



Rzeczywiście, oprócz zaolejenia szczeliny lutowanie odpada z powodu konieczności grzania dużej masy odlewu do ~800°C. A wypalony brud i tak zostanie w szczelinie, więc lut może nie zwilżyć głębszych rejonów.
Jeszcze coś w sprawie szpilek - jedna, ta bliższa uchwytowi, może "wchodzić" w kierunku pęknięcia prawie centralnie, poprzez otwór smarownicy, wtedy chyba jej położenie będzie lepiej pasować do kształtu odlewu.
A może wtedy wystarczyłaby nawet jedna, ale "centralna" szpilka, tylko że M10?
Trudno wyrokować, nie mając pacjenta "pod ręką".
Szwedzka tokarka Åsbrink & Co, Typ BS II


-
pukury
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 7886
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
Re: Szwedzka tokarka Åsbrink & Co, Typ BS II
Hej.
Z lutowaniem problem - fakt.
Ale i spawanie żeliwa nasiąkniętego olejem jest problemem.
Spawałem to i owo z żeliwa - raz pęknie - innym razem nie.
Zależy jaki materiał .
W takich starych maszynach różne bywają.
Tocz sobie - a jak odpadnie to będziesz się martwił.
pzd.
Z lutowaniem problem - fakt.
Ale i spawanie żeliwa nasiąkniętego olejem jest problemem.
Spawałem to i owo z żeliwa - raz pęknie - innym razem nie.
Zależy jaki materiał .
W takich starych maszynach różne bywają.
Tocz sobie - a jak odpadnie to będziesz się martwił.
pzd.
Mane Tekel Fares
-
szkodnik
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 45
- Posty: 45
- Rejestracja: 08 cze 2019, 00:48
Re: Szwedzka tokarka Åsbrink & Co, Typ BS II
Dokladnie jak koledzy piszecie.
Tez mysle, ze najlepszym rozwiazaniem byla by jedna sruba M10 wprowadzona przez gorna pokrywe panewki w srodek wspornika walu reduktora.
Co do zaolejenia szczeliny to nie tylko, ze taka ewentualnosc jest ale zaolejenie szczeliny jest na 100 % i to silne.
Zeby to odoleic to nie taka prosta sprawa.
Mysle, ze po zdjeciu calosci lakieru i farby podkladowej trzeba by wykonac rowek w peknieciu i wsadzic wrzeciennik na pare dni do kapieli w acetonie.
Okresowo przedmuchiwac szczeline i znow do acetonu.
Podjezdzac do spawania bez odtluszczenia szczeliny to slaby pomysl jest.
Ale w praktyce potocze troche tak jak jest teraz i zobaczymy co z tego wyjdzie.
Dzis przegladnalem dokladnie wszystkie elementy uchwytu, ogradowalem to co fabryka pominela i po delikatnym nasmarowaniu smarem poskladalem wszystko do kupy na poprzednich znakach, ktore ktos sobie wczesniej naniosl na wszystkich czesciach uchwytu.


Zalozylem prawe szczeki w numerowane rowki i na szybkiego zacisnalem w nich szlifowany zawor samochodowy.
Niestety, bicie widoczne golym okiem ale nie wiem czy sam zawor jest nie skrzywiony bo po zacisnieciu walka z brazu bicie bylo znacznie mniejsze.
Ogolnie zabralem sie do tego troche od du** strony i chaotycznie ale mialem tak malo czasu ze wyniki traktuje tylko jako wstep do ustawienia poprawnej geometrii uchwytu.
Na szybkiego zdjalem ten uchwyt i podstawilem czujnik na wrzeciono.
Okazalo sie, ze luz promieniowy wrzeciona w przedniej panewce wynosil jeszcze okolo 0,02 mm a bicie samego wrzeciona okolo 0,06 mm.
Docisnalem jeszcze srube regulacji luzu o 4- 5 stopni i luz wrzeciona w przedniej panewce jest ponizej setki.
Z tylnej strony zrobilem to samo i luz promieniowy tam takze wynosi ponizej jednej dzialki.
Samo wrzeciono obraca sie przy tym leciutko i plynnie.
Po wykasowaniu luzow bicie promieniowe wrzeciona od strony uchwytu wynosi okolo 0,05mm


Co ciekawe jak sie obraca wrzecionem w prawa strone, czyli przeciwnie do normalnego kierunku pracy to luz zwieksza sie o 0,01 mm w dol skali.

