



Temat można stworzyć ale "żelazne zasady" podwyższają koszt, zmniejszają efektywny obszar pracy, co dla amatorów ma znaczenie.Jaszuk88 pisze:żelazne zasady amatorskich konstrukcji maszyn cnc
Maszyna z syntetycznego granitu


-
qqaz
- Lider FORUM (min. 2000)
")
- Posty w temacie: 24
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
ciekawe czy forum uwierzy że mozna zrobić lepiej i taniej niż w sposób powszechnie dotychczasowy. Np zamiast śruby 2mb centralnej pod stołem - oczywiście kreconej i tylko kulkowej bo "TAKI WYMIAR" - to wstawić 2xTr20 z napędzanymi nakretkami z których każda, jako tuleja dwunakrętkowa (aby ustawiać luz na gwincie), łożyskowana jest w łożysku kulkowym wahliwym i dopiero ta tuleja z kołem pasowym napedzana jest paskiem od silnika na belce bramy. Sumaryczne błędy takiego napędu to max 0,05mm. Z ugięciami bramy, biciem badziewnego ( bo nie skośne!!! brrr... kto to słyszał!!!) łożyska, kiepskich i zacinajacych się nakretek trapezowych ( tylko akurat tu się nie zacinająLeoo pisze:"żelazne zasady" podwyższają koszt
No ciekawe.
A że tuleja z nakretkami i w obudowie na bramie to można jeszcze zapiąć smarowanie zespołu np wiszącym pierścieniem - dotychczas kazdy tylko z konewki śrubę olejem polewa
-
upadły_mnich
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1612
- Rejestracja: 09 gru 2005, 11:52
- Lokalizacja: Lublin
forum uwierzy we wszystko
natomiast użytkownicy i tak wszystkie informacje filtrują (a przynajmniej mam taka nadzieję) i dostosowują do własnych pomysłów i możliwości. Te własne pomysły trzymaja dla siebie aby nie być objechanym na forum
Kolega Walter jest przykladem jak można dzielić się z innymi za co należy mu się szacunek.
Prośba dla kolegów: Nie zaśmiecajmy "pi...dołami" tematu koledze Walterowi
natomiast użytkownicy i tak wszystkie informacje filtrują (a przynajmniej mam taka nadzieję) i dostosowują do własnych pomysłów i możliwości. Te własne pomysły trzymaja dla siebie aby nie być objechanym na forum
Kolega Walter jest przykladem jak można dzielić się z innymi za co należy mu się szacunek.
Prośba dla kolegów: Nie zaśmiecajmy "pi...dołami" tematu koledze Walterowi
sprawność wg kobiety: stosunek wielkości wyjętej do wielkości włożonej



-
numerek
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1552
- Rejestracja: 01 wrz 2005, 00:23
- Lokalizacja: trójmiasto
aż żal czytać to co tu piszecie !
temat jest zaiste fascynujący -korpusy robione amatorsko a tu co ?
znów pyskówki a to krzywizna ziemi a to teorie
no dajcie już se na luz
śledzę ten temat od początku i jestem oczarowany tym co ~walter opisuje ale ostatnio to juz nie chce się wchodzić i czytać postów bo znów pieprzenie bez sensu
temat jest zaiste fascynujący -korpusy robione amatorsko a tu co ?
