



Hejo
Od jakiegoś czasu robimy na MC2019 i zauważyłem pewną różnicę, która chyba nie jest zbytnio na plus.
Chodzi o ilość ścieżek danego programu.
W wersji 2018 przy dynamicznym frezowaniu przejazd po prostej był od punktu A do punktu B dla osi X oraz Y, w 2019 na tym samym odcinku jest masa zmiennych i jak wartość Y jest ta sama tak wartość X jest przeskok co jakieś około 0.5 mm.
Taki zapis skutkuje bardzo dużym programem.
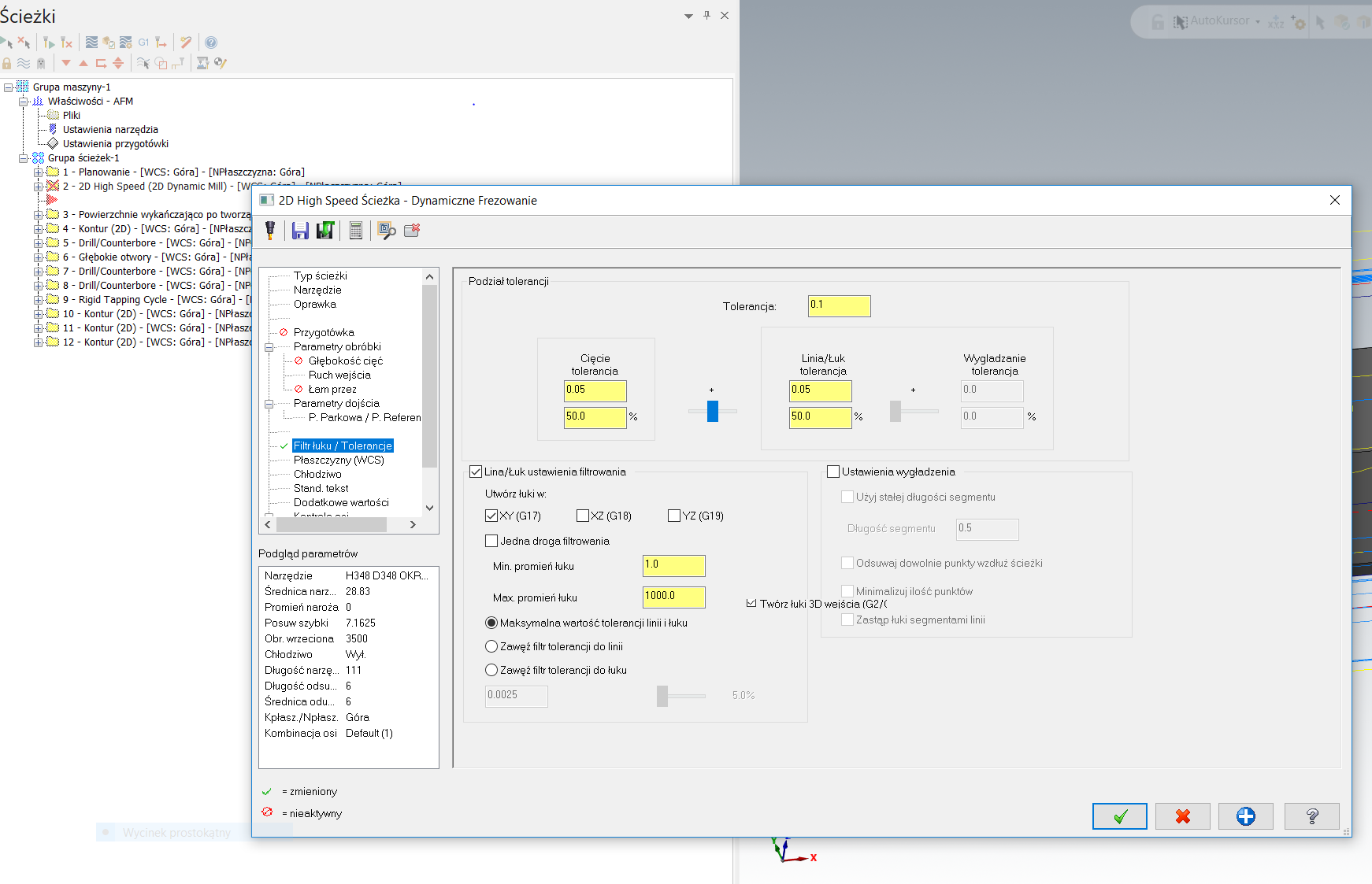
Zmiana tolerancji niewiele pomaga.
