



")

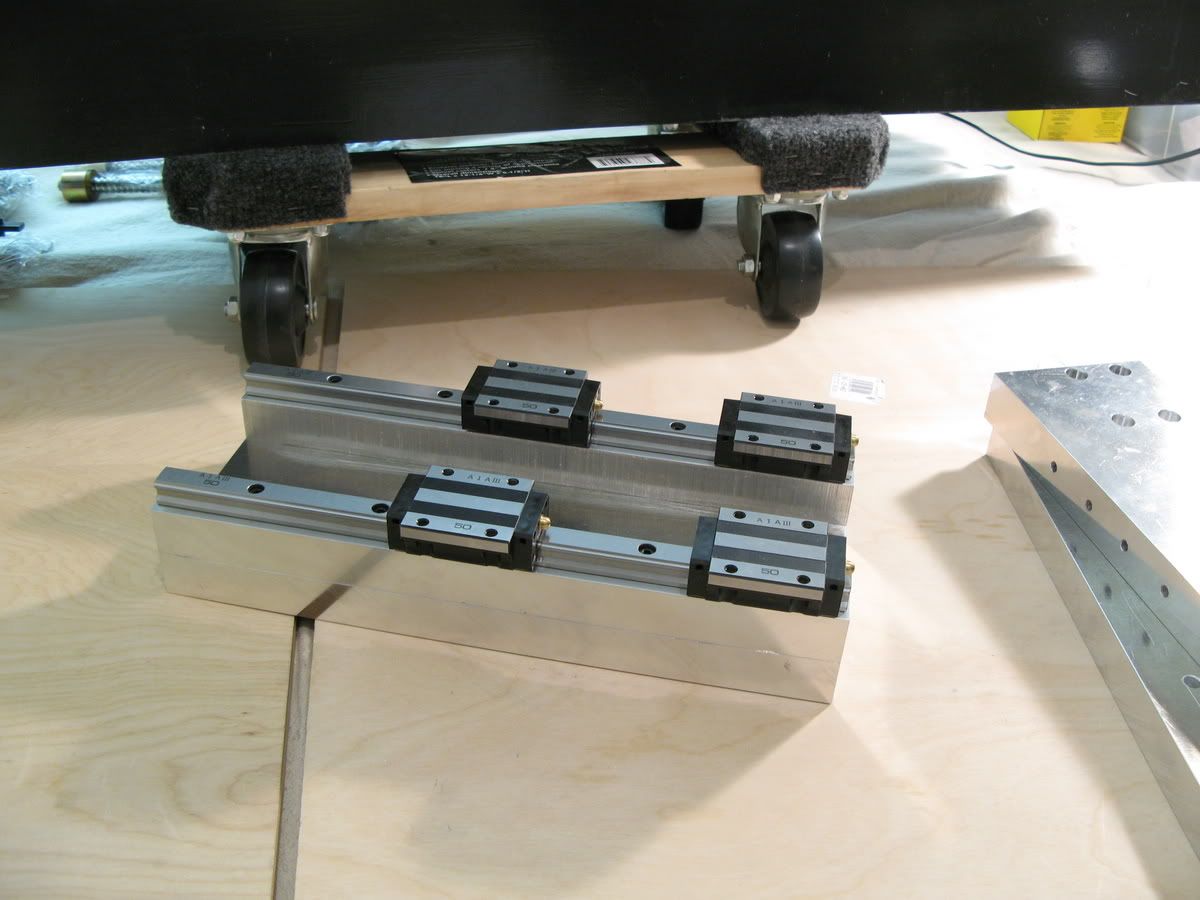
Mialem w planie zamowic 2 kompletne osie Z, jednak po przeliczeniu kosztow zdecydowalem sie zrobic je w przyszlosci samemu (koszt 10 frezowanych drobiazgow 200USD). Moj pierwszy koncept osi Z bedzi taki:
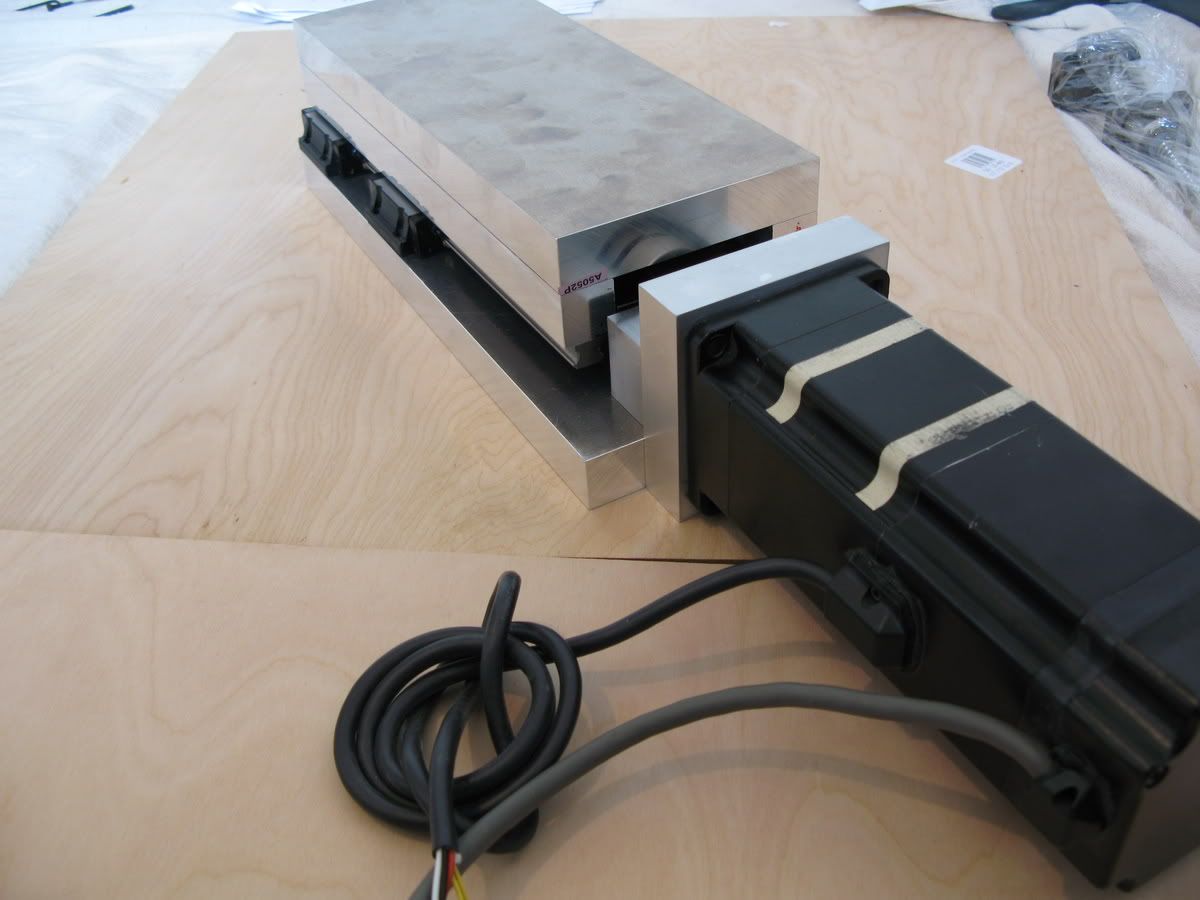

Musze troche sie tym pobawic, zobaczyc to w akcji i wtedy dopiero bede decydowal jak ma wygladac wlasciwa os Z. W ostatecznej konfiguracji planuje polaczyc dwie tego typu osie, zrobione w miare mozliwosci z jednego kawalka aluminum mic6 (z podfrezowaniami na szyny, wozki, tunelem na srube; w miare sztywne i o minimalnej wadze). Wykonanie tego w warsztacie kosztowaloby zbyt drogo.
* * *
Pierwsze nieoficjalne zdjecia kontrolera USB oraz plyty glownej:

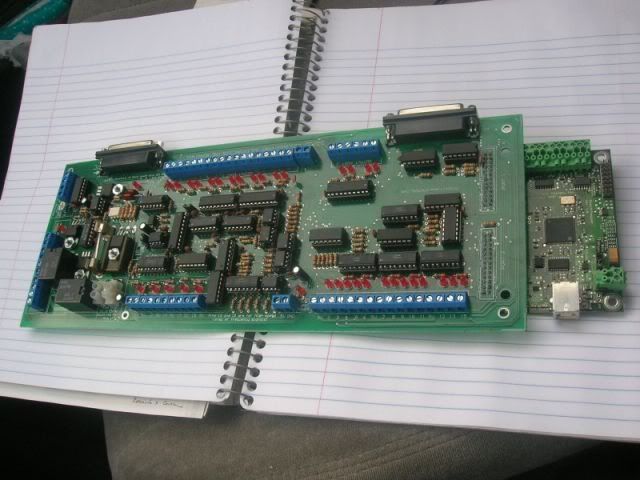
Kontroler zastepuje 2 porty LPT i jest wpinany bezposrednio do plyty glownej. Maksymalna czestotliwosc 4MHz, cena 155USD. Zdjecia przyslal mi producent plyty- moj przyjdzie dopiero za 2 tygodnie.
* * *
Wodzu:
1 cP = 0.001 Pa*s = 1 mPa*s
konwerter: http://www.convertworld.com/pl/lepkosc_dynamiczna/
lepkosc: http://pl.wikipedia.org/wiki/Lepko%C5%9B%C4%87
woda 1cP
borygo 20cP
olej z oliwek 80cP
zywica z Amodu 220cP
miod 2000-10000cP
ketchup 50,000-100,000cP
Moja zywica miala 600cP i wydawala sie dosyc gesta. Innych nie probowalem wiec trudno mi cokolwiek doradzic. Czas zycia ok 30 min wiec musialem sie spieszyc- gdyby bylo cos w okolicy 90min to mysle ze jest to bardzo komfortowy czas. (Mimo to nie mam zamiaru zmieniac, gdy bede cokolwiek odlewal to uzyje tego co uzywalem dotychczas).