A z tylnej jego strony, od gitary bicie jest znacznie mniejsze i wynosi 0,01 mm.
Z tym, ze stan powierzchni wrzeciona od strony uchwytu jest znacznie gorszy jak od strony gitary i do tego nie wiem na ile mozna ufac wskazaniom tego czujnika zegarowego No-name?
Dzis nie mialem za wiele czasu ale mysle zeby na dniach podejsc do tych pomiarow troche inaczej.
Przede wszystkim musze spolerowac powierzchnie wrzeciona po obu stronach na lustro za pomoca papieru wodnego o coraz mniejszym ziarnie.
Wtedy pomiar bedzie bardziej wiarygodny bo obecnie to nie wiadomo dokladnie czy na bicie nie naklada sie tez chropowatosc powierzchni a raczej sie naklada bo jak przylozylem czujnik drugi raz od strony gitary ale juz nie dokladnie w tym samym miejscu to pokazal bicie 0,03 mm
Mam pytanie do Was.
Jakiego rzedu bicie mozna zaakceptowac w tego typu maszynie?
Chodzi mi o bicie na wrzecionie i na przedmiocie zamocowanym w szczekach uchwytu, choc zdaje sobie sprawe, ze taki uchwyt samocentrujacy nie jest specjalnie precyzyjnym przyrzadem do centrowania detali.
Tez mysle, ze najlepszym rozwiazaniem byla by jedna sruba M10 wprowadzona przez gorna pokrywe panewki w srodek wspornika walu reduktora.
Co do zaolejenia szczeliny to nie tylko, ze taka ewentualnosc jest ale zaolejenie szczeliny jest na 100 % i to silne.
Zeby to odoleic to nie taka prosta sprawa.
Mysle, ze po zdjeciu calosci lakieru i farby podkladowej trzeba by wykonac rowek w peknieciu i wsadzic wrzeciennik na pare dni do kapieli w acetonie.
Okresowo przedmuchiwac szczeline i znow do acetonu.
Podjezdzac do spawania bez odtluszczenia szczeliny to slaby pomysl jest.
Ale w praktyce potocze troche tak jak jest teraz i zobaczymy co z tego wyjdzie.
Dzis przegladnalem dokladnie wszystkie elementy uchwytu, ogradowalem to co fabryka pominela i po delikatnym nasmarowaniu smarem poskladalem wszystko do kupy na poprzednich znakach, ktore ktos sobie wczesniej naniosl na wszystkich czesciach uchwytu.
Zalozylem prawe szczeki w numerowane rowki i na szybkiego zacisnalem w nich szlifowany zawor samochodowy.
Niestety, bicie widoczne golym okiem ale nie wiem czy sam zawor jest nie skrzywiony bo po zacisnieciu walka z brazu bicie bylo znacznie mniejsze.
Ogolnie zabralem sie do tego troche od du** strony i chaotycznie ale mialem tak malo czasu ze wyniki traktuje tylko jako wstep do ustawienia poprawnej geometrii uchwytu.
Na szybkiego zdjalem ten uchwyt i podstawilem czujnik na wrzeciono.
Okazalo sie, ze luz promieniowy wrzeciona w przedniej panewce wynosil jeszcze okolo 0,02 mm a bicie samego wrzeciona okolo 0,06 mm.
Docisnalem jeszcze srube regulacji luzu o 4- 5 stopni i luz wrzeciona w przedniej panewce jest ponizej setki.
Z tylnej strony zrobilem to samo i luz promieniowy tam takze wynosi ponizej jednej dzialki.
Samo wrzeciono obraca sie przy tym leciutko i plynnie.
Po wykasowaniu luzow bicie promieniowe wrzeciona od strony uchwytu wynosi okolo 0,05mm
Co ciekawe jak sie obraca wrzecionem w prawa strone, czyli przeciwnie do normalnego kierunku pracy to luz zwieksza sie o 0,01 mm w dol skali.
A z tylnej jego strony, od gitary bicie jest znacznie mniejsze i wynosi 0,01 mm.
Z tym, ze stan powierzchni wrzeciona od strony uchwytu jest znacznie gorszy jak od strony gitary i do tego nie wiem na ile mozna ufac wskazaniom tego czujnika zegarowego No-name?
Dzis nie mialem za wiele czasu ale mysle zeby na dniach podejsc do tych pomiarow troche inaczej.
Przede wszystkim musze spolerowac powierzchnie wrzeciona po obu stronach na lustro za pomoca papieru wodnego o coraz mniejszym ziarnie.
Wtedy pomiar bedzie bardziej wiarygodny bo obecnie to nie wiadomo dokladnie czy na bicie nie naklada sie tez chropowatosc powierzchni a raczej sie naklada bo jak przylozylem czujnik drugi raz od strony gitary ale juz nie dokladnie w tym samym miejscu to pokazal bicie 0,03 mm
Mam pytanie do Was.
Jakiego rzedu bicie mozna zaakceptowac w tego typu maszynie?
Chodzi mi o bicie na wrzecionie i na przedmiocie zamocowanym w szczekach uchwytu, choc zdaje sobie sprawe, ze taki uchwyt samocentrujacy nie jest specjalnie precyzyjnym przyrzadem do centrowania detali.
-
Steryd
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 4729
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Szwedzka tokarka Åsbrink & Co, Typ BS II
Ustawiając uchwyt możesz uzyskać bicie nawet poniżej setki. Skoro piszesz, że powierzchnia wrzeciona od strony uchwytu jest kiepska, to ją przetocz. Uzyskasz minimale bicie I lepsze przuleganie uchwytu.
Można?
Morzna!!!
Morzna!!!
-
 maszynista1
maszynista1
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 406
- Rejestracja: 20 sie 2018, 20:31
- Lokalizacja: Bydgoszcz
Re: Szwedzka tokarka Åsbrink & Co, Typ BS II
szkodnik pisze:Co ciekawe jak sie obraca wrzecionem w prawa strone, czyli przeciwnie do normalnego kierunku pracy to luz zwieksza sie o 0,01 mm w dol skali.
To akurat wina czujnika zegarowego lub statywu.
-
szkodnik
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 45
- Posty: 45
- Rejestracja: 08 cze 2019, 00:48
Re: Szwedzka tokarka Åsbrink & Co, Typ BS II
Czolem koledzy.
Ostatnio nie mam za wiele czasu na dalsza zabawe z tokarka bo stwierdzilem, ze musze calkowicie przeorganizowac warsztat.
Od pewnego czasu stracilem rozeznanie co wlasciwie mam a czego nie i juz kilka razy zakupilem rzeczy, ktore jak sadzilem sie pokonczyly, po czym przypadkowo odnalazlem pod sterta gratow cale pudla tego co niepotrzebnie znowu kupilem.
Pora wiec dobudowac dodatkowy stol roboczy i powywalac stare regaly a w ich miejsce przez cala dlugosc scian musze pobudowac sobie polki na wszystkie wazne rzeczy tak zeby nic nie lezalo posztaplowane jedno na drugim.
To wlasnie z mojego doswiadczenia jest wstep do tego, ze za moment nastapi utrata kontroli nad tym co sie posiada.

