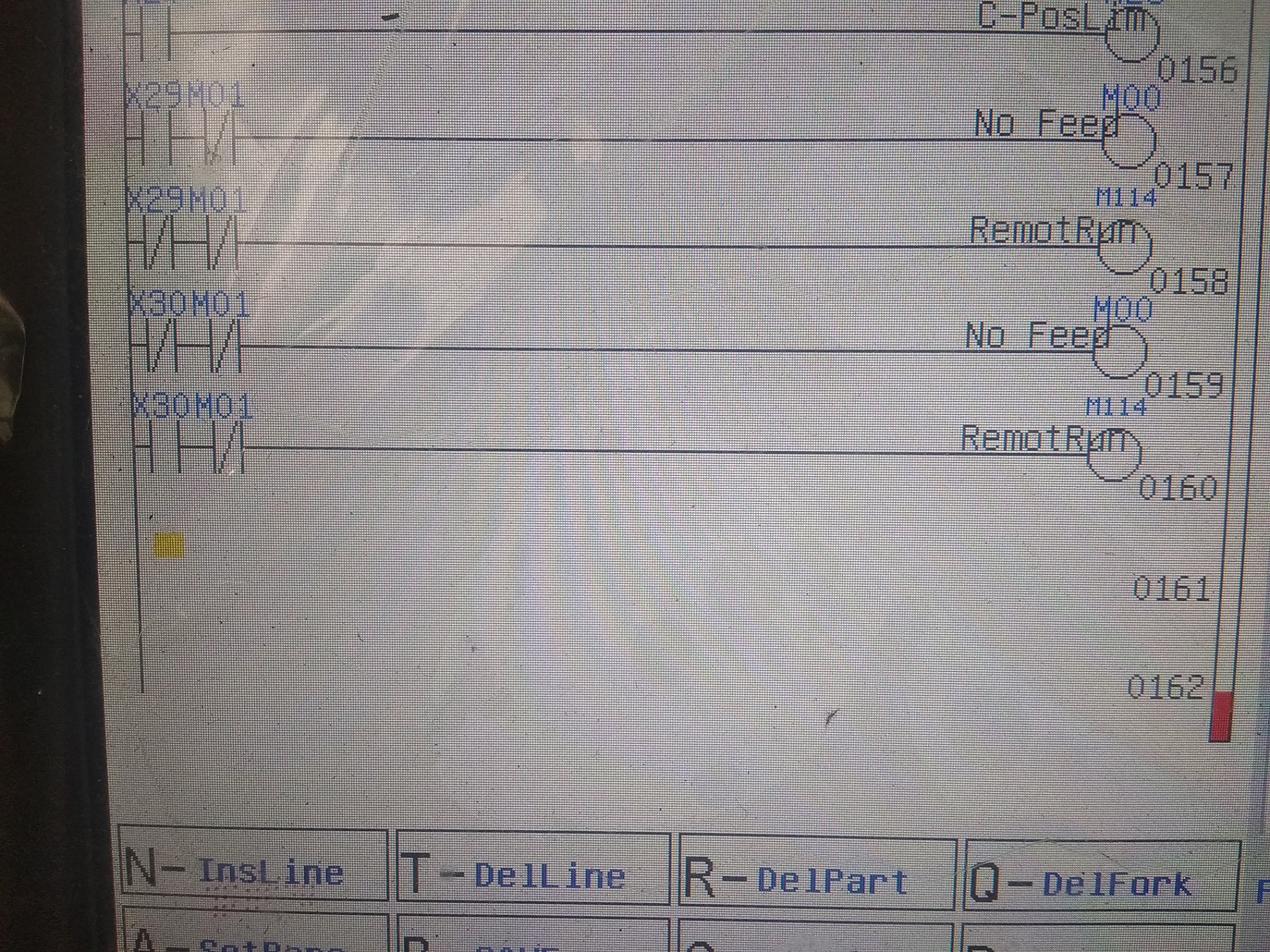
SZGH ma wbudowany PLC, do drutówki potrzebujemy zatrzymywania osi na czas nawrotu bębna i na czas zwarcia.
Wpisujesz w PLC te 4 linijki i jest to zrealizowane.
X29 to wejście sygnału z falownika - kiedy falownik zwalnia lub się rozpędza, to sygnał ma stan wysoki kiedy prędkość silnika jest mniejsza niż 35Hz.