* * *
MOGLICE
Z tymi produktem zetknalem sie zupelnie przypadkiem:

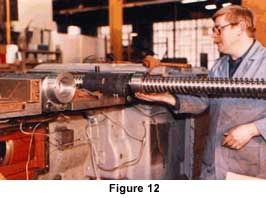
Czytajac strone kajakarza Vaclava natknalem sie na dziwnie brzmiaca nazwe Moglice oraz pomysl zastosowania zywic epoksydowych w elementach maszyny CNC. Bylo to dosyc dawno temu, przyznam ze niewiele z tego rozumialem wiec przeszedlem nad tematem do porzadku dziennego. Dopiero przy okazji studiowania odlewow epoksydowo-granitowych wrocilem i przestudiowalem strone dokladniej- po tym jak jeden z kolegow wspomnial o nakretkach do srub kulowych ktore po usunieciu kulek i zalaniu zywica sa w stanie dalej pracowac, przenoszac te same obciazenia i oferujac dluzszy zywot.
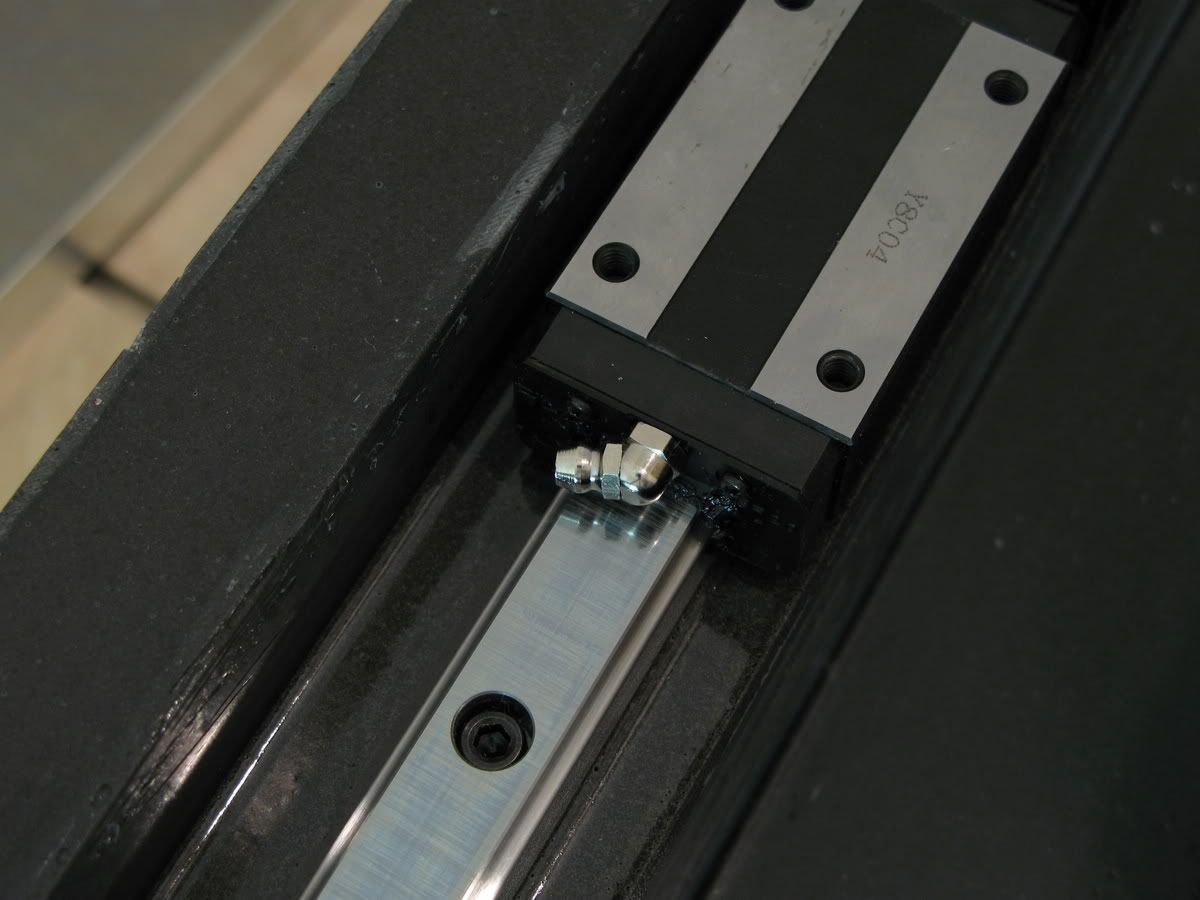
(ponizsza sruba nie jest kulowa, ale zasada dzialania zywicy ta sama)

Sprawa z zywicami wygladala dosyc podejrzanie, mimo to jednak zasiala ziarno niepokoju. (Calkiem slusznie zreszta, potem dowiedzialem sie ze Vaclav skonczyl wydzial mechaniki i materialoznawstwo na Harvardzie i zrozumialem ze posiada duzo wieksza wiedze niz to z poczatku wygladalo.. Co oczywiscie stawia wszystkich jego krytykow w niezbyt korzystnym swietle). Problem z Moglice byl taki ze nigdzie nie moglem znalezc konkretnych informacji- strona internetowa na ktora wskazywaly linki byla po prostu wylaczona, a gdy po kilku miesiacach sie pojawila, wcale nie wygladala zbyt wiarygodnie. Jak sie pozniej okazalo, strona ta nalezala nie do producenta tylko do amerykanskiego dealera Moglice..
