



Witam
potrzebuję pomocy przy sterowaniu TNC 415 po skończeniu programu przy M30 lub M2 na końcu programu maszyna kończy program ,ale zawsze załączy się przycisk od wymiany narzędzia .Za każdym razem trzeba ,wcisnąć przycisk od zamknięcia drzwi ,a potem na pulpicie od wymiany narzędzia ,który parametr za to odpowiada aby to wyłączyć ,tak aby program się skończył i wrócił do początku programu .
Pozdrawiam
TNC 415
TNC 415


-
MateuszMM
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 137
- Rejestracja: 04 cze 2018, 11:53
Re: TNC 415
Znalazłem coś takiego:
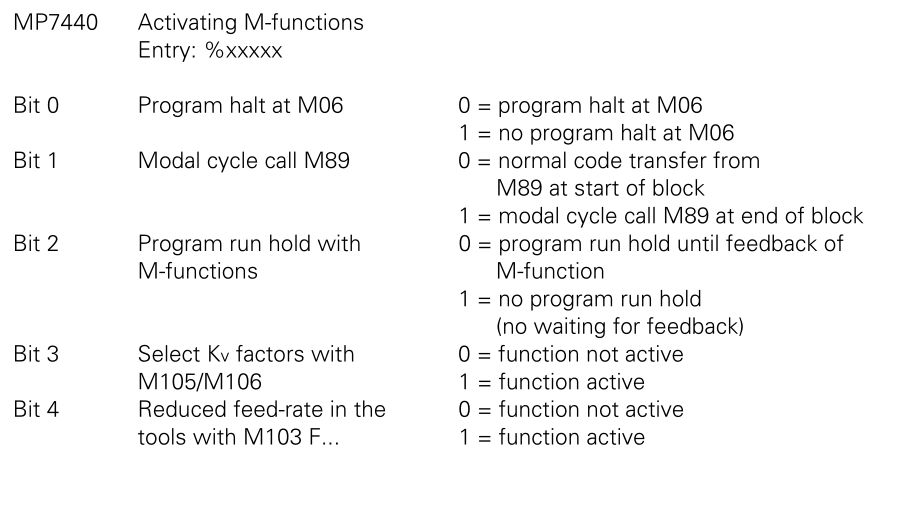
"According to ISO 6983, the M-Function M06 means a tool change. Machine parameter MP7440, Bit
0 can be used to select whether on transferring M06 to the PLC the program should halt. If the
control is set so that a program-run interruption occurs on M06 then the program must be restarted
after the tool change. This can also be carried out directly by the PLC."
"According to ISO 6983, the M-Function M06 means a tool change. Machine parameter MP7440, Bit
0 can be used to select whether on transferring M06 to the PLC the program should halt. If the
control is set so that a program-run interruption occurs on M06 then the program must be restarted
after the tool change. This can also be carried out directly by the PLC."
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: TNC 415
Tu chyba nie o to chodzi.
Raczej chodzi o kontrolki w funkcji M30/ M2 ,ale nie pamiętam gdzie to sie zmieniało.
Na roboczo, jesli nie uzywasz podprogramow, ani zmiennych, to możesz nie wstawiać M30, ale w końcu to może Ci trochę skomplikowac zycie jak zechcesz np bazę przesunąć.
Raczej chodzi o kontrolki w funkcji M30/ M2 ,ale nie pamiętam gdzie to sie zmieniało.
Na roboczo, jesli nie uzywasz podprogramow, ani zmiennych, to możesz nie wstawiać M30, ale w końcu to może Ci trochę skomplikowac zycie jak zechcesz np bazę przesunąć.
Można?
Morzna!!!
Morzna!!!
-
 Łuki31
Łuki31
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 336
- Rejestracja: 28 lip 2007, 00:05
- Lokalizacja: Ostrów Wlkp.
Re: TNC 415
bez M30 czy M2 trochę jest lipa bo wtedy trzeba ciągle pamiętać o GOTO 0 ,chodzi o to aby program wracał do pierwszego bloku bez żadnych dodatkowych przycisków
Jak pytam to znaczy że nie wiem ,jak wiem to odpowiem i pomogę ,więc doceń to -tak jak ja doceniam Cię !!!!