W kazdym razie dokonalem pewnych ustalen co do przyczyn bicia elementow mocowanych w moim uchwycie.
Okazalo sie, ze bicie, owszem jest i na wrzecionie ale to w sumie nie ma az tak istotnego znaczenia.
Wazniejsze okazalo sie to, ze bicie jest na zabieraku uchwytu i to zarowno osiowe jak i promieniowe na zamku.
Pomiar wskazal mi, ze bicie osiowe zabieraka wynosi 8 setek:
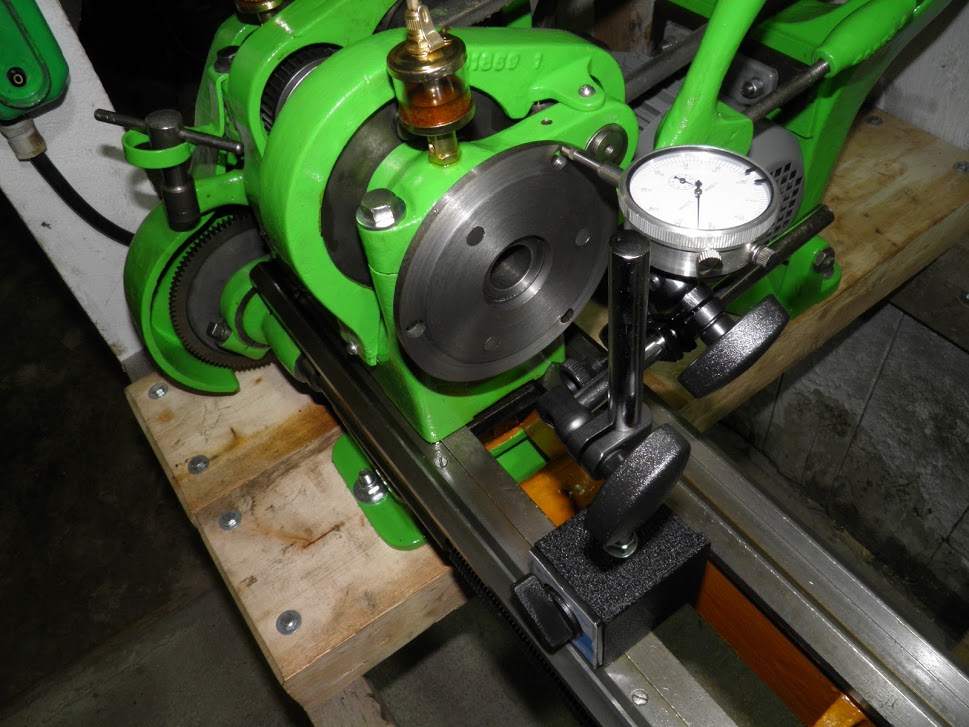


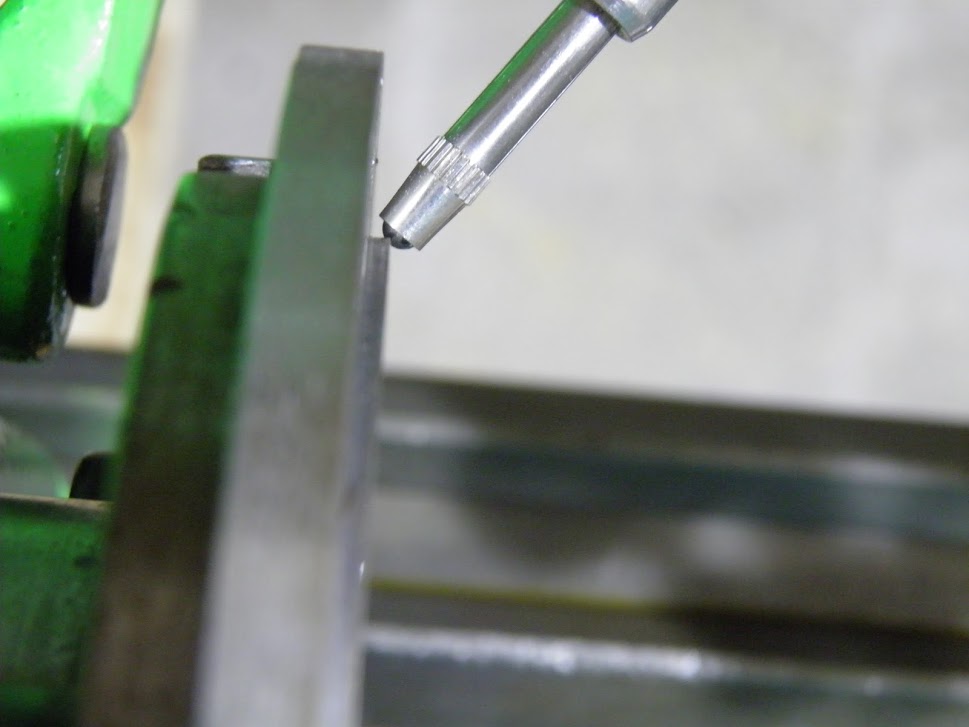
Z pomiarem bicia promieniowego na zamku bylo troche problemow bo czujnik, ktory posiadam slabo sie nadaje do tego rodzaju pomiarow:
Ale juz zamowilem sobie bardziej odpowiedni czujnik do pomiarow w takich miejscach:

Ale z tego pomiaru tym moim starym czujnikiem wyszlo, ze bicie promieniowe zamka jest okolo 5 setek a dodatkowo uchwyt wchodzi na zamek dosc luzno i tak wlasciwie to on wcale go nie ustala na pozycji.
Tak wiec to jest glowna przyczyna bicia elementow w uchwycie.
Byc moze ktos toczyl zabierak pod ten uchwyt na zupelnie innej maszynie z innym biciem na wrzecionie i potem jakas okrezna droga calosc wyladowala na aktualnej tokarce.
Tego niestety nie wiem - ale postanowilem dzialac aby ustawic jakos geometrie uchywtu na akceptowalnym poziomie.
Z pomiarow i ogledzin wynika, ze na tym zabieraku jest wystarczajaco duzo miesa zeby wykonac jeszcze jedno podejscie dopasowujace go pod uchwyt wspolpracujacy z moja obrabiarka.
Zatem szykuje sie na stoczenie starego zamka i wykonanie nowego, dokladnie dopasowanego pod posiadany uchwyt i niwelujacego bicie mojego wrzeciona.
No i teraz musze sie zdecydowac czy wykonac to metoda toczenia czy szlifowania?
Wstepnie rozgladalem sie w temacie dorobienia jakiejs malej szlifierki suportowej.
Na forum znalazlem kilka fotografii:
Na przyklad wykonanej na bazie elektrycznej szlifierki palcowej:

Ale ta za bardzo mi nie podchodzi bo calosc jest zdecydowanie za duza pod moj suport.
Niemniej znalazlem jeszcze inne zdjecie, ktore mnie mocno zainspirowalo:
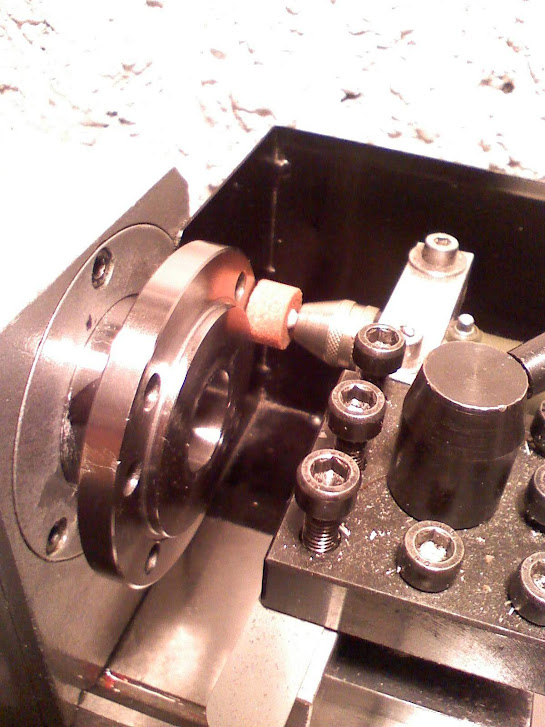
Mysle, ze taka szlifiereczka gabarytowo pasowala by pod moja obrabiarke.
W sieci nie udalo mi sie znalesc wystarczajaco malych szlifierek palcowych o napedzie elektrycznym ale znalazlem odpowiednie gabarytowo szlifierki o napedzie pneumatycznym.
Dodatkowo budowa tych szlifierek umozliwia latwe wbudowanie ich do jakiegos uchywtu z uwagi na ich cylindryczna czesc przednia:

https://www.cooltools.pl/product-pol-36 ... 1155M.html

https://swiatnarzedzi.com/pl/p/Szlifier ... dnia-/2447
Cenowo tez nie wypadaja one tragicznie.
Zastanawiam sie nad wykonaniem takiej przystawki mocowanej w imaku..
Cos co budowa bylo by zblizone do tego:

Tylko oczywiscie wysuw nie moze byc tak duzy bo ta przystawka na filmie jest zbyt wiotka do prac, ktore ja zamierzam wykonac.
Co koledzy mysla o takim pomysle na zaadaptowanie tych szlifierek pneumatycznych do wykonania amatorskiej szlifierki suportowej?
Mysle, ze dodatkowo nadawalo by sie to do przeszlifowania szczek, co jak sadze takze moze sie okazac niezbedne aby zejsc z biciem detali mocowanych w moim uchywcie do akceptowalnego poziomu.
Z ciekawostek to udalo mi sie ostatnio, za niewielkie pieniadze nabyc tachometr, ktorym za pomoca dolaczonych koncowek mozna droga pomiaru bezposredniego okreslic szybkosc obrotowa oraz liniowa elementow zamocowanych w uchwycie:

Ostatnio nie mam za wiele czasu na dalsza zabawe z tokarka bo stwierdzilem, ze musze calkowicie przeorganizowac warsztat.
Od pewnego czasu stracilem rozeznanie co wlasciwie mam a czego nie i juz kilka razy zakupilem rzeczy, ktore jak sadzilem sie pokonczyly, po czym przypadkowo odnalazlem pod sterta gratow cale pudla tego co niepotrzebnie znowu kupilem.
Pora wiec dobudowac dodatkowy stol roboczy i powywalac stare regaly a w ich miejsce przez cala dlugosc scian musze pobudowac sobie polki na wszystkie wazne rzeczy tak zeby nic nie lezalo posztaplowane jedno na drugim.
To wlasnie z mojego doswiadczenia jest wstep do tego, ze za moment nastapi utrata kontroli nad tym co sie posiada.
W kazdym razie dokonalem pewnych ustalen co do przyczyn bicia elementow mocowanych w moim uchwycie.
Okazalo sie, ze bicie, owszem jest i na wrzecionie ale to w sumie nie ma az tak istotnego znaczenia.
Wazniejsze okazalo sie to, ze bicie jest na zabieraku uchwytu i to zarowno osiowe jak i promieniowe na zamku.
Pomiar wskazal mi, ze bicie osiowe zabieraka wynosi 8 setek:
Z pomiarem bicia promieniowego na zamku bylo troche problemow bo czujnik, ktory posiadam slabo sie nadaje do tego rodzaju pomiarow:
Ale juz zamowilem sobie bardziej odpowiedni czujnik do pomiarow w takich miejscach:
Ale z tego pomiaru tym moim starym czujnikiem wyszlo, ze bicie promieniowe zamka jest okolo 5 setek a dodatkowo uchwyt wchodzi na zamek dosc luzno i tak wlasciwie to on wcale go nie ustala na pozycji.
Tak wiec to jest glowna przyczyna bicia elementow w uchwycie.
Byc moze ktos toczyl zabierak pod ten uchwyt na zupelnie innej maszynie z innym biciem na wrzecionie i potem jakas okrezna droga calosc wyladowala na aktualnej tokarce.
Tego niestety nie wiem - ale postanowilem dzialac aby ustawic jakos geometrie uchywtu na akceptowalnym poziomie.
Z pomiarow i ogledzin wynika, ze na tym zabieraku jest wystarczajaco duzo miesa zeby wykonac jeszcze jedno podejscie dopasowujace go pod uchwyt wspolpracujacy z moja obrabiarka.
Zatem szykuje sie na stoczenie starego zamka i wykonanie nowego, dokladnie dopasowanego pod posiadany uchwyt i niwelujacego bicie mojego wrzeciona.
No i teraz musze sie zdecydowac czy wykonac to metoda toczenia czy szlifowania?
Wstepnie rozgladalem sie w temacie dorobienia jakiejs malej szlifierki suportowej.
Na forum znalazlem kilka fotografii:
Na przyklad wykonanej na bazie elektrycznej szlifierki palcowej:
Ale ta za bardzo mi nie podchodzi bo calosc jest zdecydowanie za duza pod moj suport.
Niemniej znalazlem jeszcze inne zdjecie, ktore mnie mocno zainspirowalo:
Mysle, ze taka szlifiereczka gabarytowo pasowala by pod moja obrabiarke.
W sieci nie udalo mi sie znalesc wystarczajaco malych szlifierek palcowych o napedzie elektrycznym ale znalazlem odpowiednie gabarytowo szlifierki o napedzie pneumatycznym.
Dodatkowo budowa tych szlifierek umozliwia latwe wbudowanie ich do jakiegos uchywtu z uwagi na ich cylindryczna czesc przednia:
https://www.cooltools.pl/product-pol-36 ... 1155M.html
https://swiatnarzedzi.com/pl/p/Szlifier ... dnia-/2447
Cenowo tez nie wypadaja one tragicznie.
Zastanawiam sie nad wykonaniem takiej przystawki mocowanej w imaku..
Cos co budowa bylo by zblizone do tego:
Tylko oczywiscie wysuw nie moze byc tak duzy bo ta przystawka na filmie jest zbyt wiotka do prac, ktore ja zamierzam wykonac.
Co koledzy mysla o takim pomysle na zaadaptowanie tych szlifierek pneumatycznych do wykonania amatorskiej szlifierki suportowej?
Mysle, ze dodatkowo nadawalo by sie to do przeszlifowania szczek, co jak sadze takze moze sie okazac niezbedne aby zejsc z biciem detali mocowanych w moim uchywcie do akceptowalnego poziomu.
Z ciekawostek to udalo mi sie ostatnio, za niewielkie pieniadze nabyc tachometr, ktorym za pomoca dolaczonych koncowek mozna droga pomiaru bezposredniego okreslic szybkosc obrotowa oraz liniowa elementow zamocowanych w uchwycie:
-
Steryd
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 4729
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Szwedzka tokarka Åsbrink & Co, Typ BS II
Ale tarcza zabierakowa jest miękka, więc nie trzeba jej szlifować.
Poza tym cokolwiek nie zrobisz, będzie tam luz. Przetocz czoło żeby zniwelować bicie osiowe, a uchwyt ustaw na czujnik. Póki nie zaliczysz dzwona będzie trzymał centrowanie. Na fabrycznych tarczach jest nawet do 5 setek bicia. U nas uchwyty sie ustawia tak czy inaczej, a jak trzeba coś dokladnie toczyć, to tylko w szlifowanych szczękach.
Poza tym cokolwiek nie zrobisz, będzie tam luz. Przetocz czoło żeby zniwelować bicie osiowe, a uchwyt ustaw na czujnik. Póki nie zaliczysz dzwona będzie trzymał centrowanie. Na fabrycznych tarczach jest nawet do 5 setek bicia. U nas uchwyty sie ustawia tak czy inaczej, a jak trzeba coś dokladnie toczyć, to tylko w szlifowanych szczękach.
Można?
Morzna!!!
Morzna!!!
-
pukury
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 7886
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
Re: Szwedzka tokarka Åsbrink & Co, Typ BS II
Hej.
Wytocz to - jak jest mięso to spoko.
Ale zrób to jako ostatnią operację .
Chyba że właśnie nadszedł czas " ostatniej operacji " .
Delikatnie ostrym nożykiem i będzie ok.
Pasowanie do uchwytu lepiej ciaśniej - co raczej oczywiste.
pzd.
Wytocz to - jak jest mięso to spoko.
Ale zrób to jako ostatnią operację .
Chyba że właśnie nadszedł czas " ostatniej operacji " .
Delikatnie ostrym nożykiem i będzie ok.
Pasowanie do uchwytu lepiej ciaśniej - co raczej oczywiste.
pzd.
Mane Tekel Fares
-
szkodnik
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 45
- Posty: 45
- Rejestracja: 08 cze 2019, 00:48
Re: Szwedzka tokarka Åsbrink & Co, Typ BS II
Czolem koledzy!
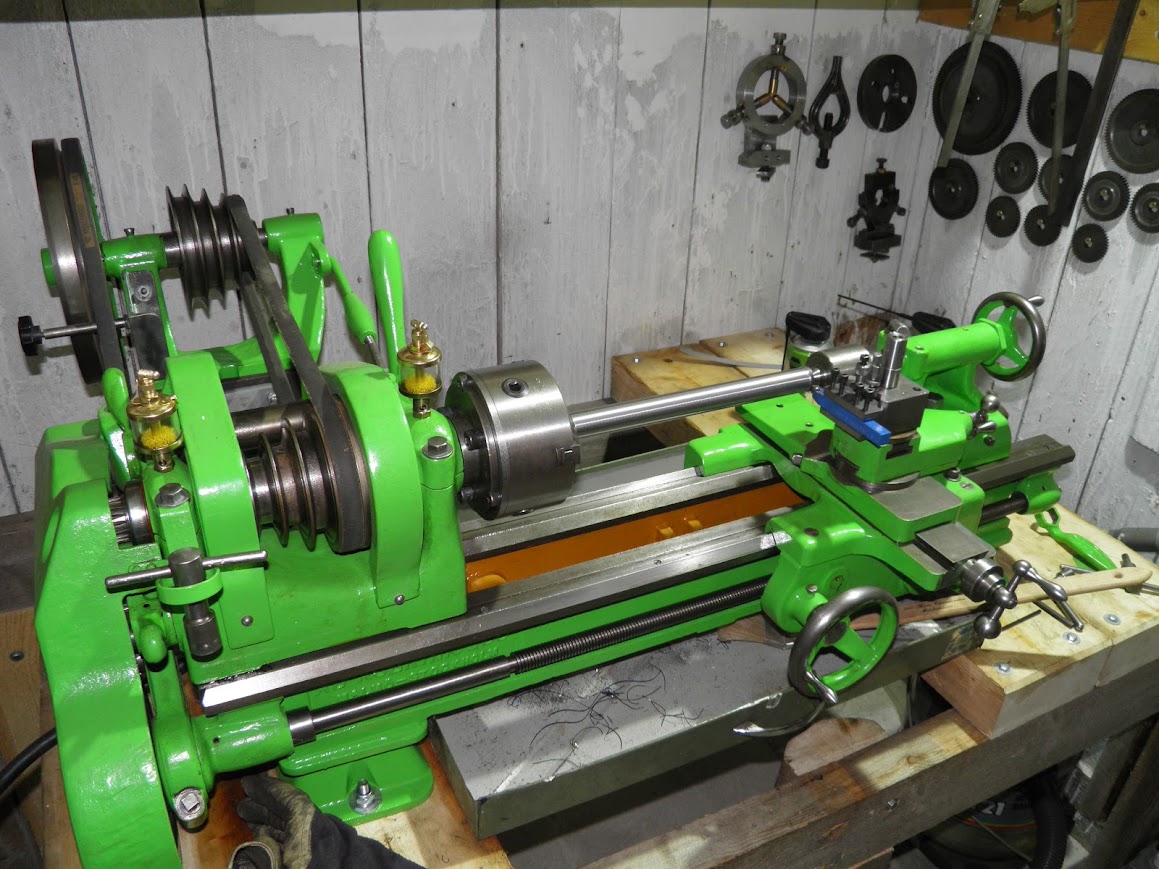
Od ostatniego wpisu minelo ponad 2 lata w trakcie ktorych powoli zaznajamialem sie z tokarka, jej mozliwosciami, zaletami i wadami.
Przez ten czas przerobilem kilka kilogramow roznego materialu na wiory i pomimo tego, ze ta tokarka ma pewne wady to polubilem prace na niej.
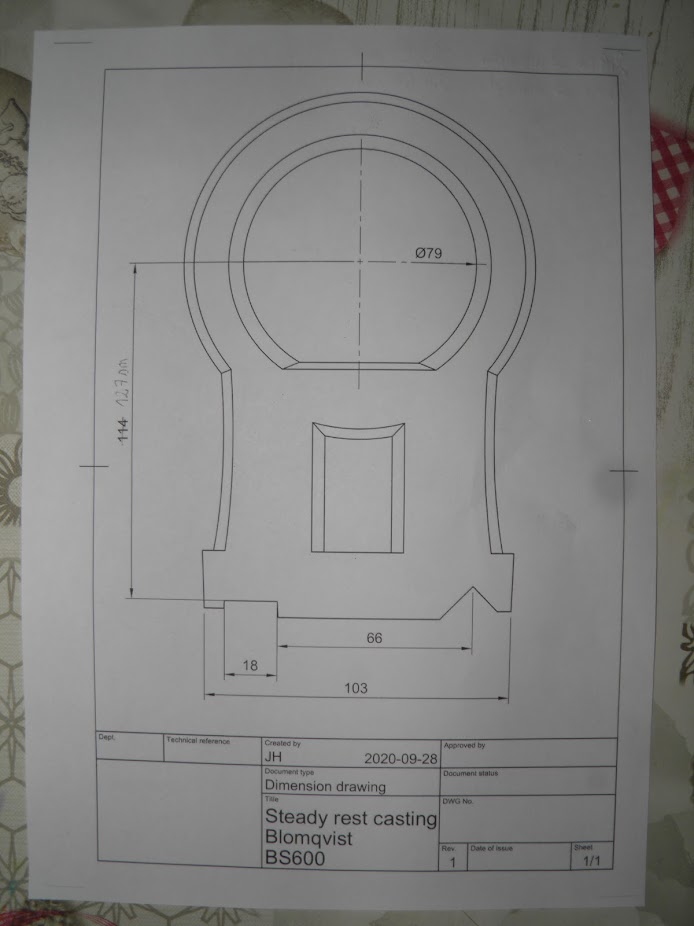
Udalo mi sie w miedzyczasie zakupic dedykowana do niej wspolczesna kopie epokowego okularu.
W miejsce uszkodzonych smarowniczek osi napedu przekladni wstawilem male smarowniczki kroplowe, takie same jakie mam na obu lozyskach wrzeciona.