znów pyskówki a to krzywizna ziemi a to teorie
no dajcie już se na luz
śledzę ten temat od początku i jestem oczarowany tym co ~walter opisuje ale ostatnio to juz nie chce się wchodzić i czytać postów bo znów pieprzenie bez sensu
-
Zbych07
- ELITA FORUM (min. 1000)
- Posty w temacie: 13
- Posty: 1474
- Rejestracja: 21 cze 2006, 23:26
- Lokalizacja: Pruszków
numerek pisze:śledzę ten temat od początku i jestem oczarowany tym co ~walter opisuje ale ostatnio to juz nie chce się wchodzić i czytać postów bo znów pieprzenie bez sensu
Jeszcze chwila i zaczniemy rozgryzać wpływ faz księżyca i wybuchów ma słońcu na odkształcenia epoxybetonu , co jak przypuszczam w przypadku amatorskich maszynek CNC ma ... ogromne znaczenie
OK - coś na zmianę klimatu:
")
-
walter~
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 53
- Posty: 141
- Rejestracja: 22 sie 2007, 04:52
- Lokalizacja: USA
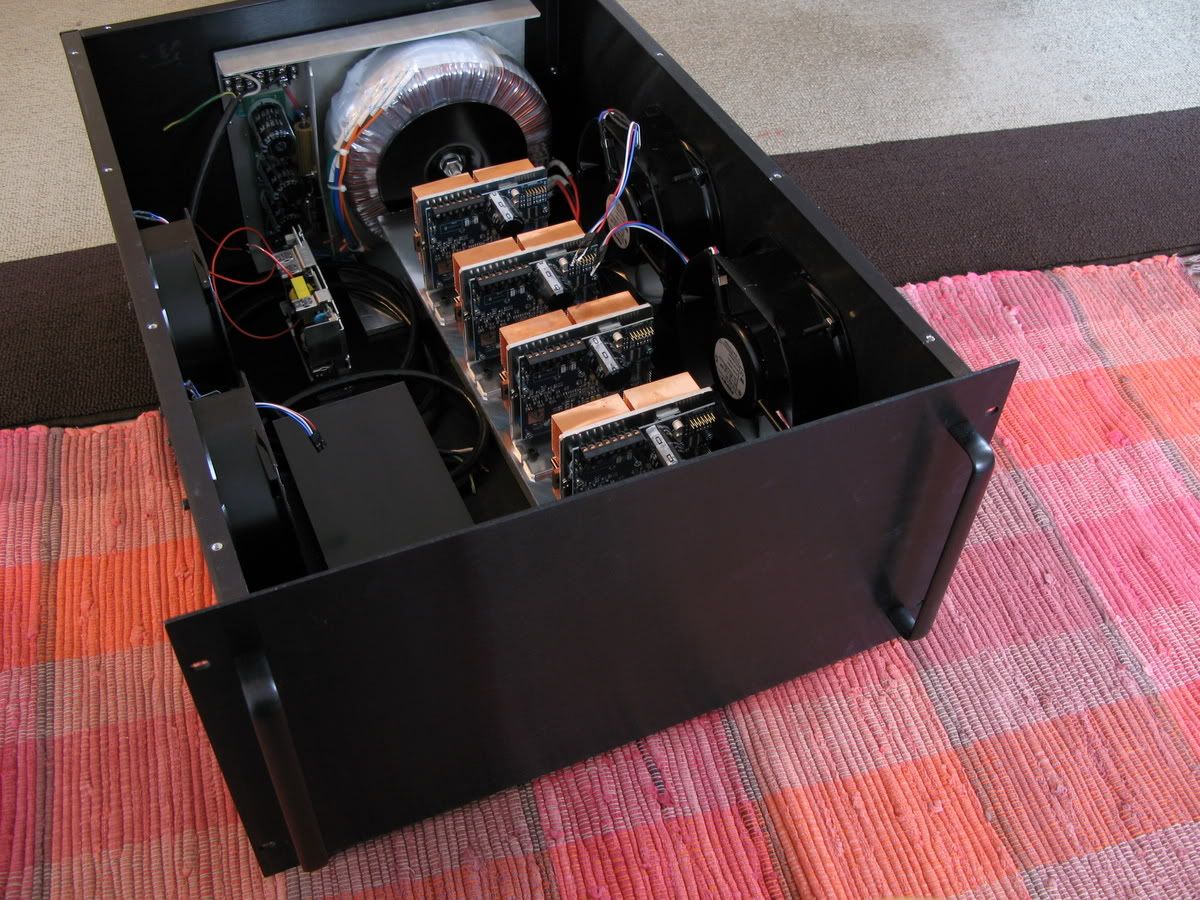
W koncu dotarla skrzynia na elektronike:

Zamowilem ja u jednego nowojorskiego rzemieslnika z rosyjskim akcentem. Facet byl na tyle uprzejmy ze wycial otwory pod wentylatory wiec nic tylko skrecac. Zasilanie pochodzi z tego samego zrodla- 1.5KVA, 170VDC, 9A - nie jest to duzo jak na 1kW serwa ale dla moich potrzeb powinno wystarczyc. Jeden ze znajomych elektronikow ocenil ze nie widzi tu wiekszych potrzeb niz 500W (w sumie). Oprocz wentylatorow wszystko w skrzyni jest luzem- nie znam sie zupelnie na elektronice i na razie nie spieszy mi sie aby wsadzac tam rece.
