



Witam wszystkich,
Na wstępie proszę o cierpliwość i wyrozumiałość.
Zakupiłem maszynę jak w opisie. Na sterowaniu Fanuc. Rok 1988
Po przewiezieniu do nowej lokalizacji, wysprzątaniu jej, wymianie filtrów, wypoziomowaniu, podłączeniu osprzętu niby wszystko dział.
Ale.
Nie dział pompa chłodziwa. Wpisywanie M8 oraz ręczne odpalanie powoduje jedynie zapalenie się lampki komunikatu, że niby ma lecieć ale silnik stoi.
Sprawa numer 2 to połączenie jej z pc poprzez potr LPT. Poprzedni właściciel miał ją podłączoną, konfiguracje pozapisywałem, kabel jest.
Podpinam do swojego pc. Transmisja działa ale zamiast programu wylatują "krzaczki" w jednej linijce a na pc wywala błąd napięciu 24V.
Byłbym wdzięczny za polecenie kogoś kto ogarnia takowe problemy w CT40.
Pozdrawiam.
gildemeister ct40
")
")
-
da_vinci
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 8
- Posty: 10
- Rejestracja: 12 cze 2011, 18:18
- Lokalizacja: Lublin
Re: gildemeister ct40
Lol
Dodane 1 minuta 47 sekundy:
Tak, masz racje. Najlepiej będzie skontaktować z poprzednim właścicielem.
-
da_vinci
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 10
- Rejestracja: 12 cze 2011, 18:18
- Lokalizacja: Lublin
Re: gildemeister ct40
Drodzy forumowicze.
A jest może ktoś, kto zna metodę na ustawienie pozycji głowicy rewolwerowej tak by oprawki do wiercenia były idealnie w środku osi obrotu wrzeciona?
Zdjęcia poniżej.

Ja zacząłem od sprawdzenia czoła głowicy czy równo stoi. No jest tak w 0.05 na 100 mm.
Następnie zbadałem jak głowica porusza się w osi X. Na zamontowanej, pustej oprawce pod noże przyłożyłem czujnik w miejsce oparcia noża, i przejechałem na całej długości. Wynik 0,1
Oprawka VDI30 myślę, więc zakupiłem sworzeń siłownika fi30 h6 i zapiąłem go w gniazdo. Badam Center Line'a. W "X" jestem w stanie ustawić ale wałek ucieka w płaszczyźnie prostopadłej (Y) do osi X. Sumując wyniki pomiarów skłaniam się do rozwiązania polegającego na odpowiednim skręceniu głowicy (obrotem) tak by obie płaszczyzny X oraz Y spotkały się dokładnie w osi obrotu wrzeciona.
Czy da się to zrobić na mojej głowicy.
Czytałem inne posty z tego tematu ale nie dały mi one jednoznacznego rozwiązania.
A jest może ktoś, kto zna metodę na ustawienie pozycji głowicy rewolwerowej tak by oprawki do wiercenia były idealnie w środku osi obrotu wrzeciona?
Zdjęcia poniżej.
Ja zacząłem od sprawdzenia czoła głowicy czy równo stoi. No jest tak w 0.05 na 100 mm.
Następnie zbadałem jak głowica porusza się w osi X. Na zamontowanej, pustej oprawce pod noże przyłożyłem czujnik w miejsce oparcia noża, i przejechałem na całej długości. Wynik 0,1
Oprawka VDI30 myślę, więc zakupiłem sworzeń siłownika fi30 h6 i zapiąłem go w gniazdo. Badam Center Line'a. W "X" jestem w stanie ustawić ale wałek ucieka w płaszczyźnie prostopadłej (Y) do osi X. Sumując wyniki pomiarów skłaniam się do rozwiązania polegającego na odpowiednim skręceniu głowicy (obrotem) tak by obie płaszczyzny X oraz Y spotkały się dokładnie w osi obrotu wrzeciona.
Czy da się to zrobić na mojej głowicy.
Czytałem inne posty z tego tematu ale nie dały mi one jednoznacznego rozwiązania.
-
sssTOMEKsss
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 272
- Rejestracja: 25 mar 2014, 17:12
- Lokalizacja: Warszawa
Re: gildemeister ct40
powinno się dać manewrować całym sauterem, w końcu w ten sposób się wyprowadza geometrie na takich tokarkach, masz dtr-ke od tej maszyny?
-
da_vinci
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 10
- Rejestracja: 12 cze 2011, 18:18
- Lokalizacja: Lublin
Re: gildemeister ct40
Tak, Posiadam DTR do tej maszyny, w języku Niemieckim. Przeglądałem ją lecz nic nie znalazłem odnośnie geometrii.sssTOMEKsss pisze: ↑05 cze 2019, 08:27powinno się dać manewrować całym sauterem, w końcu w ten sposób się wyprowadza geometrie na takich tokarkach, masz dtr-ke od tej maszyny?
