




Zacznij od sprawdzenia czy to na pewno problem stricte obróbki.
Sprawdź imadło, przeczyść całe.
Może jakiś syf pod pływające szczęki Ci się dostał?
Jak nierównomiernie łapie to z jednej strony detal może wyciągać.
Weź czujnik, zobacz czy podkładki równo leżą, może pod imadło coś Ci się dostało?
Przy tak banalnym detalu równoległość nie powinna być problemem.
Poza tym nie wiem za ile trzymasz detal w mocowaniu.
Jeśli wysokość trzymania w imadle jest niewielka, to po obrobieniu zewnętrznego gabarytu może być problem z odginaniem pozostałego materiału w szczękach i geometria detalu będzie Ci też uciekać.
Zrób jak napisał Pneumokok, zostaw po planowaniu zgrubnym dwie dychy naddatku, po zrobieniu obrysu splanuj na gotowo.
brak prosotpadłosci po frezowaniu


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: brak prosotpadłosci po frezowaniu
Mam tego typu imadła co Ty ...... , i nie jestem z nich zachwycony.ArturMAZAK pisze: ↑25 lip 2019, 22:44pomiędzy ściankami a powierzchnia czołowa nie ma kata prostego z jednej strony po splanowaniu jest 15.03 z drugiej 14.97 wiec myśle ze ma tym bardziej ze detal jest tolerowany.WZÓR pisze: ↑25 lip 2019, 20:28A czy to ma jakiś wpływ na własności użytkowe wykonanego elementu ?ArturMAZAK pisze: ↑25 lip 2019, 20:18Ucieka równoległość powierzchni czołowej do powierzchni stołu, ....
Mariusz.
Ja obrabiałem frezem o większej średnicy, ale wyciąga tak samo
(Nie mówię tu o złym ustawieniu detalu w drugiej operacji, już w pierwszej operacji jest problem)
Jak mocuję detal / półfabrykat , to staram się mocować go na środku gdyż mocowany z boku niekiedy potrafi nieznacznie się przemieszczać , wysuwać ze szczęk.
Przy dokręcaniu też trzeba uważać , gdyż przy zbyt mocnym dokręceniu ciężko jest potem dobić detal / półfabrykat do podkładów szlifowanych (jeden z podkładów zawsze z lekka się rusza).
Półfabrykaty po pile powinny być w miarę proste (nie wiem jak dokładnie je tniesz) , ale dla świętego spokoju zabiel powierzchnie po cięciu i sprawdź obróbkę w ten sposób.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: brak prosotpadłosci po frezowaniu
Raz na jakiś czas trafia się jakieś g... w produkcji, które zaskakuje swoimi własnościami czy wynikami, które daje w obróbce. A jak już się wszystko przeczujnikuje, pomierzy, założy najlepsze do tego narzędzia i dobierze najlepszą technologię, to odchyłki znikają, ale ustalenie co je powodowało zajmuje sporo czasu.
Więc zmieniaj technologię, rób testy, frezuj i będziesz mądrzejszy. Taka wiedza jest bezcenna.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: brak prosotpadłosci po frezowaniu
Sprecyzuj - nierównoległość górnej obrobionej powierzchni w stosunku do powierzchni dolnej kostki, czy do powierzchni stołu?
Jeśli do dolnej powierzchni kostki to włóż w imadło kostkę dokręć aby tylko leciutko, i dostaw czujnik do powierzchni w tym końcu w którym podnosi. Następnie pod czujnikiem dokręć mocno jak do frezowania, będziesz wiedział czy szczęki nie unoszą. Dla pewności powtórz mocowanie parę razy.
Jeśli jednak jest Ok to należy szukać innej niż unoszenie szczęk przyczyny - równoległość powierzchni a do b i do c - górnej pow. stołu do powierzchni ślizgowych jaskółki,
search.php?st=0&sk=t&sd=d&sr=posts&t=89 ... 1&start=10
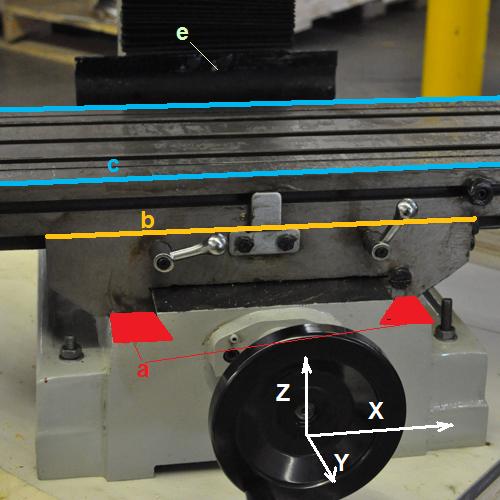
bo jeśli stół jest klinem to taki będzie efekt..
Jeśli do dolnej powierzchni kostki to włóż w imadło kostkę dokręć aby tylko leciutko, i dostaw czujnik do powierzchni w tym końcu w którym podnosi. Następnie pod czujnikiem dokręć mocno jak do frezowania, będziesz wiedział czy szczęki nie unoszą. Dla pewności powtórz mocowanie parę razy.
Jeśli jednak jest Ok to należy szukać innej niż unoszenie szczęk przyczyny - równoległość powierzchni a do b i do c - górnej pow. stołu do powierzchni ślizgowych jaskółki,
search.php?st=0&sk=t&sd=d&sr=posts&t=89 ... 1&start=10
bo jeśli stół jest klinem to taki będzie efekt..
pozdrawiam,
Roman
Roman
-
 ArturMAZAK
ArturMAZAK
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 5
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów
Re: brak prosotpadłosci po frezowaniu
brakuje równoległosci do stołu w pierwszej operacji tzn. kiedy zakładam detal z hurtowni (jest to płaskownik więc ma równoległe scianki do mocowania w imadle) i na końcu faza z jednej strony większa z drugiej mniejsza, myślę co jest grane, wybieram sondę, przejeżdżam po górnej powierzchni i kilka setek ucieka...
na tą chwilę robię tak, jak zaproponował któryś kolega tzn. planowanie robię na samym końcu i jest ok.
Natomiast dlaczego tak podnosi po obróbce gabarytu nie wiem dalej
Podczas obróbki gabarytu frezem podnośiło więcej, przy głowicy 0.05
na tą chwilę robię tak, jak zaproponował któryś kolega tzn. planowanie robię na samym końcu i jest ok.
Natomiast dlaczego tak podnosi po obróbce gabarytu nie wiem dalej
Podczas obróbki gabarytu frezem podnośiło więcej, przy głowicy 0.05
kto pyta-ten nie błądzi.
Re: brak prosotpadłosci po frezowaniu
To jest imadło precyzyjne.Do mocowsnia w mim są potrzebne powierzchnie równoległe,obrobione.Używam takiego i nie ma problemów.Wadą,jest to ,że trzyma słabiej od tradycyjnych imadeł żeliwnych.
,, Iditi na ch. j" maciąg.
PO to dno -aksjomat. Wszystko ma swoje miejsce - Wyborcza, w każdym kiblu! ***** konfederusków.
PO to dno -aksjomat. Wszystko ma swoje miejsce - Wyborcza, w każdym kiblu! ***** konfederusków.