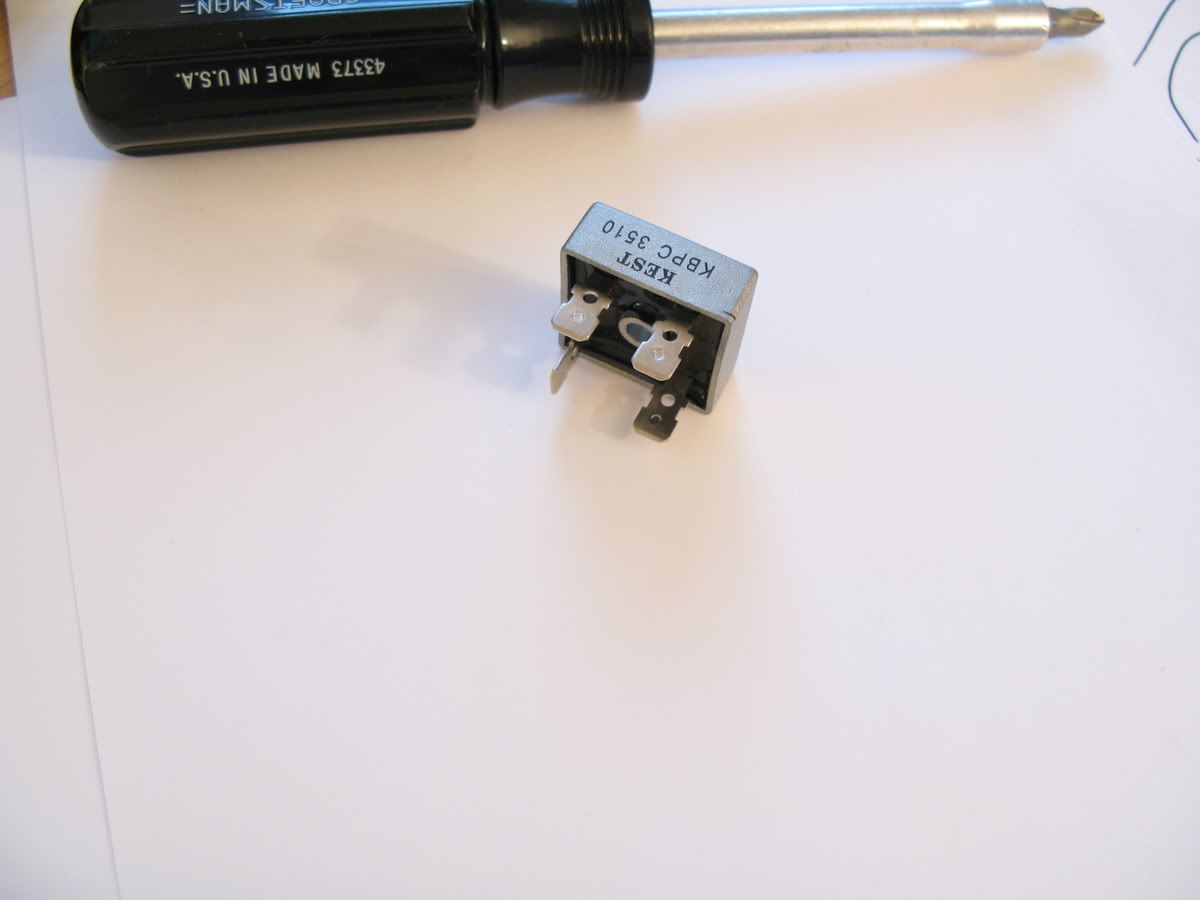
24VAC na jednym z wyjsc chcialbym zmienic na 24VDC i zasilac tym wentylatory. Planuje uzyc tego niepozornego i zupelnie mi nieznanego gizma:

W skrzyni widac tez maly zasilacz do logiki. Za miesiac dolaczy tutaj sterownik USB pulsujacy step/dir do 4Mhz, ktory niedlugo wchodzi na rynek. Brian z Artsoft testuje go na swojej maszynie:

Sa tez komponenty na obie osie Z:

Cztery takie sruby (C3) upolowalem na Ebay po ok. 60USD sztuka. Lozyska rowniez Ebay, jeszcze sprzed 2 lat. (Na Ebay kupuje tylko lozyska nowe, fabrycznie zapakowane).
Nie wiem jeszcze jak bedzie wygladala os Z. Nie chcialbym pakowac sie w kosztowne pracochlonne rozwiazania ktore okaza sie potem malo uzyteczne- tym bardziej ze nie mam zadnego doswiadczenia z maszynami, a z maszynami wielowrzecionowymi ani tyle. Najprawdopodobniej zrobie jedna os z ogolnie dostepnych komponentow i bede ja testowal pod katem moich wymagan. Jesli zda egzamin to zaprojektuje ostateczna wersje dla 2 osi Z i albo zamowie elementy w warsztacie albo sam wyprofiluje na swojej maszynie.
* * *