Dodane 7 minuty 23 sekundy:
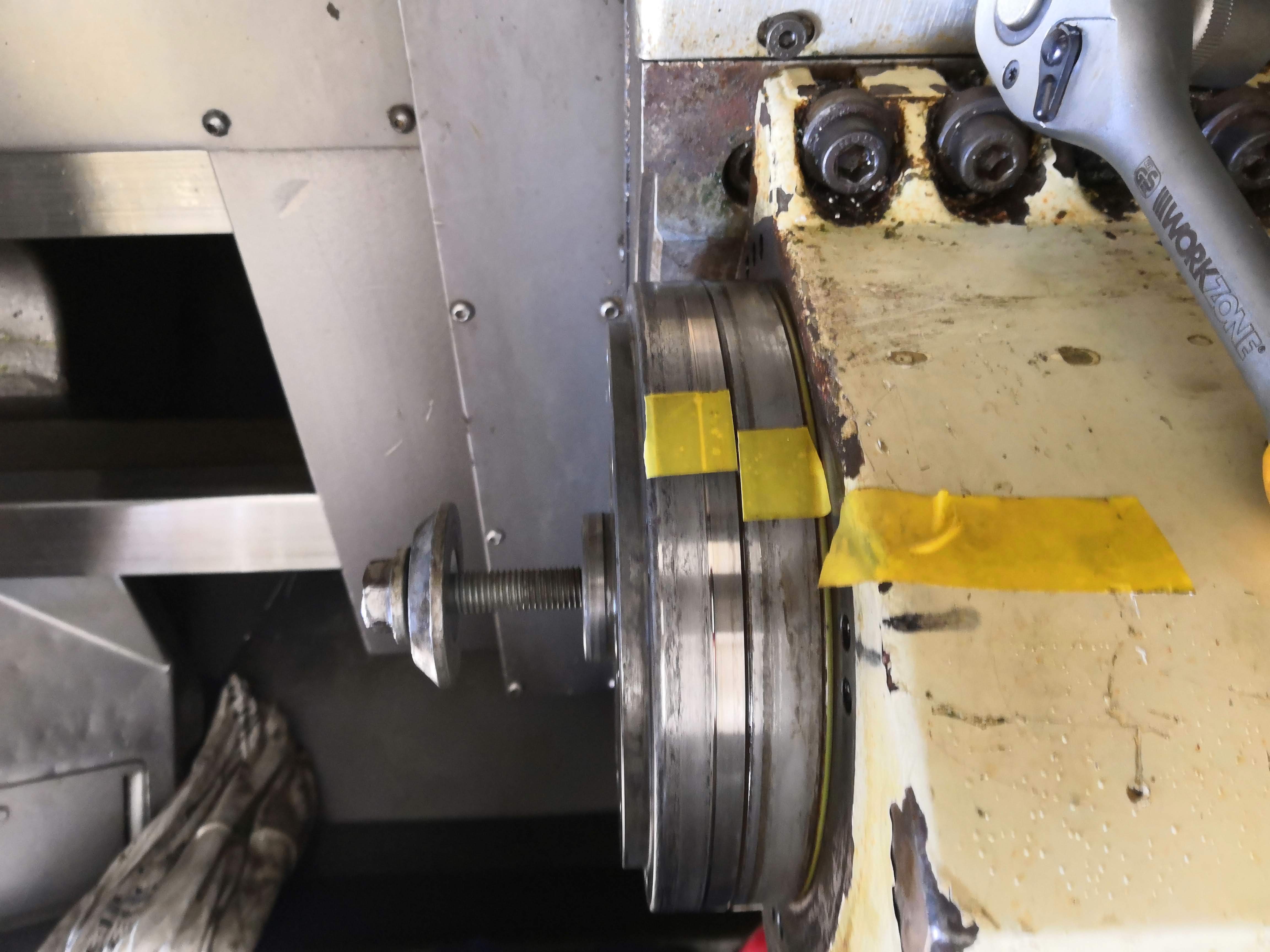
Wciągnąłem całą tarczę. wkręciłem śrubę w centralny otwór. Mogę manewrować obrotem głowicy, ale w dość dużym zakresie.
Zdjęcia poniżej.