Jakis czas potem, przy studiowaniu epoxybetonu Studera natknalem sie na wzmianke o zywicy Moglice i to nigdzie indziej tylko wlasnie na granitowych lozach Studera:

Wtedy dotarlo do mnie ze wcale nie musi to byc produkt amerykanski. Wpisalem z ciekawosci adres moglice.de i ku memu zdziwieniu pojawila sie calkiem okazala strona- tym razem autentycznego producenta i wynalazcy, niemieckiej firmy o ponad stuletniej tradycji. I faktycznie zalewaja tym sruby:
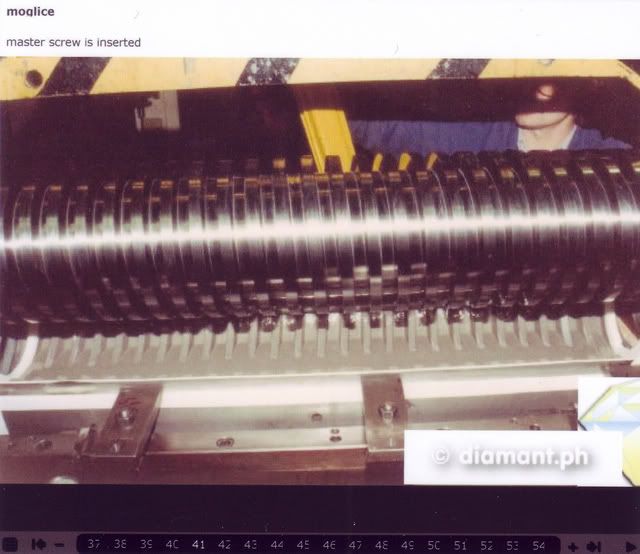
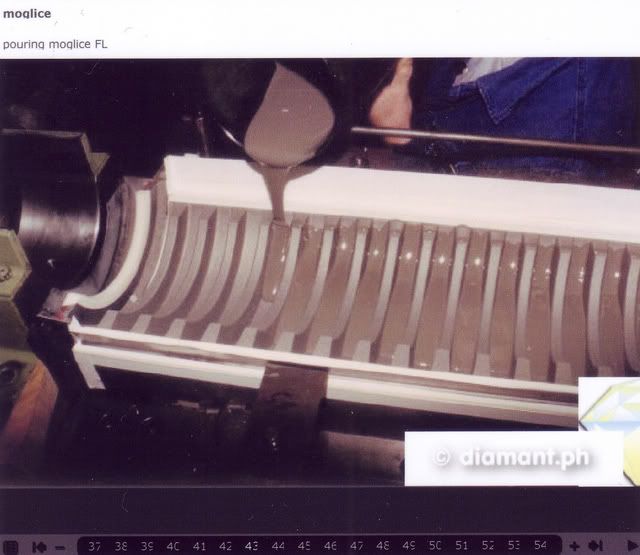
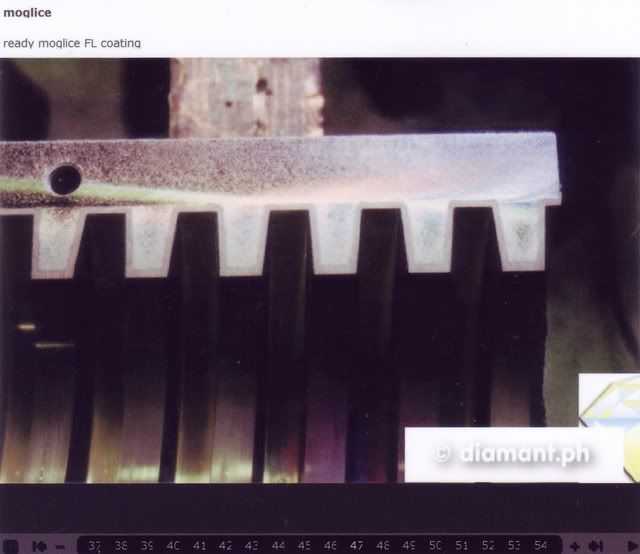
Oraz stosuja to na powierzchnie slizgowe maszyn:


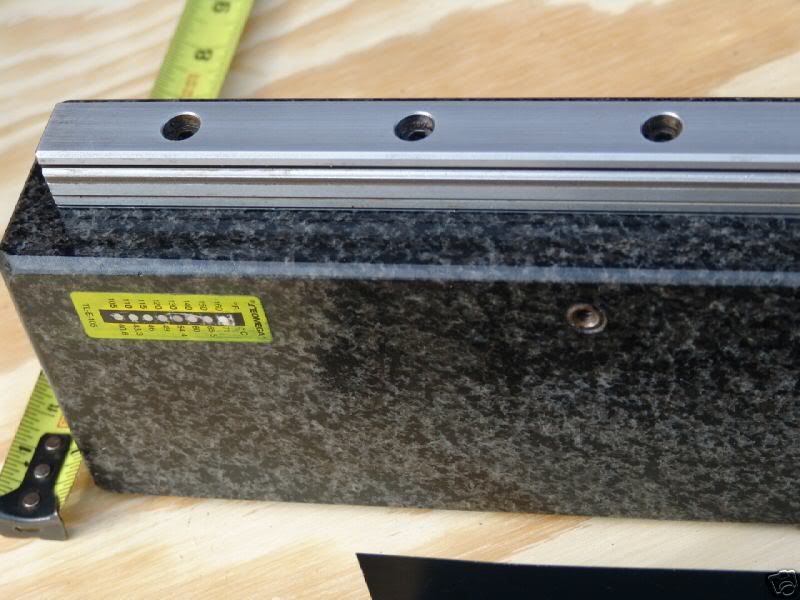
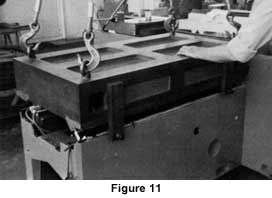
Mnie osobiscie bardziej interesowalo stosowanie zywic na powierzchnie bazowe pod lozyska lilniowe- po doswiadczeniach z insertami stalowymi zaczalem sie zastanawiac nad maszynami w calosci wykonanymi z syntetycznego granitu- marzeniem byloby odcisnac powierzchnie bazowe i w ogole nie uzywac metalu (inspiracja bylo ponizsze zdjecie ktore wiele miesiecy wczesniej widzialem na Ebay):
