#6
Post
napisał: Majster70 » 09 wrz 2019, 08:50
Tu niestety nie obejdzie się bez informacji z twojej strony na jakim sprzęcie pracujesz. I tak, sposób który ci podał np RomanJ4 o oprawce wahliwej jest dobry dla starszych, rozklekotanych obrabiarek, lub nowych, że tak ładnie to ujmę, amatorskich, dla rozwiertaków typu H7 wykonanych z HSS. Ogólnie dla stali Vc ok 5 m/min, posuw ok. 20mm/min, ale tu musisz uwzględnić liczbę zębów w rozwiertaku, a im większa średnica to przeważnie i więcej zębów. Po wykonaniu 1-szych sztuk patrzysz jak idzie i możesz zwiększać parametry. Jak masz obrabiarkę w dobrym stanie, np nową, porządną frezarkę CNC to oprawka wahliwa jest zbędna. Ale już przy tokarce CNC już bywa różnie z tą oprawką wahliwą, jak robisz krótki detal z długiego pręta majtającego się za uchwytem bywa niezbędna.
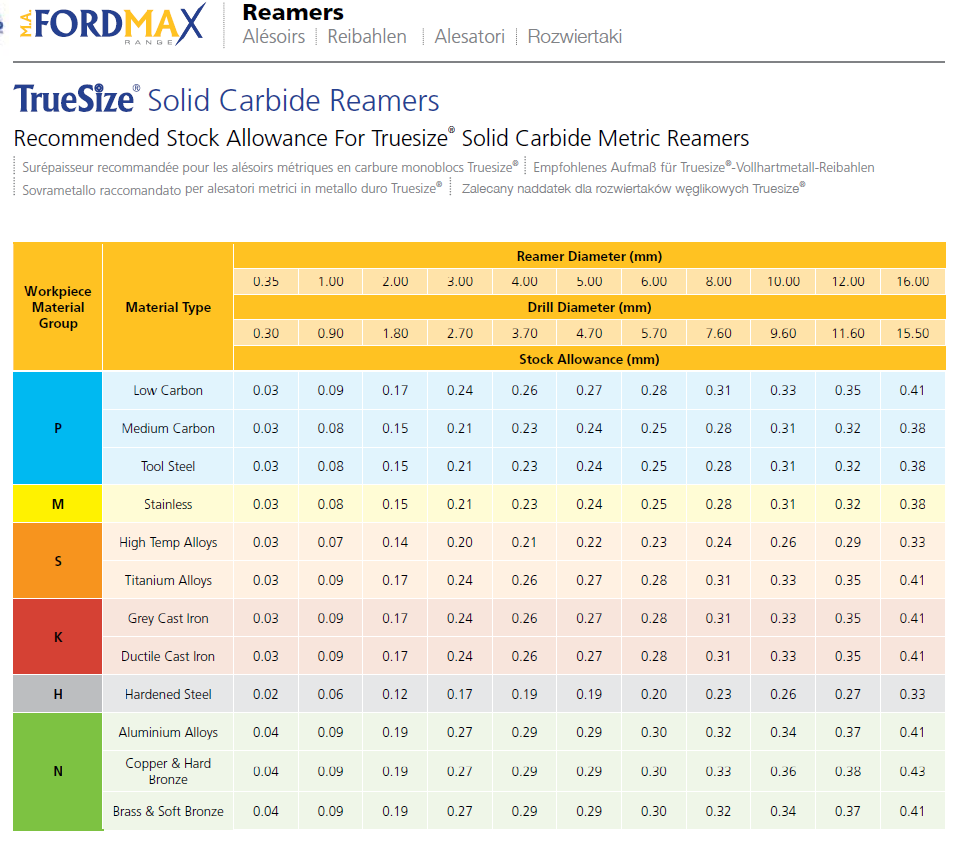
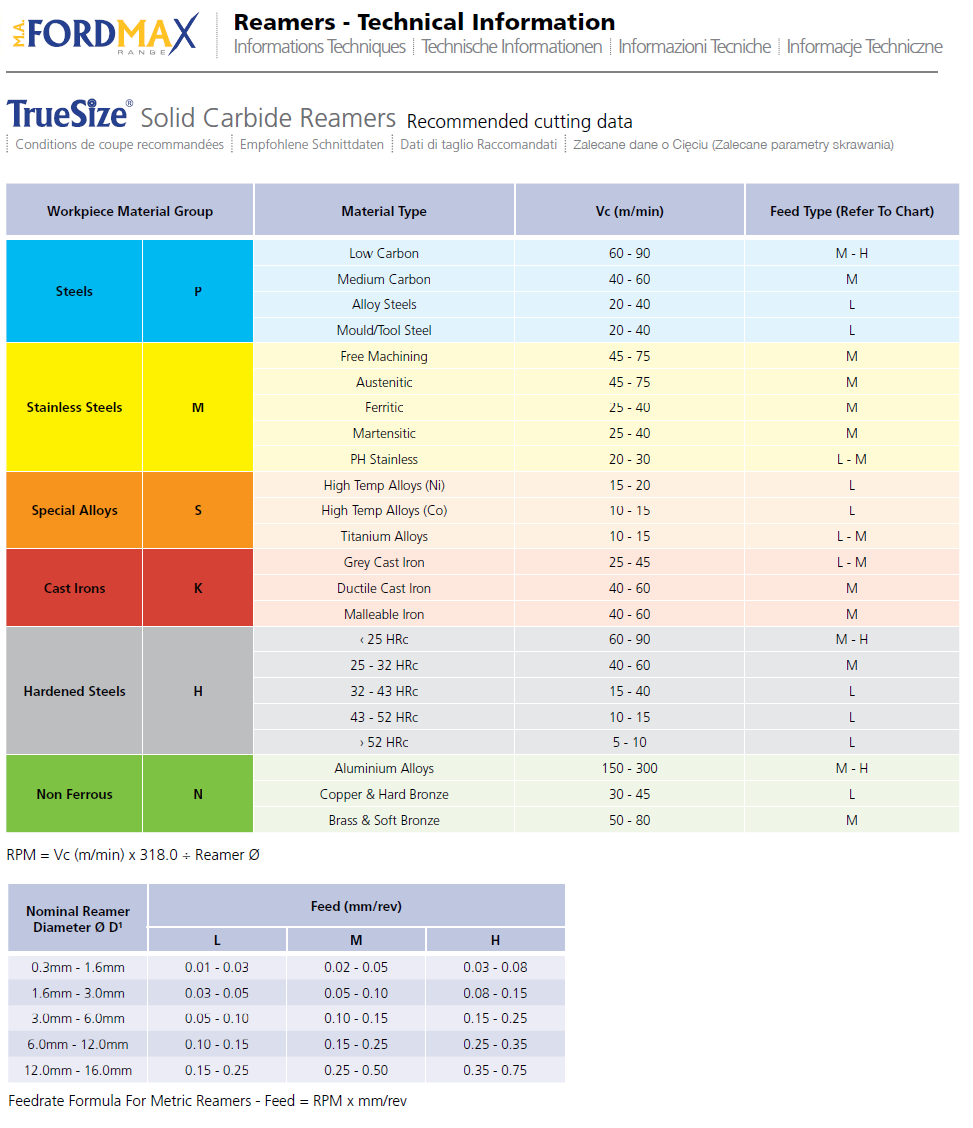
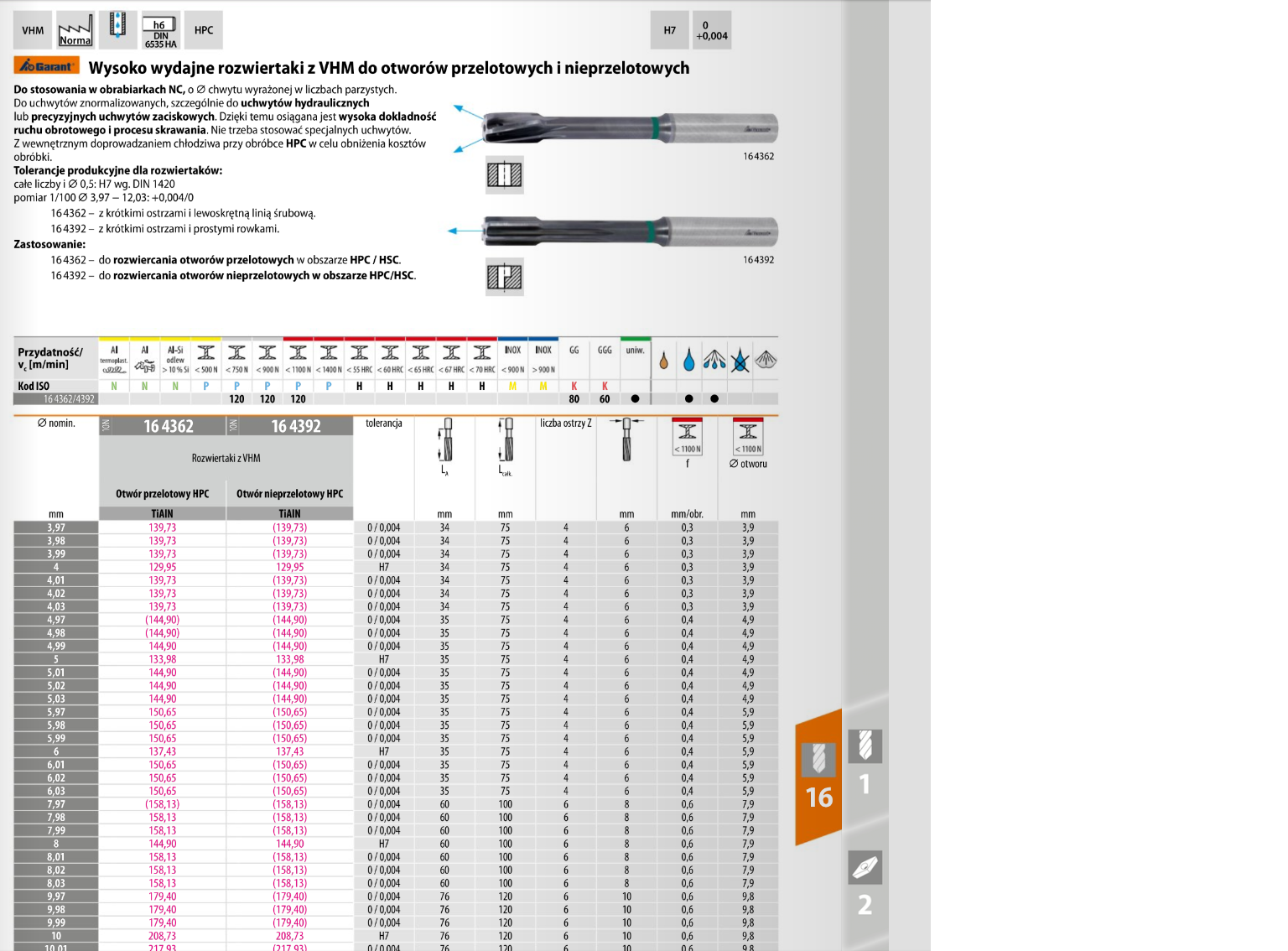
Przy nowoczesnych rozwiertakach z węglika (HM), cermetalu, itd, w zależności od pokrycia, materiału obrabianego, to Vc waha się od 20-200m/min, posuw od 60mm/min do 2m/min. Także bez katalogu dla konkretnego rozwiertaka i materiału się nie obejdzie i tyle.





")


")

")






")