



Jak tego idzie tysiącami to zastosował bym głowiczkę HighFeed'ową 2 piórową średnicy (D)10 + wykończenie "chińczykiem".
Trzeba by dopytać, ale powinna zostawić te 0.1mm naddatku na stronę.
Vc=200 Fz=0,3 ap=0,3
Z szybkich wyliczeń przy F3800. i drodze 40mm dla 40 przejść (po 0.3mm) i nawet dajmy 1 sekundę na rozpęd/zatrzymanie osi daje nam 54 sek dla zgrubnej obróbki. Dodajmy 6 sek na wymianę narzędzia. Wychodzi minuta.
Nawet jeżeli nie to głowiczka D8 z jedną płytką daje nam F2400. i powyższymi założeniami to ok 72 sek (1,2min)
pozdro
Żywotność frezów
Zużycie Itp
-
krayerster
- Stały bywalec (min. 70)
")
- Posty w temacie: 3
- Posty: 78
- Rejestracja: 28 kwie 2013, 10:54
- Lokalizacja: Polska
HAAS ST-10Y VB40 radełkowanie
ST-10Y-NGC
VF-3SS-NGC ze stołem TR200Y
Projektowanie procesów technologicznych w oparciu o Esprit CAM oraz SolidWorks.
VF-3SS-NGC ze stołem TR200Y
Projektowanie procesów technologicznych w oparciu o Esprit CAM oraz SolidWorks.


-
BRSN
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 17
- Posty: 35
- Rejestracja: 07 sty 2020, 13:07
- Lokalizacja: Piotrków Trybunalski
Re: Żywotność frezów
Dokładnie. Jak robię trochidalnie wychodzi mi 54sec razem z wykończeniem minuta i dwie sec. Powierzchnia po 120 stk wygląda zadowalajaco więc sądzę że frez za takie pieniądze robi robotę.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 8518
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Żywotność frezów
Tak to jest na produkcji.BRSN pisze: ↑17 sty 2020, 23:06Spoko tyle że cena tego freza jest 3x taka jak tego którego używam xd rozumiem że nie robisz zawodów ale Twoim sposobem sam rowek by mi szedł pewnie ze 3 minuty jak nie lepiej więc sory ale oszczędność czasu przy zamówieniach cyklicznych po tysiąc sztuk każde nie daje mi takiej możliwości żeby tak wykonywać rowek.
Ja raczej narzędziownia - inny sposób rozliczania roboty i czasu pracy narzędzi.
p.s.
Jakich frezów używasz , można wiedzieć?
8 godzin spokojnie pochodzi.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
krayerster
- Stały bywalec (min. 70)
- Posty w temacie: 3
- Posty: 78
- Rejestracja: 28 kwie 2013, 10:54
- Lokalizacja: Polska
Re: Żywotność frezów
OK w ramach sprostowania to 33 przejścia.
Rozumiem, że zainwestowanie 500zł netto w głowiczkę + płytki nie wchodzi w grę. (dodam, że ta którą używałem płytki były bardzo wytrzymałe biorąc po uwagę objętość usuniętego materiału.
rozpęd/zach. osi mocno zawyżyłem.
Na moje oko spokojnie 20 sekund byś urwał + to, że o ile rowek wzdłuż X lub Y to maszyna nie wykonuje dodatkowych ruchów.
Powiadają, że niby strategia trochoidalna przyspiesza obróbkę kosztem zużycia maszyny, ale to tylko zasłyszana opinia. W powszedniej firmie frezarka VF-2SS śmiga do tej pory a kilka lat tam programowałem z ProfitMilling'iem.
Dobra. Sorry za offtop - chciałem pomóc.
Rozumiem, że zainwestowanie 500zł netto w głowiczkę + płytki nie wchodzi w grę. (dodam, że ta którą używałem płytki były bardzo wytrzymałe biorąc po uwagę objętość usuniętego materiału.
rozpęd/zach. osi mocno zawyżyłem.
Na moje oko spokojnie 20 sekund byś urwał + to, że o ile rowek wzdłuż X lub Y to maszyna nie wykonuje dodatkowych ruchów.