Myslalem zeby nawet odbic je w zwyklym epoxybetonie za pomoca wzorca z przykreconymi insertami:

Strona z insertami zostalaby zanurzona w zywicy, po zastygnieciu inserty zostalyby w odlewie. Jako wzorzec pogladowo wystepuje tu szlifowana plytka aluminium.
* * *
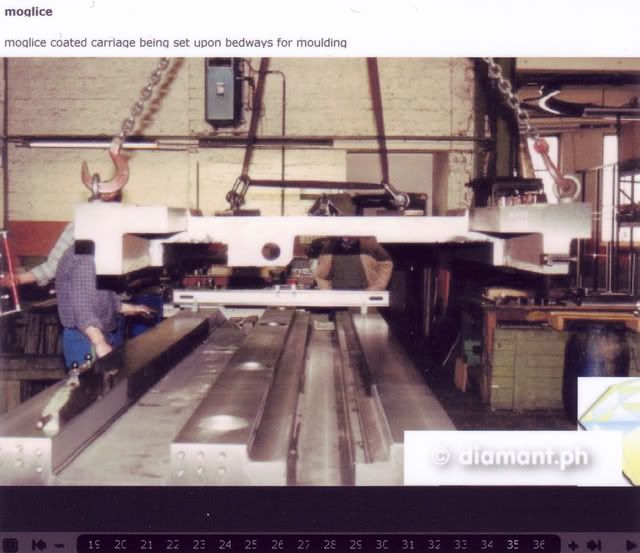
Jakie bylo moje zdziwienie gdy w koncu okazalo sie ze wlasnie w ten sposob robione sa powierzchnie bazowe niektorych maszyn na epoxybetonie: zamiast frezowac i szlifowac kazdy odlew z osobna, przygotowuja jeden ultra precyzyjny wzorzec i odbijaja go na korpusie posmarowanym zywica Moglice! Niesamowite.. Czyli jednak wcale nie jest powiedziane ze trzeba cokolwiek frezowac..
Jakis czas temu byl na forum Thomas Zietz- jeden z wspolautorow tematu na niemieckim forum- i majac nadzieje ze uda mi sie cos niecos dowiedziec o metodach Niemcow, zapytalem czy Moglice to niemiecki produkt. Oczywiscie na odpowiedz nie musialem dlugo czekac. Dowiedzialem sie m.in. ze pod moj "wzorzec" z insertami mozna zastosowac inny produkt tej firmy- DWH FL310- rowniez zywica tylko o troche innym skladzie (czesto uzywana do montazu tego typu rzeczy).