Tokarka podczas pracy zachowuje sie zupelnie przyzwoicie i po skasowaniu luzow w lozyskach wrzeciona nawet przecinanie stali idzie jej bez nadmiernych wibracji.
Najpowazniejsza wada tej tokarki jest klasycznie zuzyte loze, co skutkuje ciagnieciem stozka.
Toczenie walka na dlugosci daje taka oto geometryczna wade:
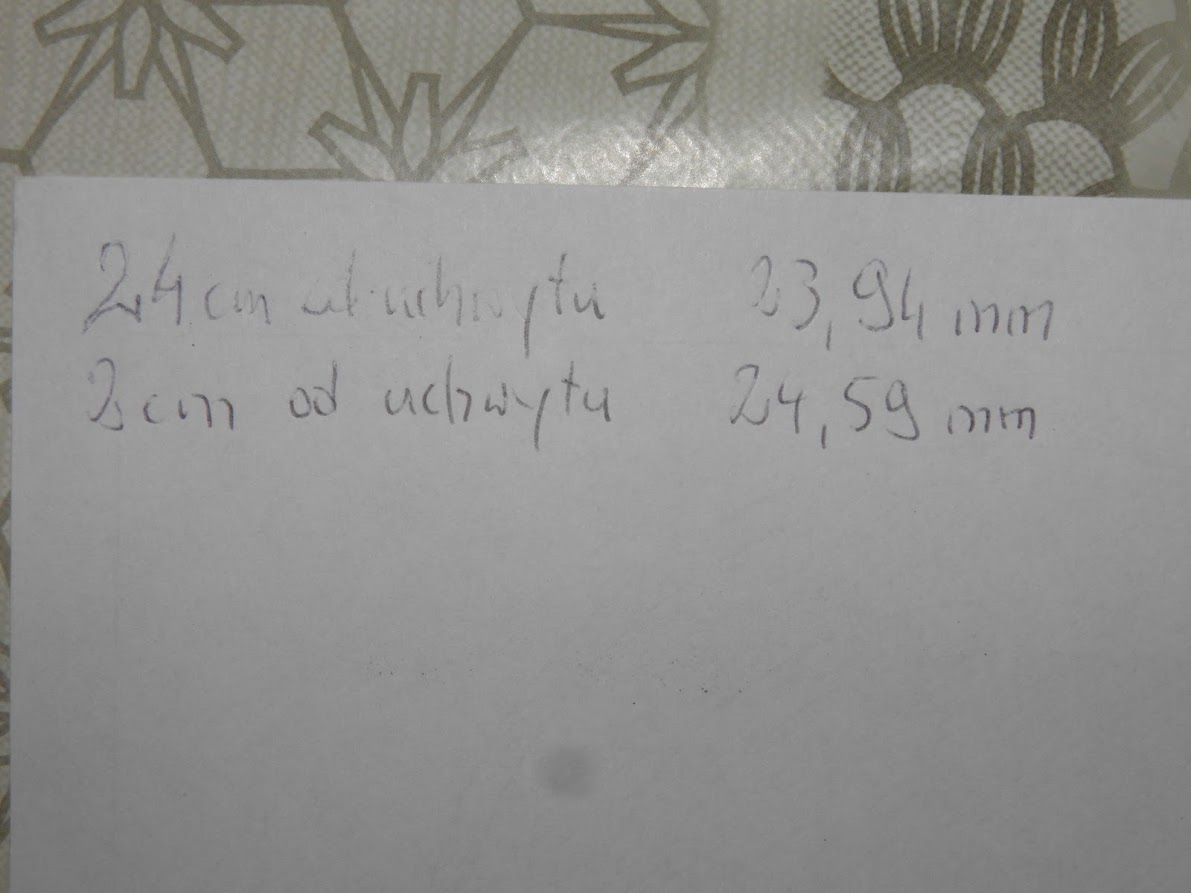
Ale w zwiazku z tym, ze uzywam jej do prac na stosunkowo krotkich elementach to na razie nie jest to wada, ktora dyskwalifikowalaby mi te tokarke z uzycia.
Przysposobilem takze te tokarke do gwintowania.
W tym celu przede wszystkim dolozylem jej zmiane obrotow prawo-lewo za pomoca przelacznika elektrycznego:

Zmienilem jej takze pasek napedowy na nowego Optibelta.
Musialem takze naprawic mocowanie kola pasowego przekladni na walku napedowym.
Okazalo sie bowiem, ze sruby blokujace kola pasowe wybily rowy w walku co skutkowalo denerwujacymi uderzeniami podczas zmiany obrotow walka.
Zgodnie z tabela okreslajaca rodzaj kol zmianowych ustalilem, ze do pelnego kompletu brakuje mi ich az 10 sztuk.
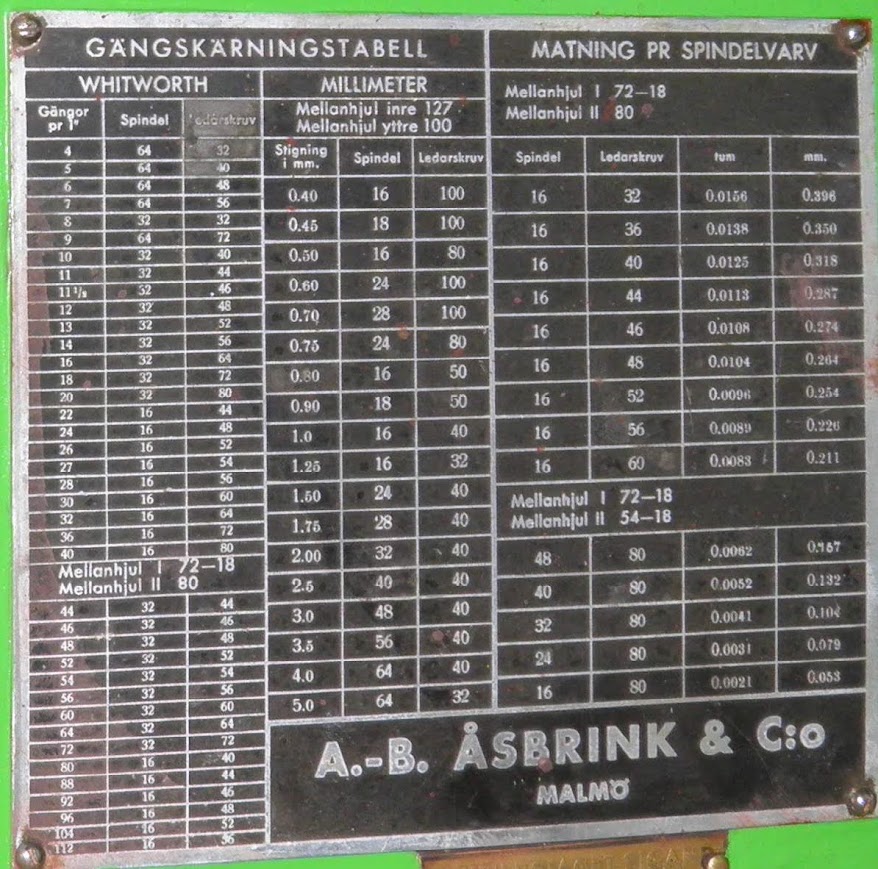
Zamowilem wiec takie kola w krakowskim zakladzie specjalizujacym sie w ich dorabianiu.
Te kola (jak i wszystkie inne gwinty w tej tokarce) nie sa wykonane w standardzie metrycznym tylko najprawdopodobniej maja calowy modul DP18 a kat przyporu to 14,5 stopnia.
Niedawno otrzymalem przesylke z kolami i wyglada na to, ze niebawem bede sie mogl zabrac za gwintowanie przy pomocy tej tokarki.

