



Wiercenie


-
pavyan
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 809
- Rejestracja: 12 paź 2018, 21:36
Re: Wiercenie
Oczywiście najlepiej zacząć od 5mm, potem 8 i 12. Z wszelkimi szykanami co do rozbijania otworów przez wiertło - czyli najpierw mniejsze wiertło, potem powiercanie.
Jeśli ważna jest idealna koncentryczność i walcowość wszystkich otworów, to tylko na frezarce, frezami palcowymi (pierwszy otwór wtedy wiertłem 4-4,5mm).
Na wiertarce możliwe jest przesunięcie względem siebie osi otworów 5-8-12, ich rozbicie a także brak pełnej walcowości otworu - szczególnie przy użyciu wierteł ostrzonych z ręki.
Nic nie mówisz o "dnach" otworów (czy mają być prostopadłe, 90°?) - z typowego wiertła takie nie będą; trzeba by kilka sztuk (5-8-12) zaszlifować prostopadle i nimi wykończyć dna.
Z freza także dna nie będą prostopadłe, a jedynie "prawie" prostopadłe - zęby na czole freza palcowego "uciekają" do wewnątrz pod kątem ~2-3°. Jeśli to nie problem, a tolerancja otworu może zawierać się w granicach ±0,05mm albo zdecydowanie mniej* - to najlepiej zrobić to frezami palcowymi na frezarce. Będzie dokładnie, szybko i łatwo.
Wtedy i rozstaw otworów (jeśli jest ich więcej w określonym położeniu względem siebie) można zrobić w sposób dokładny.
*Można dobrać frezy HSS, bo nominał to np. 8mm, ale rzeczywista średnica nówki (typu NOS )może być od 7,9 do - czasem - 8,05mm. I uwzględnić bicie oprawki/trzpienia.
)może być od 7,9 do - czasem - 8,05mm. I uwzględnić bicie oprawki/trzpienia.
Jeśli ważna jest idealna koncentryczność i walcowość wszystkich otworów, to tylko na frezarce, frezami palcowymi (pierwszy otwór wtedy wiertłem 4-4,5mm).
Na wiertarce możliwe jest przesunięcie względem siebie osi otworów 5-8-12, ich rozbicie a także brak pełnej walcowości otworu - szczególnie przy użyciu wierteł ostrzonych z ręki.
Nic nie mówisz o "dnach" otworów (czy mają być prostopadłe, 90°?) - z typowego wiertła takie nie będą; trzeba by kilka sztuk (5-8-12) zaszlifować prostopadle i nimi wykończyć dna.
Z freza także dna nie będą prostopadłe, a jedynie "prawie" prostopadłe - zęby na czole freza palcowego "uciekają" do wewnątrz pod kątem ~2-3°. Jeśli to nie problem, a tolerancja otworu może zawierać się w granicach ±0,05mm albo zdecydowanie mniej* - to najlepiej zrobić to frezami palcowymi na frezarce. Będzie dokładnie, szybko i łatwo.
Wtedy i rozstaw otworów (jeśli jest ich więcej w określonym położeniu względem siebie) można zrobić w sposób dokładny.
*Można dobrać frezy HSS, bo nominał to np. 8mm, ale rzeczywista średnica nówki (typu NOS
Pomogłem? Kliknij, proszę :-)
-
burzaxxx
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 346
- Rejestracja: 25 wrz 2010, 20:22
- Lokalizacja: zDolny Śląsk
Re: Wiercenie
oczywiscie najpierw Ø12 potem Ø8 a na koncu Ø5 -
Wiertlo najlepiej jak wierci w pelnym materiale - inaczej uszkodzisz krawedzie wiertla. Poza tym chlodzenie bedzie bardziej efektywne.
Wiertlo najlepiej jak wierci w pelnym materiale - inaczej uszkodzisz krawedzie wiertla. Poza tym chlodzenie bedzie bardziej efektywne.
Mazak/Mazatrol-Haas-NUM-GibbsCAM
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Wiercenie
Bzdury piszesz. Nie jest lepiej dla wiertła jak wierci w pelnym materiale na pewno. Wręcz przeciwnie- wiertło jak pcha scinem, to ma większą tendencję do rozbijania, jak ma już otwór prowadzący, to się ustawia stożkiem. Taką kolejność bym zastosował z innych powodów - wiercenie 5tka 30mm to już głęboko, także bedzie lepiej I znacznie szybciej wiercic od największego stopnia. Chyba, ze zostajie cienka ścianka, albo są inne przesłanki, które wskazują na konieczność użycia najpierw otworu prowadzącego. Np jak byś robił pogłębienia pogłębiaczem, to musisz miec najpierw otwór, bo pogłębiacz nie ma ostrzy na srodku.
Inna kwestia, to dokładność, ale po wierceniu nie ma co oczekiwać cudów.
Inna kwestia, to dokładność, ale po wierceniu nie ma co oczekiwać cudów.
Można?
Morzna!!!
Morzna!!!
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 12343
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Wiercenie
Ale powiercanie ma też swoje zasady...
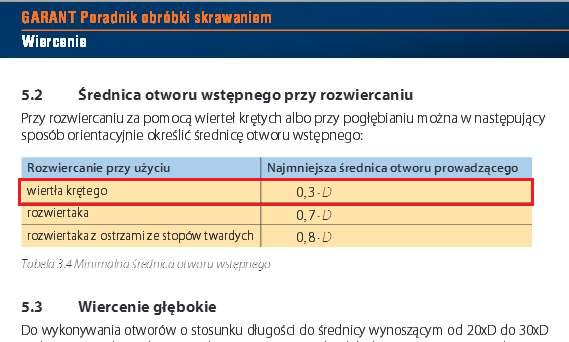
https://docplayer.pl/2336187-Spis-tresc ... s-com.html (str. 180 oryg.)
https://docplayer.pl/2336187-Spis-tresc ... s-com.html (str. 180 oryg.)
pozdrawiam,
Roman
Roman