Czy epoxy to niewypal? Trudno powiedziec- wszystko najprawdopodobniej wyjdzie w praniu. Moze sie okazac niewypalem jesli koledzy beda budowali korpusy z epoxy zamiast z kamienia wiazanego za pomaca epoxy. Jest to bardzo istotna roznica i musi byc zrozumiana przez kazdego kto podejmuje sie budowy. Epoxy to plastik i moze sie zachowywac tylko jak plastik. (Fakt ze nawet plastik lepiej tlumi wibracje niz stalowy profil- Japonczycy w latach 70tych zrobili frezarke HSM z plastiku i byla ona nieuchwytna dla tradycyjnych konstrukcji stalowych. Proponuje jednak nie probowac i skoncentrowac sie na maszynach z kamienia).
* * *
Powroce jeszcze na strone 17 gdzie koledzy zamiescili kilka istotnych pytan. Jeden z kolegow wspomnial koszt materialu. Bardzo istotny fakt: Cena zawodowej mikstury jaka mozna kupic w USA nie przekracza 1.9USD za kilogram. Mowiac zawodowej mam na mysli komercyjny amerykanski produkt i to produkt wysokiej klasy (firma Accures)- wszystko wlacznie z zywica, wypelniaczami i dodatkami jakie tam zapewne stosuja. Koszt 100kg odlewu= 440PLN.
Ja kupowalem wszystko osobno- nie dosc ze w niewielkich ilosciach i po zabojczych cenach detalicznych u lokalnego dealera, to jeszcze wybieralem najwymyslniejsze rodzaje kwarcu (prawie laboratoryjnej czystosci), tlenku glinu, mikrosfer, itp. A i tak cena calosci wraz z zywica nie przekroczyla 1.95USD za kilogram.
