




Jak przygotowujesz otwór (czym) i jak głęboko wiercisz? Robisz pogłębienie stożkowe przed gwintowaniem? To gwint przelotowy nieprzelotowy? Wygniatak masz prosty czy z kanałkiem odprowdzającym? Tak w ogóle...Co to za konkretnie wygniatak?
Nie dziwię się problem z gwintowaniem. Ja w ALU z M4 na głębokość 5D sporo walczyłem.
Łamiące się małe wygniataki, gwintowniki


-
 witbike
witbike
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 8
- Posty: 217
- Rejestracja: 03 mar 2015, 20:50
- Lokalizacja: Wyszków
Re: Łamiące się małe wygniataki, gwintowniki
30 otworów w obudowie jest przelotowych a 6 nieprzelotowych - tam wiercenie jest na 10, wygniatak na 8, żeby realnego gwintu było ok 6mm.
Wiertła przerabiałem już też różne bo mi się łamały czasami po 300 a czasami po 6 otworach. Fi 1,85 ceny od 2zł/szt do 50zł/szt (siadały oczywiście te za 50 ) teraz robię jakimiś zwykłymi czeskimi z Allegro czarnymi i wymieniam je co ok 100 otworów profilaktycznie.
) teraz robię jakimiś zwykłymi czeskimi z Allegro czarnymi i wymieniam je co ok 100 otworów profilaktycznie.
Tak, zostaje fazka na wprowadzenie gwintownika/wygniataka.
Wiertła przerabiałem już też różne bo mi się łamały czasami po 300 a czasami po 6 otworach. Fi 1,85 ceny od 2zł/szt do 50zł/szt (siadały oczywiście te za 50
Tak, zostaje fazka na wprowadzenie gwintownika/wygniataka.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Łamiące się małe wygniataki, gwintowniki
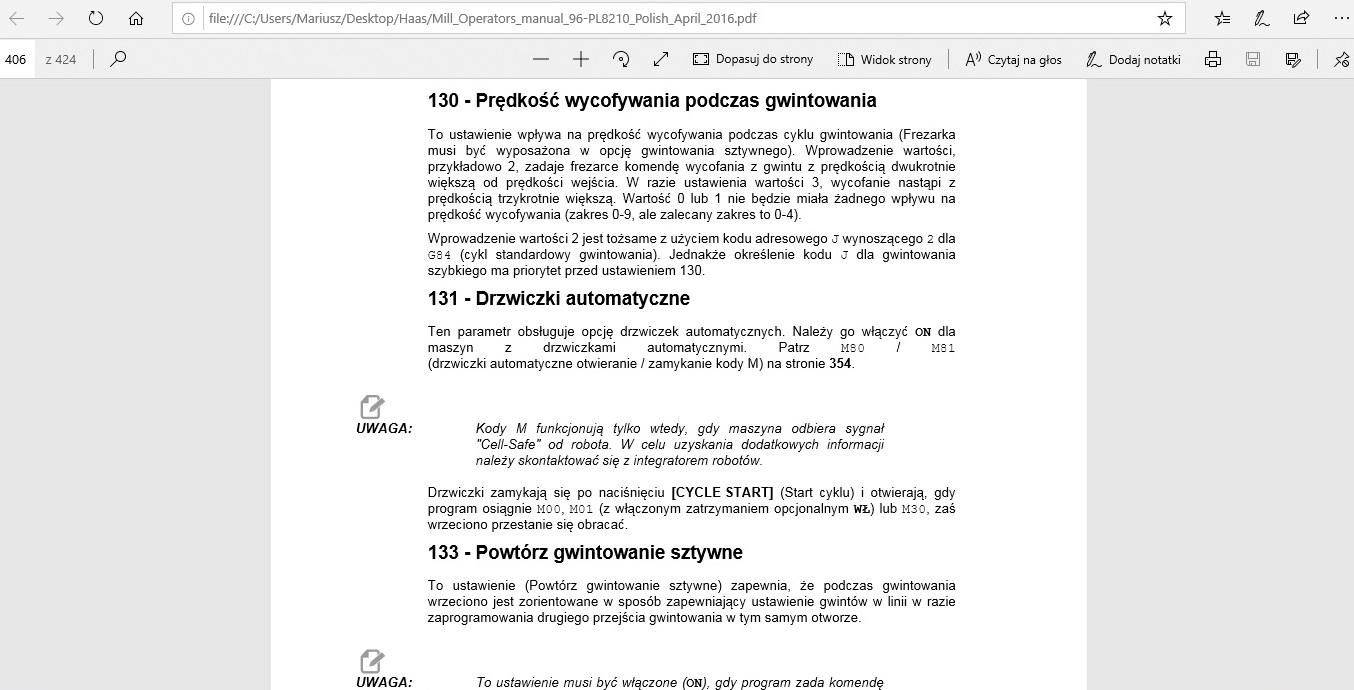
A maszynę w #130 , #133 poustawiał?
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
witbike
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 8
- Posty: 217
- Rejestracja: 03 mar 2015, 20:50
- Lokalizacja: Wyszków
Re: Łamiące się małe wygniataki, gwintowniki
Zwiększyłem obroty, robiłem na 3000, 1000, 500, najdłużej żył na 500 i 1000. Sprawdziłem tez bicia na wygniataku, jest 6 mikronów wiec to tez nie przez to. Juz mi brakuje pomysłów, a robota powinna byc jutro wysłana...
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Łamiące się małe wygniataki, gwintowniki
Swego czasu , jak wykonywałem formy do termoformowania często , gęsto używałem wierteł ⌀ 0.2 mm ...... , i też mi się łamały.
..... , jak ustawiłem RAPID na 25% - maszynę odczarowało.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
wojtek10916
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: Łamiące się małe wygniataki, gwintowniki
W sumie to spróbuj frezowac gwint, mam jedna robote w nierdzewce i M2 robi frez
-
witbike
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 8
- Posty: 217
- Rejestracja: 03 mar 2015, 20:50
- Lokalizacja: Wyszków
Re: Łamiące się małe wygniataki, gwintowniki
Ale to jest aluminium, teoretycznie nie powinno byc żadnych problemow ani z gwintem, ani wygniatakiem - teoretycznie
Mam ustawiony rapid na 50% najczęściej, moze sprobuje i tego. Czy znacie w Warszawie jakiś dobry sklep narzędziowy gdzie można od ręki kupić np wygniataki?
Mam ustawiony rapid na 50% najczęściej, moze sprobuje i tego. Czy znacie w Warszawie jakiś dobry sklep narzędziowy gdzie można od ręki kupić np wygniataki?
-
Pneumokok
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 989
- Rejestracja: 28 gru 2009, 15:56
- Lokalizacja: Miasto nieudaczników
Re: Łamiące się małe wygniataki, gwintowniki
Jak zamówisz, np. w WNT do godz. 18 to następnego dnia roboczego będziesz miał go u siebie do godz. 12. A sprawdzałeś czy wygniatak ustawia się w osi wrzeciona? Może brak geometrii jest problemem?
Jeżeli pomogłem kliknij pomógł






