



")
Tokarka HEADMAN HCL300
Posiadamy w szkole tokarkę gdzie padła bateria i skasowały się ustawienia enkoderów - bład 300.
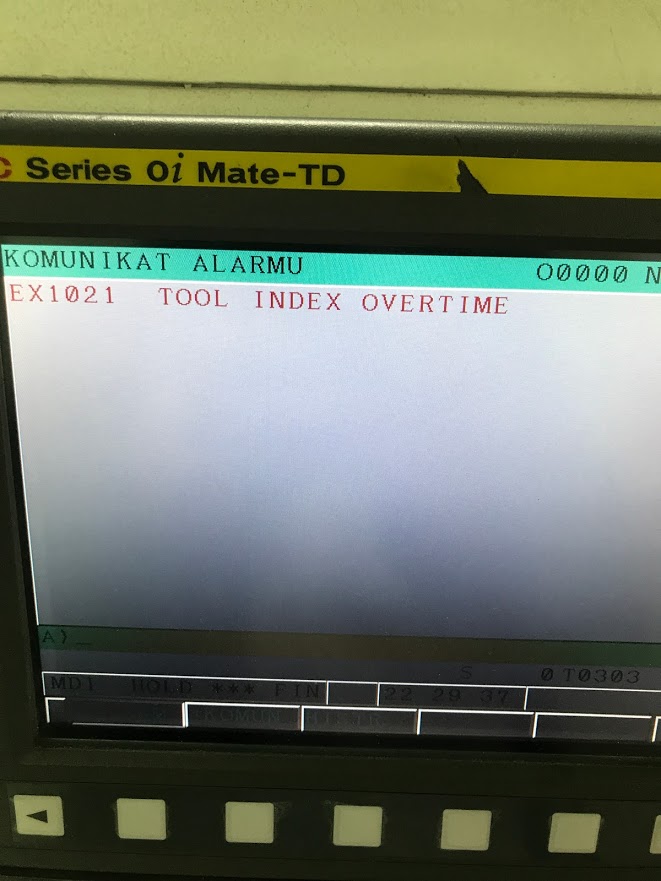
Zero zostało ustawione na nowo, alarmy zniknęły i kilkukrotnie zmieniłem narzędzie i wszytko było ok. Po ok czwartej zmianie narzędzia , przestało ono reagować. Wygląda to tak jakby maszyna próbowała dać sygnał zmiany narzędzia ( jest czas przerwy na oczekiwanie wymiany -ok3s) i wyskakuje alarm EX1021. Mozna go skasować RESETEM ale nie da się zmienić narzędzia. Czy jest to związane z padnięciem baterii czy to po prostu przypadek że akurat po kilku zmianach ten bład wystąpił i gdzie szukać rozwiązania.




")
")