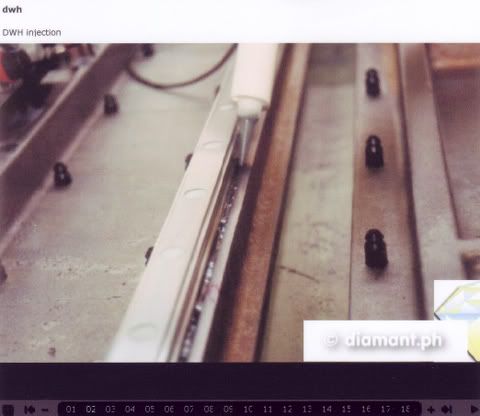
http://diamant.ph/en/produkte/dwh/
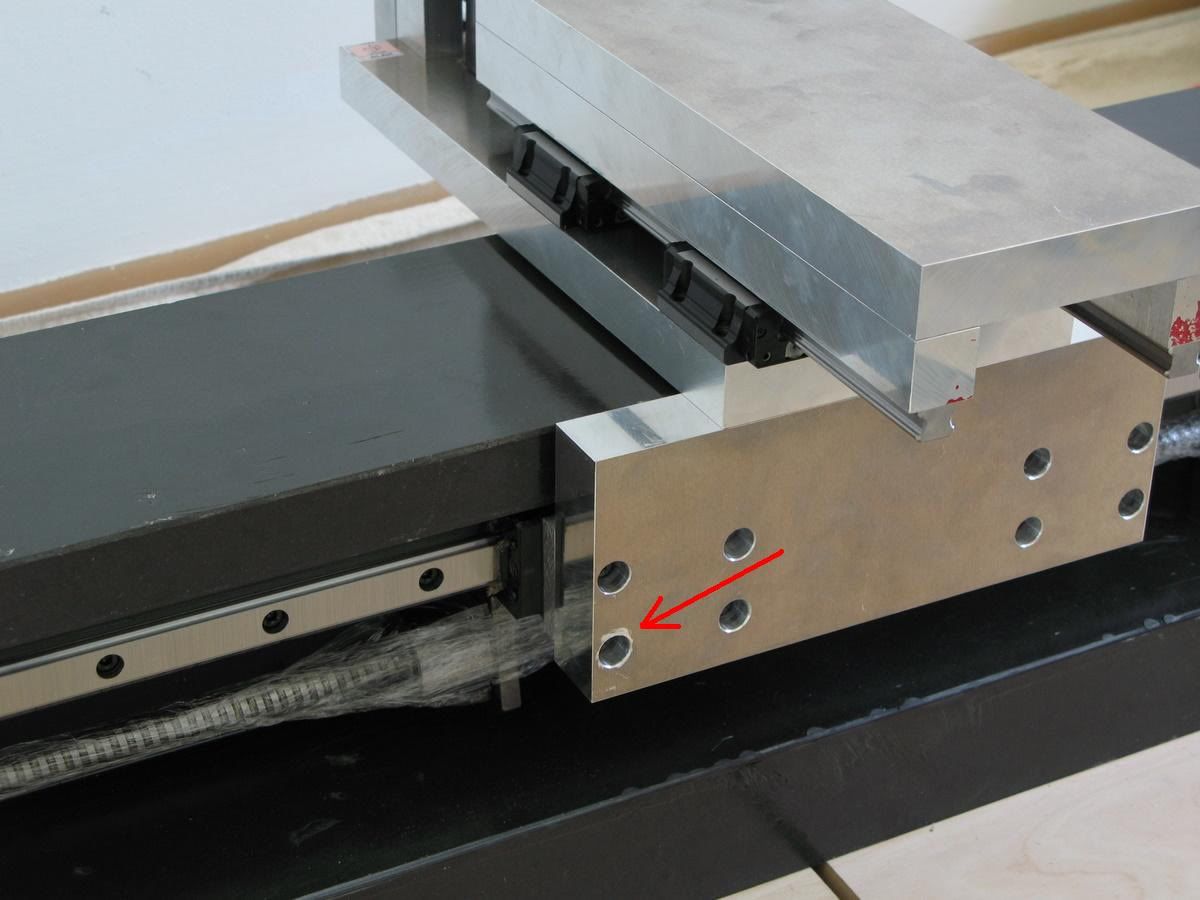
Wspomnial tez ze oni tego uzywaja- nie wiem jednak czy mial na mysli "u siebie w pracy" czy tez w swoich maszynach ktore odlewaja na sprzedaz. Generalnie sa nawet takie mozliwosci zeby odcisnac w zywicy baze do lozysk liniowych. Tradycyjnie sie to frezuje ale z tego co czytam to rownie dobrze mozna by takie cos skopiowac z wzorca i wtedy docisnac to tego szyne. Na zdjeciu powyzej widac wciskanie zywicy z drugiej strony szyny, wtedy nawet nie potrzeba klina.