Czyli mozna bezpiecznie zalozyc ze cena nigdy nie przekroczy 1.9USD za kilogram. Mysle tez ze w Polsce trzeba by wlozyc duzo wysilku zeby az tyle zaplacic i przy odrobinie sprytu mozna to zrobic duzo taniej. Najwiekszy koszt to zywica, dlatego trzeba wlozyc maksimum wysilku aby zminimalizowac ilosc zywicy w odlewie do powiedzmy 10-15% objetosciowo. Francuska zywica specjalnie przeznaczona na korpusy maszyn kosztuje w Amodzie ok. 40PLN za kilogram +VAT.
Wiekszosc wypelniacza mozna znalezc za darmo nad rzeka i samemu sobie przesiac. Do tego mozna uzyc na przyklad piasek kwarcowy z piaskownicy lub z pobliskiej plazy. Z reszty wypelniaczy mozna dokupic worek drobnego kalibrowanego kwarcu ktory pozwoli osiagnac wieksze wypelnienie przestrzeni.
Brak dostepu do odpowiednich wypelniaczy czy mozliwosci precyzyjnej kalibracji nie powinien nikogo zniechecac. Rozmiary od 0.1mm w dol mozna zastapic darmowym pylem granitowym z lokalnego warsztatu. Pyl ten da kolor oraz wypelni wszystkie istotne miejsca az do 2 mikronow. Jedyny koszt pylu to przyholowanie worka na wlasne podworko, wysuszenie i odseparowanie wszystkiego co powyzej 0.1mm (w tym konkretnym przypadku). Koledzy pamietaja jak dziala kalibracja- chodzi o to zeby nie powtarzac rozmiarow.
Fakt ze kwarc o czystosci 99.9% zdalby lepiej egzamin ale jesli ktos jest na budzecie i nie ma wyboru to lepiej uzyc cokolwiek i zrobic cos, niz nic. Najwyzej straci tu i tam kilka(nascie?) procent na sztywnosci czy innych parametrach ale zrealizuje odlew i bedzie on mniej wiecej dzialal zgodnie z zalozeniami. (Uzywanie materialow miekkszych od kwarcu znacznie zmniejszy sztywnosc, a nieskalibrowanie wypelniacza znacznie zwiekszy zapotrzebowanie na zywice).
* * *
Prosze zwrocic uwage ze oryginalnym celem bylo to co zrobili Niemcy na forum Peters CNC Ecke a nie to czym zajmuje sie ja badz moi koledzy w USA (dwoch inzynierow w USA optymalizuje miksture pod katem wysokodolarowych zastosowan komercyjnych). Niemcy nie dosc ze uzywaja wypelniacza o zwyklej kalibracji cementowej (ktory ze wzgledow matematycznych wymusza uzycie ponad 12.5% zywicy objetosciowo), to jeszcze nigdy nie zajeli sie tematem odpowietrzania prozniowego, ulepszania cieplnego odlewow, stosowania surfaktantow, dodatkow silanowych, studiowania reologii, i miliona innych rzeczy jakie dotycza odlewow granitowych- a mimo to produkuja solidne maszyny do frezowania metalu i z tego co widze to osiagaja duzy sukces:
Rozmawialem na forum z Thomasem Zietz, sam przyznal ze nie wnikaja w szczegoly a raczej koncentruja sie na wykonaniu form i usprawnieniu calego procesu. Stosuja gotowy skalibrowany wypelniacz od lokalnego dealera i wibruja formy, to wszystko. Nie wiem czy wiedza nawet jaka jest rozszerzalnosc cieplna ich kompozytu przy ilosci zywicy jaka stosuja, przypuszczam ze nie. Kalibracja ich wypelniacza nie pozwala na mniejsza ilosc epoxy niz powiedzmy 12.5%, tym samym rownie dobrze rozszerzalnosc cieplna ich maszyn moze smialo przekraczac rozszerzalnosc cieplna aluminium. Jednak w maszynach w tej cenie nie robi to az takiej roznicy i nad takimi rzeczami po prostu przechodzi sie do porzadku dziennego- ograniczenia buzdzetowe nie pozwalaja aby rozczulac sie nad wszystkim tak jak rozczulaja sie konstruktorzy wysokodolarowych odlewow do metrologii.
