")
Kawałek kodu:
( ESTIMATED MACHINE TIME = 1:00.1 )
N20 G90
N25 G00 X0 Y0 Z6.0 F199.7
N30 ( FINISH SIDE STRONA1 )
N35 M06 T2
N40 G43 H2
N55 G00 X8.25 Y41.717 Z25.0
N60 G00 Z3.0
N62 M03
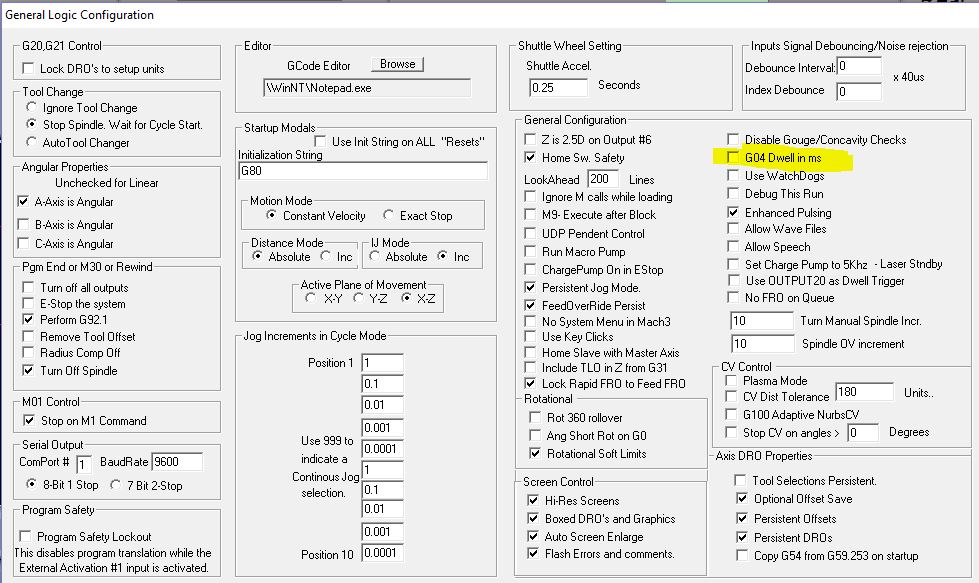
N63 G04 P1
N65 G01 X8.25 Y41.717 Z-5.0
N70 G01 X7.365 Y41.279 Z-5.0 F399.4



")
")