X30 to sygnał zwarcia z generatora - stan niski kiedy jest zwarcie
M01 - stan wysoki kiedy sterowanie jest w trybie ręcznym, zadajnika itp, stan niski kiedy sterowanie pracuje automatycznie
M00 - zatrzymaj ruch wszystkich osi (poza wrzecionem, na M3 mam start bębna)
M114 - wznów pracę osi
Gdybym chciał zatrzymać tylko np. oś X musiałbym wpisać zamiast M00 - M128, dla Y - M129 itd.
U Ciebie:
Suwak nie jest w górnym położeniu = M00, wszystkie osie stoją.
Suwak jest w górnym położeniu = M114 - wznów pracę osi
Nie wiem ile by mogło zająć wpisanie tych komend do PLC, no ze dwie minuty.
Zatrzymywanie bębna na skrajnej pozycji mam zrobione:)
Do nawlekania też jedzie mi poza pierwszą krańcówkę, do tej która w oryginale była jako stop awaryjny (chyba).
Co mnie zniechęca do CSMIO- np. walka z obsługą magazynu - w SZGH jest wbudowana - trzeba podpiąć kilka krańcówek, przekaźniki od obrotu, wpisać ile jest pozycji magazynu i tyle.
Przy magazynie liniowym wpisać pozycje zmiany narzędzia- tyle.
Na ekranie jest folia, także sory za refleksy.
https://youtu.be/o5C5z7KcNZs
Jak ktoś chce zobaczyć obsługę magazynu na SZGH to będzie okazja, bo montuję takie cudeńko:)

@kamar mam do Ciebie ogromny szacunek za to jak dzielisz się wiedzą i ile tu na forum swoich patentów wrzuciłeś.
Sam wiesz że jak potrzebuję pomocy to się do Ciebie odzywam, odmowy nigdy nie spotkałem, za co jestem ogromnie wdzięczny.
W żaden sposób nie namawiam do stosowania SZGH zamiast Linuxa. Za to już zamiast CSMIO z Mach tak!
Linux przy swojej elastyczności, bezpłatności, pozwala ożywić każdą maszynę w cenie dwóch stówek (nie liczę silników, sterowników itd, bo to trzeba kupić zawsze, niezależnie od sterowania).
Dlaczego nie chcę używać linuxa? Maszynki które ożywiam aktualnie są za szybkie na użycie samego LPT, musiałbym użyć mesy, a to generuje już duże koszty przy zerowym wsparciu technicznym - radź sobie sam (jeśli umiesz..).
Tokarka którą odpalam teraz - wrzeciono 6000 obr./min, enkoder 2048 imp. SZGH potrafi odczytać sygnał z enkodera wrzeciona na poziomie 2MHz, bez żadnych dodatkowych "modułów gwintowania".
Przejazdy na poziomie 30m/min. To wszystko za dużo na samo LPT.
SZGH ma wbudowany PLC, do drutówki potrzebujemy zatrzymywania osi na czas nawrotu bębna i na czas zwarcia.
Wpisujesz w PLC te 4 linijki i jest to zrealizowane.
X29 to wejście sygnału z falownika - kiedy falownik zwalnia lub się rozpędza, to sygnał ma stan wysoki kiedy prędkość silnika jest mniejsza niż 35Hz.
X30 to sygnał zwarcia z generatora - stan niski kiedy jest zwarcie
M01 - stan wysoki kiedy sterowanie jest w trybie ręcznym, zadajnika itp, stan niski kiedy sterowanie pracuje automatycznie
M00 - zatrzymaj ruch wszystkich osi (poza wrzecionem, na M3 mam start bębna)
M114 - wznów pracę osi
Gdybym chciał zatrzymać tylko np. oś X musiałbym wpisać zamiast M00 - M128, dla Y - M129 itd.
U Ciebie:
Suwak nie jest w górnym położeniu = M00, wszystkie osie stoją.
Suwak jest w górnym położeniu = M114 - wznów pracę osi
Nie wiem ile by mogło zająć wpisanie tych komend do PLC, no ze dwie minuty.
Zatrzymywanie bębna na skrajnej pozycji mam zrobione:)
Do nawlekania też jedzie mi poza pierwszą krańcówkę, do tej która w oryginale była jako stop awaryjny (chyba).
Co mnie zniechęca do CSMIO- np. walka z obsługą magazynu - w SZGH jest wbudowana - trzeba podpiąć kilka krańcówek, przekaźniki od obrotu, wpisać ile jest pozycji magazynu i tyle.
Przy magazynie liniowym wpisać pozycje zmiany narzędzia- tyle.