Powiadają, że niby strategia trochoidalna przyspiesza obróbkę kosztem zużycia maszyny, ale to tylko zasłyszana opinia. W powszedniej firmie frezarka VF-2SS śmiga do tej pory a kilka lat tam programowałem z ProfitMilling'iem.
Dobra. Sorry za offtop - chciałem pomóc.
Ostatnio zmieniony 18 sty 2020, 10:52 przez krayerster, łącznie zmieniany 1 raz.
ST-10Y-NGC
VF-3SS-NGC ze stołem TR200Y
Projektowanie procesów technologicznych w oparciu o Esprit CAM oraz SolidWorks.
VF-3SS-NGC ze stołem TR200Y
Projektowanie procesów technologicznych w oparciu o Esprit CAM oraz SolidWorks.
-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Żywotność frezów
Tak samo jak opinia, że praca głowicami szybciej zużywa maszynę niż frezowanie monolitem.krayerster pisze: ↑18 sty 2020, 10:45Powiadają, że niby strategia trochoidalna przyspiesza obróbkę kosztem zużycia maszyny, ale to tylko zasłyszana opinia.
Dodane 26 minuty 32 sekundy:
Różnie może być - decydują drobiazgi.
Kiedyś dla klienta usiłowano dorobić narzędzie identyczne jak, to które pracowało w konkretnym procesie.
I kilka firm próbowało podrobić niejako narzędzie mając oryginały na wzór.
Kopiowano idealnie - od ziarnistości i klasy węglika, poprzez geometrię, po pokrycia i obróbkę powierzchni - oryginał robił 1800-2000sztuk a podróbki mniej niż 100.
Niby sporo prawie identycznych narzędzi, a tylko jedno działało.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8518
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Żywotność frezów
Swego czasu byłem na szkoleniu organizowanym przez Perschmann Sp. z o.o. , prezentacja narzędzi i ich pracy odbywała się na warsztacie Politechniki Poznańskiej.CFA pisze: ↑18 sty 2020, 11:16.....Różnie może być - decydują drobiazgi.
Kiedyś dla klienta usiłowano dorobić narzędzie identyczne jak, to które pracowało w konkretnym procesie.
I kilka firm próbowało podrobić niejako narzędzie mając oryginały na wzór.
Kopiowano idealnie - od ziarnistości i klasy węglika, poprzez geometrię, po pokrycia i obróbkę powierzchni - oryginał robił 1800-2000sztuk a podróbki mniej niż 100.
Niby sporo prawie identycznych narzędzi, a tylko jedno działało.
Wytrzymałością tych frezów bym się nie przejmował , a raczej z ich mocowaniem ze względu na duże Vc przy obróbce (w przypadku aluminium dawali Vc 500)
Mocowanie ich w tulejkach ER to lekkie nieporozumienie ..... , co najmniej uchwyt Weldon ..... , a oprawka termokurczliwa mile widziana.
p.s.
..... byłem , widziałem , wybałuszyłem gały
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
BRSN
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 17
- Posty: 35
- Rejestracja: 07 sty 2020, 13:07
- Lokalizacja: Piotrków Trybunalski
Re: Żywotność frezów
Nie sądzę, że weldon jest lepszy przy dużych Vc. Najprędzej oprawki termokurczliwe bądź hydrauliczne. Poza tym jak jest frez firmy w miarę dobrej to nowym można rzucić jakieś na pierwszy rzut oka chore parametry i on pójdzie tyle że ile on wytrzyma w warunkach warsztatowych?
Dodane 6 minuty 46 sekundy:
Dodane 6 minuty 46 sekundy:
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8518
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Żywotność frezów
Bardzo dobry wybór.