* * *
Na stronie 15 kolega Jaszuk88 pytal o poradnik. Trudno jest cos takiego napisac bo oryginalny temat jest dosc obszerny i zawiera ponad 2500 postow. Te kilkadziesiat postow tutaj na polskim forum to kwintesencja wszystkiego co najwazniejsze i juz bardziej nie chialbym tego skracac. Nowym uzytkownikom polecam przeczytanie obu tematow- nie tylko dla orientacji, ale glownie w celu zaoszczedzenia sobie problemow w przyszlosci. Prosze tez pamietac ze nie wszystkie kwestie zostaly do konca wyjasnione i wiele rzeczy wyjdzie jeszcze w praniu. Jesli chodzi o kwestie ktore poruszyl kolega:
1. Dobor zywicy
Bardzo trudny temat- nie ma ogolnie dostepnych informacji na temat zawartosci zywic sprzedawanych w polskich sklepach; Zywice sa rozcienczane i dlatego moga zawierac milion nieporzadanych dodatkow degradujacych odlewy- albo w postaci skurczu, rozszerzenia cieplnego, pekania, generowania napiec wewnatrz odlewu, itp. Moga tez zawierac toksyczne domieszki i wpedzic uzytkownika w alergie z ktore beda sie za nim ciagnely do konca zycia.
Generalnie sa 3 rodzaje zywic: Poliestrowe, Akrylowe oraz Epoksydowe.
Polyester (skrot UP)- zdecydowanie najtanszy z duroplastow ( http://pl.wikipedia.org/wiki/Duroplast ) o utwardzaniu w temp. pokojowej. Problemem tych zywic jest zapach, skurcz oraz wysoka temperatura utwardzania. Zachowanie tych zywic utrudnia formowanie precyzyjnych powierzchni oraz gwarantuje napiecia wewnatrz odlewu (zobacz pelzanie ponizej).
Zywice charakteryzuja sie slabym przyleganiem do granitowego/kamiennego wypelniacza i do tego typu odlewow uzywane sa niezmiernie rzadko.
Polymethylmethacrylate (skrot PMMA) czyli akrylowe- drozsze od poliestrowych, tansze od epoksydowych. Rowniez charakteryzuja sie wysoka temperatura utwardzania. Zmiany temperatury podczas odlewania i utwardzania gwarantuja powstanie wewnetrznych napiec w odlewie co czesto prowadzi do deformacji odlewu. W najgorszym przypadku spotyka sie pekniecia odlewow.
Przyleganie do kamiennego wypelniacza jest tu wystarczajace, zwlaszcza przy uzyciu duzej ilosci kwarcu (SiO2). Zywice te najczesciej stosuje sie na prototypy korpusow, nie spotyka sie ich natomiast w masowej produkcji.
Epoxy Resin (skrot EP) czyli epoksydowe- charakterystyke tych zywic mozna drastycznie regulowac w zaleznosci od uzytych skladnikow. Bez problemu mozna osiagnac mieszanke o wyjatkowo niskiej temperaturze twardnienia oraz niskiej lepkosci, tym samym produkujac odlewy bez wewnetrznych napiec/pekniec. Zywice te charakteryzuja sie dobrym przyleganiem do kwarcu ktory generalnie jest trudno przylegalny. Jedyny problem zywic epoksydowych to ich wysoka cena.
