



Planowanie stołu stalowego.
-
Mike2019
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 3
- Posty: 41
- Rejestracja: 07 cze 2019, 19:22
Re: Planowanie stołu stalowego.
Zrobiłem jak mi poradziliscie. Niestety coś nie tak. Powierzchnia wyszła tragiczna, chropowatosci to nie widziałem takiej nawet podczas szybkiego toczenia. Pomimo regulacji parametrami i podlożeniu gumy antywibracyjnej. W pewnym momencie to maszyna chciała wylecieć w powietrze tak drgala. Jakieś pomysły? Głębokość skrawania była 0.1 mm. Może zbyt mała? aczkolwiek zależało mi tylko na wyrownaniu Stolu


-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 4732
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Planowanie stołu stalowego.
zdecydowanie mało. Weź ok 0,5; jak zależy Ci na powierzchni, a nie na czasie, to posuw daj nie większy niż 0,1 na ząb a szerokość powyżej połowy średnicy narzędzia o ile maszyna na to pozwala. Jak nie pozwala, to leć przeciwbieżnie.
Można?
Morzna!!!
Morzna!!!
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Planowanie stołu stalowego.
A co to za maszyna , że przy przybieraniu 0.1 mm drgała ?Mike2019 pisze: ↑10 cze 2019, 19:20Zrobiłem jak mi poradziliscie. Niestety coś nie tak. Powierzchnia wyszła tragiczna, chropowatosci to nie widziałem takiej nawet podczas szybkiego toczenia. Pomimo regulacji parametrami i podlożeniu gumy antywibracyjnej. W pewnym momencie to maszyna chciała wylecieć w powietrze tak drgala. Jakieś pomysły? Głębokość skrawania była 0.1 mm. Może zbyt mała? aczkolwiek zależało mi tylko na wyrownaniu Stolu
..... , jest z gumy , czy co ?
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Planowanie stołu stalowego.
Nie musi być z gumy. Płytki spiekane zwłaszcza z zerowym kątem natarcia(płytki, nie frezu) zazwyczaj mają ujemną mikrofazę chroniącą krawędź skrawającą przed wykruszaniem (geometria M, H),

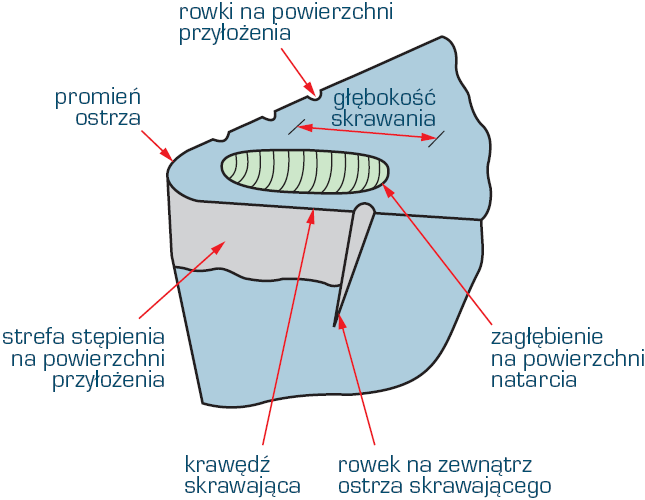
i zbyt mała głębokość skrawania sprawia, że odrywany od calizny wiór zamiast "przeskoczyć" nad ujemną mikrofazą na powierzchnię natarcia (gdzie najmocniej na nią naciska, co widać to po odległości krateru wytartego przez wiór od krawędzi skrawającej),
 )
)
jest spiętrzany przed ostrzem i częściowo wpychany przez fazę między płytkę a materiał, częściowe ślizganie się, dając kiepską, porytą powierzchnię.
Dlatego głębokość skrawania nie może być dla takiej geometrii zbyt mała, bo zaburzy spływ wióra po powierzchni natarcia pogarszając warunki skrawania i eskalując drgania.
Tak małą głębokość mogą obrabiać płytki o geometrii L (duży kąt dodatni bez mikrofazy) generujące stosunkowo małe siły skrawania..
[img]
Tę zależność można porównać do podobnej przy przecinaniu na tokarce, gdzie zbyt wolne zagłębianie się w materiał(posuw) też generuje drgania produkując "igiełki" zamiast wstęgowego wióra.
i zbyt mała głębokość skrawania sprawia, że odrywany od calizny wiór zamiast "przeskoczyć" nad ujemną mikrofazą na powierzchnię natarcia (gdzie najmocniej na nią naciska, co widać to po odległości krateru wytartego przez wiór od krawędzi skrawającej),
)jest spiętrzany przed ostrzem i częściowo wpychany przez fazę między płytkę a materiał, częściowe ślizganie się, dając kiepską, porytą powierzchnię.
Dlatego głębokość skrawania nie może być dla takiej geometrii zbyt mała, bo zaburzy spływ wióra po powierzchni natarcia pogarszając warunki skrawania i eskalując drgania.
Tak małą głębokość mogą obrabiać płytki o geometrii L (duży kąt dodatni bez mikrofazy) generujące stosunkowo małe siły skrawania..
[img]
Tę zależność można porównać do podobnej przy przecinaniu na tokarce, gdzie zbyt wolne zagłębianie się w materiał(posuw) też generuje drgania produkując "igiełki" zamiast wstęgowego wióra.
pozdrawiam,
Roman
Roman