Napisalem "niebawem" bowiem jedno kolo sie "nie udalo"

Otwor pod walek jest mimosrodowy, przesuniety o 0,5 mm w strone kanalka a zarys zebow po stronie kanalka jest nieprawidlowy.
Prawdopodobnie to kolo podczas obrobki musialo sie przesunac w uchwycie i nie skontrolowno tego.
Tak sie akurat sklada, ze jest to najwazniejsze dla mnie kolo bo bez niego nie wykonam gwintow metrycznych o skokach 0,4 - 0,5 - 0,8 - 1,0 - 1,25 czyli tych, ktorych najbardziej potrzebuje.
No ale reklamacja juz zlozona i mam nadzieje, ze nowe kolo bez wad dotrze do mnie jak najszybciej.
Niedawno napisal do mnie jeden z kolegow z tego forum, ktory nabyl taka sama tokarke.
Mam nadzieje, ze odezwie sie w tym temacie i pochwali sie efektami swoich prac.
Ze swej strony doradze co bede mogl.
Od ostatniego wpisu minelo ponad 2 lata w trakcie ktorych powoli zaznajamialem sie z tokarka, jej mozliwosciami, zaletami i wadami.
Przez ten czas przerobilem kilka kilogramow roznego materialu na wiory i pomimo tego, ze ta tokarka ma pewne wady to polubilem prace na niej.
Udalo mi sie w miedzyczasie zakupic dedykowana do niej wspolczesna kopie epokowego okularu.
W miejsce uszkodzonych smarowniczek osi napedu przekladni wstawilem male smarowniczki kroplowe, takie same jakie mam na obu lozyskach wrzeciona.
Tokarka podczas pracy zachowuje sie zupelnie przyzwoicie i po skasowaniu luzow w lozyskach wrzeciona nawet przecinanie stali idzie jej bez nadmiernych wibracji.
Najpowazniejsza wada tej tokarki jest klasycznie zuzyte loze, co skutkuje ciagnieciem stozka.
Toczenie walka na dlugosci daje taka oto geometryczna wade:
Ale w zwiazku z tym, ze uzywam jej do prac na stosunkowo krotkich elementach to na razie nie jest to wada, ktora dyskwalifikowalaby mi te tokarke z uzycia.
Przysposobilem takze te tokarke do gwintowania.
W tym celu przede wszystkim dolozylem jej zmiane obrotow prawo-lewo za pomoca przelacznika elektrycznego:
Zmienilem jej takze pasek napedowy na nowego Optibelta.
Musialem takze naprawic mocowanie kola pasowego przekladni na walku napedowym.
Okazalo sie bowiem, ze sruby blokujace kola pasowe wybily rowy w walku co skutkowalo denerwujacymi uderzeniami podczas zmiany obrotow walka.
Zgodnie z tabela okreslajaca rodzaj kol zmianowych ustalilem, ze do pelnego kompletu brakuje mi ich az 10 sztuk.
Zamowilem wiec takie kola w krakowskim zakladzie specjalizujacym sie w ich dorabianiu.
Te kola (jak i wszystkie inne gwinty w tej tokarce) nie sa wykonane w standardzie metrycznym tylko najprawdopodobniej maja calowy modul DP18 a kat przyporu to 14,5 stopnia.
Niedawno otrzymalem przesylke z kolami i wyglada na to, ze niebawem bede sie mogl zabrac za gwintowanie przy pomocy tej tokarki.
Napisalem "niebawem" bowiem jedno kolo sie "nie udalo"
Otwor pod walek jest mimosrodowy, przesuniety o 0,5 mm w strone kanalka a zarys zebow po stronie kanalka jest nieprawidlowy.
Prawdopodobnie to kolo podczas obrobki musialo sie przesunac w uchwycie i nie skontrolowno tego.
Tak sie akurat sklada, ze jest to najwazniejsze dla mnie kolo bo bez niego nie wykonam gwintow metrycznych o skokach 0,4 - 0,5 - 0,8 - 1,0 - 1,25 czyli tych, ktorych najbardziej potrzebuje.
No ale reklamacja juz zlozona i mam nadzieje, ze nowe kolo bez wad dotrze do mnie jak najszybciej.
Niedawno napisal do mnie jeden z kolegow z tego forum, ktory nabyl taka sama tokarke.
Mam nadzieje, ze odezwie sie w tym temacie i pochwali sie efektami swoich prac.
Ze swej strony doradze co bede mogl.