Czy coś gdzieś trzeba zaznaczyć czy to już taki urok tej wersji.
@Butler
Optymalizacja programu


-
 Butler
Butler
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Optymalizacja programu
Hmm... Pracuję na 2018
Generalnie domyślnie dla obróbki dynamicznej faktycznie MC generuje trochę sporo ścieżek, przez co przy szybkich zadanych posuwach przy obróbce np. aluminium, maszyna u mnie "nie nadąża" i czasem idzie obróbka wolniej niż powinna.
Zmiana tych parametrów zdecydowanie pomaga, program się skraca co najmniej kilkukrotnie.
Jeśli tu właśnie ustawiasz tolerancję i nic się nie zmienia, to zapewne problem leży w managerze definicji układu sterowania.
Dodane 2 godziny 20 minuty 26 sekundy:
Na pewno tak generuje jak jest zaznaczone "Ustawienie wygładzania -> Użyj stałej długości segmentu -> Długość segmentu"
Generalnie domyślnie dla obróbki dynamicznej faktycznie MC generuje trochę sporo ścieżek, przez co przy szybkich zadanych posuwach przy obróbce np. aluminium, maszyna u mnie "nie nadąża" i czasem idzie obróbka wolniej niż powinna.
Zmiana tych parametrów zdecydowanie pomaga, program się skraca co najmniej kilkukrotnie.
Jeśli tu właśnie ustawiasz tolerancję i nic się nie zmienia, to zapewne problem leży w managerze definicji układu sterowania.
Dodane 2 godziny 20 minuty 26 sekundy:
Arias2 pisze:na tym samym odcinku jest masa zmiennych i jak wartość Y jest ta sama tak wartość X jest przeskok co jakieś około 0.5 mm.
Na pewno tak generuje jak jest zaznaczone "Ustawienie wygładzania -> Użyj stałej długości segmentu -> Długość segmentu"
-
rc666
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1336
- Rejestracja: 27 cze 2011, 14:48
- Lokalizacja: Chrząszczyżewoszyce
Re: Optymalizacja programu
Jezeli maszyna sie zacina, to sprawdz ile lini do przodu czyta.
Musi conajmnie 10 czytac do przodu albo i wiecej.
Musi conajmnie 10 czytac do przodu albo i wiecej.
Nie ma głupich pytań, są tylko głupcy którzy ich nie zadają...
-
Arias2
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 605
- Rejestracja: 29 lip 2007, 10:49
- Lokalizacja: wieluń-eslov
Re: Optymalizacja programu
Maszyna się nie zacina, tylko chodzi o wielkość programu. Ten sam detal a dwa różne ustawienia i tak bez filtrowania program ma coś około 100.000 linii, po zadaniu filtrowania 50/50 program ma około 10.000 linii. Różnica jest kolosalna, a dokładność? przy obróbce zgrubnej to niema znaczenia bo i tak zostaje naddatek na wykończenie.
-
Butler
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Optymalizacja programu
Mam to samo przy tego rodzaju obróbce. Przy dużym zagęszczeniu ścieżek, gdy posuwy obróbki dynamicznej są na pierwszy rzut oka zadane nieracjonalnie duże, maszyna z reguły ma zbyt małe zdolności obliczeniowe by nadążyć za programem i zdecydowanie zwalnia.
Umiejętne zarządzanie filtrami tolerancji w Mastercamie pozwala na pracę o dynamice takiej, jakiej oczekujemy.
Umiejętne zarządzanie filtrami tolerancji w Mastercamie pozwala na pracę o dynamice takiej, jakiej oczekujemy.