Na ekranie jest folia, także sory za refleksy.
https://youtu.be/o5C5z7KcNZs
Jak ktoś chce zobaczyć obsługę magazynu na SZGH to będzie okazja, bo montuję takie cudeńko:)
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 17177
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Retrofit Haas vf-2 Mach3+Cs-mio
No wiesz, dla mnie monitor i klawiatura to "środowisko naturalne"
Ten niby wyświetlacz w SZGH podoba mi się średnio, ścieżki on nie pokazuje ?
To już go nie chcę
Nie wiem ile zajęło ale suwaka w górze nie zatrzyma
Zatrzymać oś to prościzna, nie używa się bo traci czas niepotrzebnie.
Tym bardziej , że PLC-a też ma wbudowanego w hal.
Zatrzynmanie wrzeciona w punkcie to już inna bajka - po komendzie stój ma czekać na sygnał czujki i dopiero załączyć elektrozawór silownika.
-
atlc
- Posty w temacie: 12
Re: Retrofit Haas vf-2 Mach3+Cs-mio
Ścieżki pokazuje.
Jak chcesz zatrzymać suwak to nie ma problemu, przecież PLC wyzwoli co zechcesz. Po impulsie, czasie, ilości skoków.
Nie wiem jak masz to wysterowane w maszynie, nie stoję przy niej. Jak to jest rozwiązane mechanicznie? To podstawa do dalszej rozmowy o tym jak programowo to rozwiązać.
Ile czasu zajęło Ci zrobienie zatrzymania maszyny na zmianę ruchu bębna i na zwarcie? U mnie to 4 linijki w PLC.
Mogłyby być dwie gdybym zanegował sygnał z falownika i wprowadził go na jeden pin z sygnałem zwarcia.
Jak chcesz zatrzymać suwak to nie ma problemu, przecież PLC wyzwoli co zechcesz. Po impulsie, czasie, ilości skoków.
Nie wiem jak masz to wysterowane w maszynie, nie stoję przy niej. Jak to jest rozwiązane mechanicznie? To podstawa do dalszej rozmowy o tym jak programowo to rozwiązać.
Ile czasu zajęło Ci zrobienie zatrzymania maszyny na zmianę ruchu bębna i na zwarcie? U mnie to 4 linijki w PLC.
Mogłyby być dwie gdybym zanegował sygnał z falownika i wprowadził go na jeden pin z sygnałem zwarcia.
-
atlc
- Posty w temacie: 12
Re: Retrofit Haas vf-2 Mach3+Cs-mio
No ja mam, kosztował mnie nowy 160zł brutto, dwa markowe styczniki nie wyszłyby znacznie taniej..
-
atlc
- Posty w temacie: 12
Re: Retrofit Haas vf-2 Mach3+Cs-mio
Czemu nie odezwałeś się ze dwa tygodnie temu? Miałem dwie sztuki 0.55kW po 180 brutto.
W drucie mam 0.37kW zamontowany.
Chwilowo nic na stanie nie mam, ale zobaczy się, może w najbliższym miesiącu znowu się coś pojawi.
Na sklep namiaru Ci nie dam, to upłynnienia magazynowe, legalna sprzedaż, ale to moje źródełka, które są zasobne tak długo jak mało ludzi o nich wie.
Odezwij się do mnie, napisz co potrzebujesz to pogadam, może się coś znajdzie.
Jest np teraz głowica z napędzanymi narzędziami, tańsza niż ta przekładnia co Bartek użył
No ale skoro on wie lepiej ...
W drucie mam 0.37kW zamontowany.
Chwilowo nic na stanie nie mam, ale zobaczy się, może w najbliższym miesiącu znowu się coś pojawi.
Na sklep namiaru Ci nie dam, to upłynnienia magazynowe, legalna sprzedaż, ale to moje źródełka, które są zasobne tak długo jak mało ludzi o nich wie.
Odezwij się do mnie, napisz co potrzebujesz to pogadam, może się coś znajdzie.
Jest np teraz głowica z napędzanymi narzędziami, tańsza niż ta przekładnia co Bartek użył
No ale skoro on wie lepiej ...
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 17177
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Retrofit Haas vf-2 Mach3+Cs-mio
Przecież żartuję. Przy plażmie mam klawiaturę na dwumetrowej szynie hiwina =20 i dwóch wózkach. Taką miałem luzną i darmo ale nie piszę że to tanie rozwiązanie bo mnie nic nie kosztowało.
Koszt urządzenia to cena przy ogólnie dostępnym zakupie a nie jakieś promocje czy wyszukiwanie w szmateksach.
Koszt urządzenia to cena przy ogólnie dostępnym zakupie a nie jakieś promocje czy wyszukiwanie w szmateksach.






