#2
Post
napisał: RomanJ4 » 05 sie 2019, 10:47
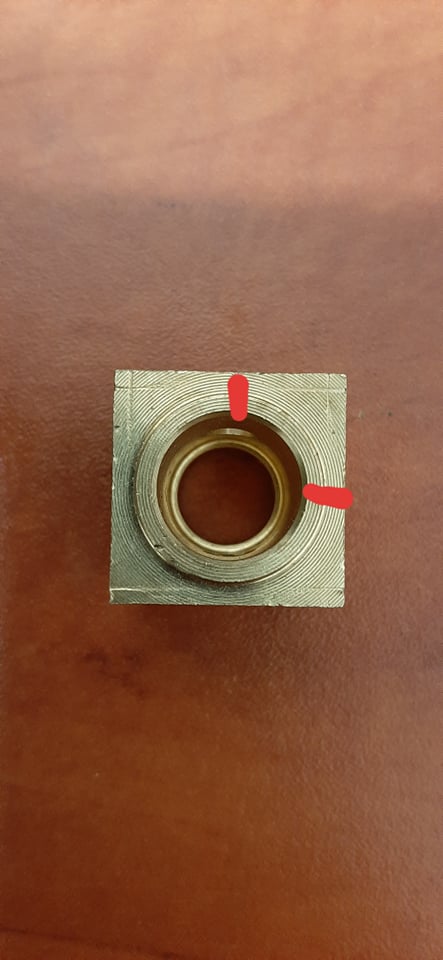
Nieosiowe przesunięcie otworu w materiale świadczy o tym, że problem leży po stronie mocowania materiału a nie pozycjonowania narzędzia(wtedy byłyby problemy z wymiarem otworu). Jeśli sama tulejka, jej gniazdo(zadry, bruzdy, wytarcia czy zatarcia stożka) są sprawdzone, to sprawdź jeszcze łożyskowanie wrzeciona czy nie ma nadmiernego luzu(test pod czujnikiem z ciągniętym na boki nieobracającym się zaciśniętym drążkiem), może tu są luzy ujawniające się pod działaniem narzędzia?
Wystawienie 40mm pręta 20x20 nie powinno powodować aż takiego jego ugięcia, ale mieliśmy kiedyś taki przypadek na automacie, że długi cienki (sześciokąt10) materiał w dość dużej średnicy donośniku tak się pod wpływem dużych obrotów wyginał, że pomimo zaciśnięcia trzymające go wąskie powierzchnie szczęk tulejki nie były w stanie utrzymać wystającej do obróbki krótkiej końcówki materiału w osi. Musieliśmy wepchnąć w donośnik plastikową rurę(PP) redukującą średnicę która bardziej "centrowała" materiał...
Włóż krótki kawałek materiału i sprawdź czy będzie tak samo... jeśli tak to jest problem albo z trzymaniem przez tulejkę(plastyczność materiału pod może zbyt wąskim zaciskiem?), albo wiotkością samego wystawionego materiału...
Nic innego nie przychodzi mi do głowy...
pozdrawiam,
Roman





 .
.


")