Spróbuj i tego - JD TOOLS
[hsimg]
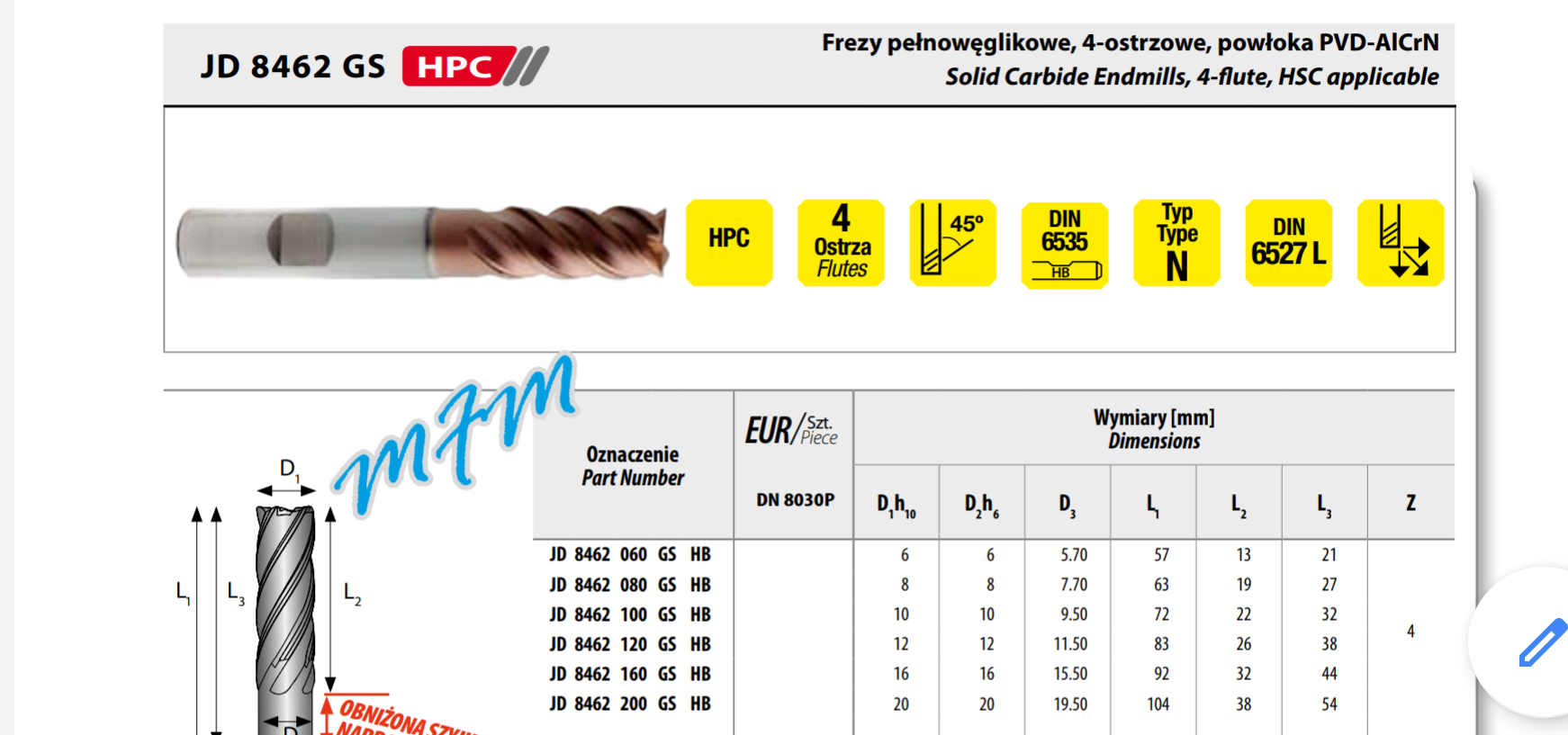 [/hsimg]
[/hsimg]Sam widzisz , że przy Twoim nastawieniu i ocenie używanych frezów ciężko będzie Tobie ,, wcisnąć" frez droższy i o niebo lepszy.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
BRSN
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 17
- Posty: 35
- Rejestracja: 07 sty 2020, 13:07
- Lokalizacja: Piotrków Trybunalski
Re: Żywotność frezów
A tylko takie pytanie mam, skąd takie zdanie że jest lepszy? Skoro mówisz, że dobry wybór to ten zgrubny z holexa który po jednej zmianie jest zmieniany? Bo trochę nie rozumiem teraz Twojego podejścia. Skoro mam dosłownie porównywalny frez który nadal mi śmiga, oglądałem go w piątek po pracy i jest praktycznie nie tkniety, a jego cena jest śmiesznie niska to wniosek nasuwa mi się prosty. To nie bardzo rozumiem teraz Twojego podejścia...






