")
W druga stronę działa (zatrzymuje parę mm przed krańcówka i jest ok maszyna dalej jeździ.)
Kombinowałem tez z recznym przestawieniem pieska od bazy i krańcówek ale to nic nie dało.
Maszynka została kupiona bez jakiekolwiek instrukcji czy schematu.
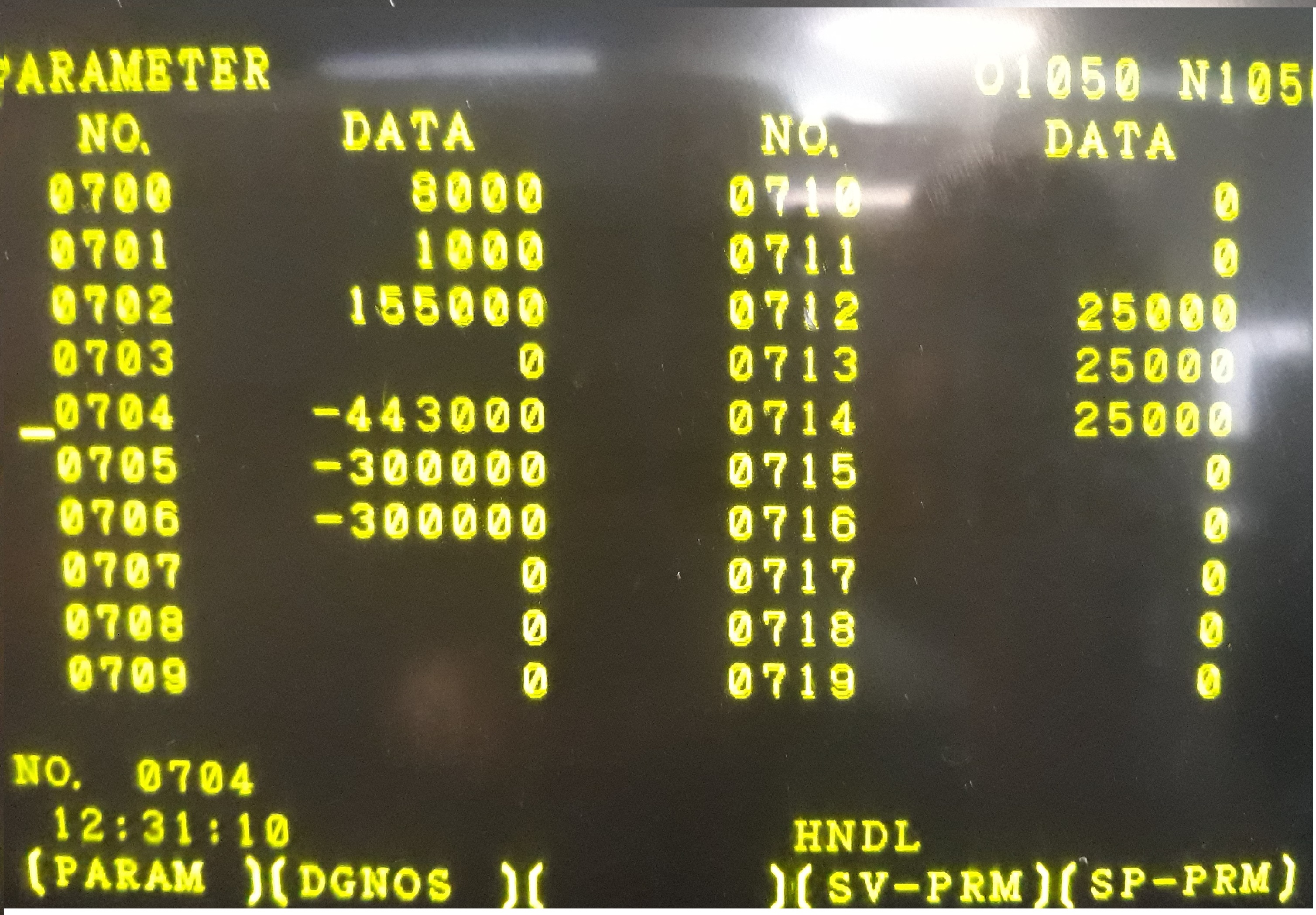
jest to ARES - SEIKI TC-450 na sterowaniu Fanuc OM


")