Pelzanie (creep)- tendencja materialu do powolnej deformacji na skutek napiec wewnatrz struktury. Bardzo ciekawy fenomen bo powstaje w sytuacji gdzie obciazenie jest w granicach wytrzymalosci materialu, czyli nie powino wystepowac a wystepuje. Deformacja powstaje powoli i jest w duzej mierze zalezna od dzialania wysokiej temperatury oraz dlugotrwalego obciazenia. Fenomen ten wystepuje we wszystkich betonach zywicznych. Jest tylko jeden sposob aby to zwalczac: robic odlewy twardniejace w niskiej temperaturze (minimalizowac napiecia wewnetrzne struktury) oraz uzywac jak najmniej zywicy (sama zywica jest glownym sprawca pelzania).
To cytat z jednego z wczesniejszych postow, ktory mniej wiecej przedstawia roznice pomiedzy najczesciej spotykanymi na rynku zywicami (do tego typu odlewow). Jesli ktos zdecyduje sie na zywice epoksydowa to na polskim rynku jest zywica specjalnie przeznaczona do tego typu odlewow (warszawski sklep Amod). Wystarczy wiec przejrzec PDF, temperature zelowania, lepkosc i reszte informacji i mniej wiecej porownac do zywic dostepnych na rynku albo w lokalnym sklepie. W tej konkretnej zywicy zwraca uwage temeratura zelowania DUZYCH odlewow (maksimum 95 stopni), oraz lepkosc 200cP. Dwie fenomenalnie istotne rzeczy.
2. Jaki wypelniacz
Najlepiej kalibrowany z gory na dol. Jesli nie ma kalibrowanego to jakikolwiek, stosowany w zasadzie opisanym przez jednego z kolegow: pilka do siatkowki, pilka do tenisa, itp (system ma niestety ograniczenia- bylo o tym pisane wielokrotnie). Czyli rozmiar kolejny to ok 1/5 rozmiaru poprzedniego- tak aby jak najwiecej zapelnic przestrzen. (Matematyka ziaren wymusza skalibrowanie z gory na dol aby moc zblizyc sie do granicy 10-15% objetosciowo. Bez kalibracji mozna liczyc na 30% pustej przestrzeni ktora wypelnia albo klej albo powietrze).
Do maszyny za wieksze pieniadze (albo maszyny do precyzyjnej obrobki metalu gdzie rozszerzalnosc cieplna odgrywa ogromna role) osobiscie staralbym sie uzyc dobrze skalibrowanego wypelniacza. Natomiast do mojej 5 metrowej ramy ktora mam zamiar bardzo tanio wykonac w ciagu najblizszych 12 miesiecy uzyje raczej piasku i zwiru ze zwirowni i kilku sprytnych dodatkow typu mikrosfery, itp. Zamiast dolara za kilogram wolalbym zapacic dolara za tone. Jedyne na co zwroce uwage to solidne wibrowanie szalunku (czy tez formy, zalezy jak to bede odlewal).
3. Jakie proporcje
Przede wszystkim nie przesadzac z najdrobniejszym wypelniaczem. Zwieksza on niesamowicie zapotrzebowanie na zywice i wykoleja cale obliczenia. Najbezpieczniej jest podzielic wszystko na rowne porcje (objetosciowo).
4. Sposob przygotowania mieszanki
Zalezy od wielkosci odlewu i czasu zycia zywicy. Najpierw dokladnie miesza sie zywice z utwardzaczem, potem dodaje wypelniacz. Odpowiednie proporcje zywicy i wypelniacza oraz ich dokladne wymieszanie jest krytyczne, nie nalezy tego lekcewazyc. Przy 10-15% kleju jest tego bardzo niewiele i nie mozna sobie pozwolic na niedbalosc. Moje wstepne doswiadczenia wskazywaly ze istotne jest dokladne zwilzenie calosci wypelniacza juz podczas mieszania. Ostatnio zaczynam sklaniac sie jednak ku wibrowaniu jako wysoce krytycznemu elementowi i mysle ze juz nie przykladalbym sie tak do mieszania a bardziej do wibrowania mikstury w formie. No i przede wszystkim nie robilbym tego w kuchennym mikserze po pare kilokramow, tylko kupil mala chinska betoniarke za 200USD z plastikowym bebnem i robil 50kg na raz.