* * *
Z tego co widze mozliwosci jest wiele- moje marzenia o korpusie bez elementow metalowych powoli przestaja byc tylko marzeniami. Problemem tych zywic jest oczywiscie ich koszt- czytalem gdzies na forum ze kolega zaplacil 50USD za 50g zywicy Moglice. Koledzy w Europie moga miec wiecej szczescia, Niemcy sprzedaja probki po duzo nizszej cenie:
http://diamant.ph/de/shop/dwh/
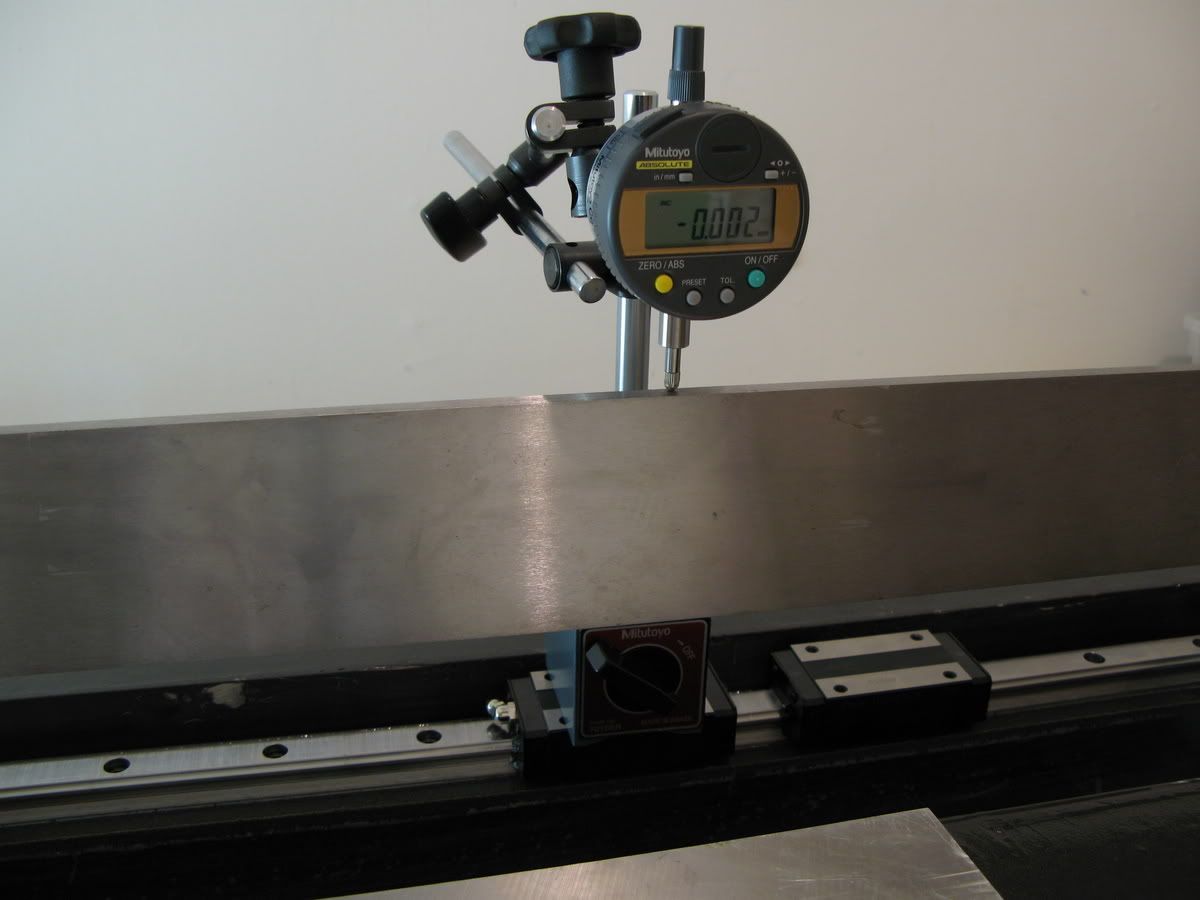
Domowym sposobem mozna sprobowac zywicy z czyms w miare odpornym na zgniatanie. Ciekawy pomysl poddal tu tokarz-hobbysta o ktorym niedawno pisalem (jdnym z jego zboczen jest m.in. polerowanie kamiennych plyt traserskich do niewyobrazalnych dokladnosci)- wykonal on mala plytke z zywicy oraz mikrosfer ktore charakteryzuja sie duza odpornoscia (ok 60.000psi) i udalo mu sie doprowadzic ja do bardzo przyzwoitej gladkosci (wielu, wielu zer po przecinku). Stwierdzil ze mikstura zywicy i samych mikrosfer zdalaby egzamin jesli chodzi o powierzchnie bazowe lozysk.
Pomysl jest oczywiscie genialny i przyznam ze bardzo mnie zezloscil, bo plytke z zywicy i mikrosfer mialem pod nosem od wielu miesiecy i byla to jedna z pierwszych rzeczy jakie odlalem (jednak nigdy nie przyszlo mi do glowy zeby uzyc jej do czegos pozytecznego)..
* * *
W telegraficznym skrocie przytocze jeszcze kilka faktow z broszury amerykanskiego dealera Moglice (odnowili swoja strone internetowa- wyglada nawet calkiem przyzwoicie www.moglice.com ). Polski dealer: http://www.kleje-szu.pl/diamant.html
- Zywice Moglice stosowane sa od ponad 35 lat, sa to zywice z wypelniaczami (ponad 80%)- stal, aluminium- do innych zastosowan sa tez podobno wypelniacze mineralne.
- Jesli chodzi o uwage Szoplera- nie jestem pewny czy grafit bedzie tu najlepszym srodkiem. Niemcy podobno uzywaja Molybdenum disulfide (MoS2).
- Konsystencja zywic zalezy od zastosowan- niektore sa w plynie, niektore w pascie. Ceny, jak zaznaczylem sa dosyc wysokie.
- Do rozdzielania stosuje sie specjalne srodki (dostepne tam gdzie zywice) ktorymi pokrywa sie powierzchnie aby nie lapalo tam gdzie nie potrzeba:

- Przy zastosowaniu precyzyjnego wzorca mozna odbic idealna kopie powierzchni wzorca- w wielu przypadkach eliminuje to frezowanie i szlifowanie czesci maszyn. Techniki te maja poczatki w latach 60-tych i sa uzywane na calym swiecie.