-
da_vinci
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 10
- Rejestracja: 12 cze 2011, 18:18
- Lokalizacja: Lublin
Re: gildemeister ct40
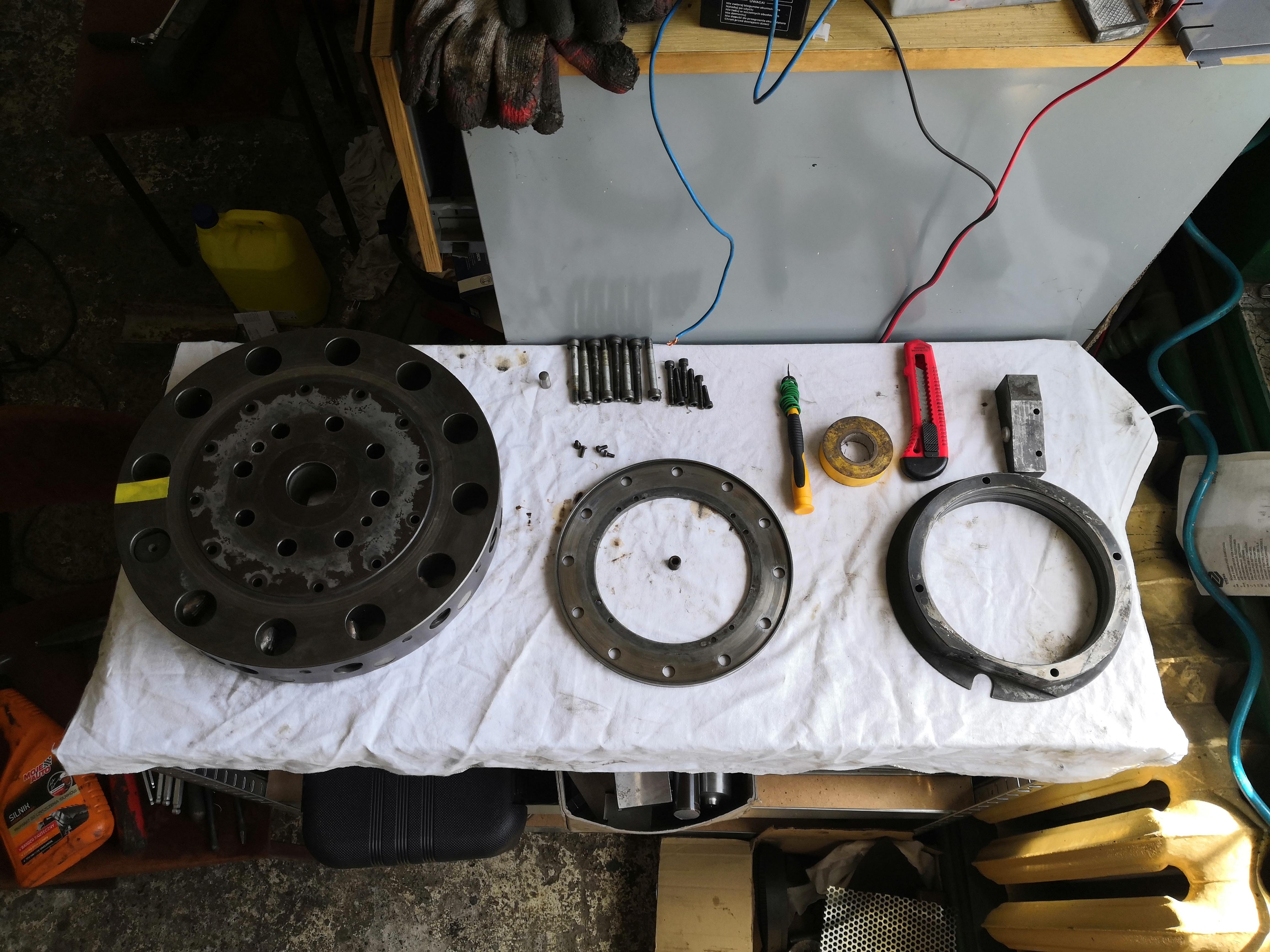
Te dwie tarcze działają jak sprzęgło, mają względem siebie wyfrezowane rowki w które się wpasowują. po wkręceniu śruby w otwór centralny powstaje między nimi szczelina co pozwala na obrót tą zewnętrzną tarczą, jednak w stopniu zależnym od pozycji rowków.
Na zdjęciu widać przesunięte w ten sposób tarcze. (taśmę przykleiłem przed obrotem).
Niestety po dalszej analizie, nie rozwiąże to mojego problemu, ze względu na to, że po pierwsze przesunięcie jest zbyt duże a potrzeba około 2mm. Po drugie obracając w ten sposób tarczą tracę pozycję równoległości oprawek statycznych promieniowych względem osi X.
Myślę aby regulować ten błąd odkręcając całego Sautera i podkładając blaszki pod mocowanie regulować pozycję Y.
Proszę sugerować się jedynie dwiema taśmami na tarczach, ta trzecia to pozycja tarczy VDI.