- Materialy charakteryzuja sie duza odpornoscia na scieranie, stabilnoscia termiczna, brakiem skurczu i niewielkimi silami tarcia.
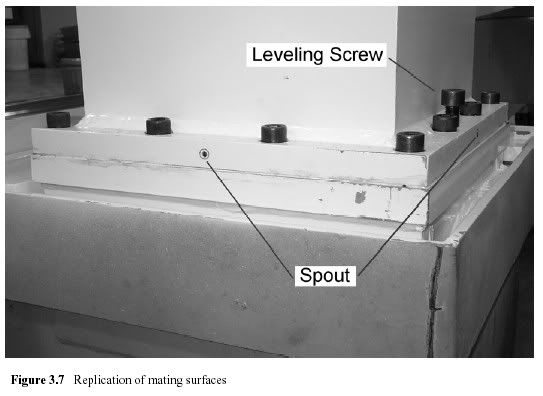
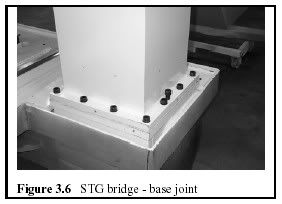
- Sa dwa glowne rodzaje: do zastosowan statycznych oraz ruchomych typu elementy slizgowe. Przykladem statycznych moze byc mocowanie bramy do reszty korpusu:
Brama nie jest od spodu szlifowana tylko z grubsza pofrezowana. Calosc ustawia sie precyzyjnie pod katem i wstrzykuje zywice pomiedzy nogi brami i spod maszyny. Po zastygnieciu dociaga sie srubami i sprawa zalatwiona. O tego typu zastosowaniu wiedzialbym duzo wczesciej, gdyby tylko przyszlo mi do glowy przestudiowanie PDF-u ktory ponad rok temu zamiescil na forum kolega Bob (ten od spawarki i nauki spawania). PDF ten ostatnio strescilem w innym dziele tego forum i mozna tam znalezc dokladne zdjecia:
- Do zastosowan statycznych nadaja sie zywice serii DWH, 310FL z wypelniaczem stalowym (311FL ma wypelniacz aluminiowy, 311P to pasta ktorej uzywa sie tam gdzie nie da sie wstrzyknac plynnej zywicy)
- Do ruchomych elementow, nakretek nadaja sie zywice serii Moglice, FL/P na loza slizgowe, P-500 do nakretek, lozysk, itp, Moglice 628 to pasta, Moglice Putty Hard rowniez pasta, czesto stosowana na powierachnie slizgowe, Moglice 1000 zawiera teflon, czyli zmniejsza tarcie.
- Vaclav posiadal dokladna wiedze na temat tych zywic- zastosowal swoja wlasna mieszanke zywicy, wypelniacza aluminiowego i stalowego i zalal tym m.in. lozyska tej grubej sruby pod stolem. Wszystkie glowne elementy ramy (laczenia) byly rowniez zalane ta substancja, potem dopiero wiercone, kolkowane i dociagane srubami. Konstrukcja nie byla wyzarzana- mimo to do dzisiaj jest to najstabilniejsza i najdokladniejsza konstrukcja jak znam- i taka pozostanie jeszcze przez kilka lat (konstrukcja wykonana domowym sposobem, bez uzycia ciezkiego sprzetu).
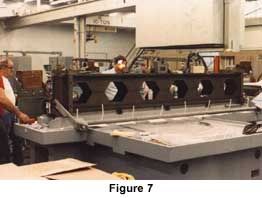
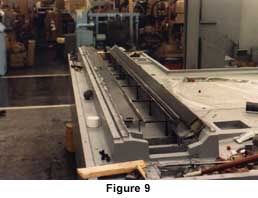
- Tutaj przyklad ze Szwajcarii- loza szlifierek z syntetycznego granitu, powierzchnie slizgowe odciskane w Moglice za pomoca poteznego wzorca:

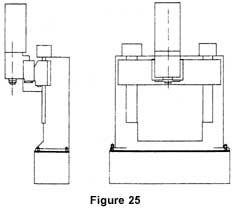
- Jest tez wzmianka o uzywaniu Moglice pod lozyska liniowe:
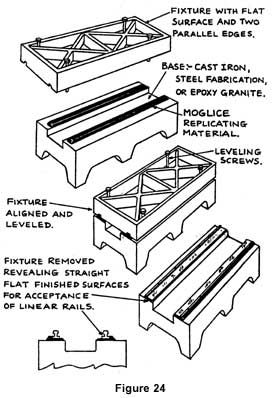
Na gorze rysunku widac wzorzec, nizej korpus maszyny na ktorym odciskane sa precyzyjne powierschnie pod lozyska liniowe.
Ponizej kolejny przyklad powierzchni slizgowych szlifierki, rowniez epoxybeton. Wzorzec zdejmowany jest po 20 godzinach.



")

")










")