5. Jak wykonac forme
Jak najtaniej i tak zeby nie rozleciala sie podczas wibrowania. Ja uzylem desek ze schodow wiec bylo dosyc drogo. Nastepnym razem uzyje czegos tanszego. Zbych zamiescil u Ernesta zdjecia niemieckich form i byly one w zypelnosci wystarczajace.
6. Jak ja zabezpieczyc aby mozna bylo ja wyjac i uzyc jeszcze raz
Najistotniejsze to srodki rozdzielajace. Zywica chwyta bardzo mocno i bez opanowania tematu srodkow rozdzelajacych nie ma mowy o wyjmowaniu czegokolwiek z czegokolwiek. Profesjonalisci zdaja sie stosowac warstwe (albo warstwy) wosku, na ktore po wyschnieciu nakladaja drugi srodek (najprawdopodobniej PVA). Forma powinna byc w miare mozliwosci rozkrecana. Jesli nie jest rozkrecana to nalezy zastosowac skosy na odlewie, ulatwia to wysuwanie z formy.
7. Jak zalewac forme
Odlewy robi sie do gory nogami (dol formy to gora korpusu maszyny). Na dole bedzie najbardziej zbity material a nadmiar zywicy wyplynie na powierzchnie gdzie bedzie spod maszyny. Najwazniejsze jest ciagle wibrowanie formy- moj pierwszy odlew byl wibrowany w sumie ponad 2 godziny i mysle ze byl to klucz do sukcesu.
8. Jak wibrowac aby uzyskac jak najlepsze efekty
Parametry byly opisywane wczesniej. Mozna wibrowac stolem, mozna wibrowac motorem (lub motorami) na sciankach formy. Najwazniejsze zeby wibrowac i to dlugo. Niektore firmy pisza ze wibruja az do zelowania.
Podsumowujac, 3 najbardziej istotne rzeczy to: Precyzyjne proporcje zywicy/wypelniacza + Absolutnie suchy/czysty material + Dlugotrwale wibrowanie formy (co zapewni nie tylko duze ubicie materialu ale rowniez zwilzenie wszystkich ziaren). Pogwalcenie ktorejkolwiek z tych zasad gwarantuje porazke. Proponuje tez przestrzegac instrukcji producenta dot. temperatury w jakiej odbywa sie praca z zywica i co szczegolnie wazne zasad BHP- zywica przenika zwykle rekawice lateksowe w 5 minut i jest wchlaniana w skore co powoduje powazne alergie. Odpowiedni material na rekawice to nitrile rubber albo nitrile butatoluene.
* * *
Jesli chodzi o moje komentarze na temat niespojnosci wieloczesciowych odlewow: Zawodowe maszyny najczesciej spotykam w jednym lub dwoch kawalkach. Sa specjalne zywice ktore potem uzywa sie do klejenia tych dwoch kawalkow i tak powstaje monolit maszyny. Powierzchnie bazowe i krytyczne komponenty czesto wkleja sie do gotowych odlewow (stad tez niektore odlewy robione sa bardzo niedokladnie a spody maszyn to nieraz +-6mm chropowatosci). W warunkach matorskich oczywiscie wszystkie chwyty dozwolone wiec nie bede niczego sugerowal ani doradzal.
Moj problem byl rowniez taki ze nie bylem w stanie zrobic jednoczesciowej maszyny o takich gabarytach. Robienie portalu w 4 czesciach wielokrotnie przedluzylo caly process, kosztowalo tez zdecydowanie wiecej pracy i energii. Dodatkowo musialem uzyc cala mase zelastwa w miejscu polaczen co wcale nie wyszlo maszynie na zdrowie- epoxybetonu uzywa sie na korsusy aby wyeliminowac materialy typu stal i aluminium (chocby ze wzgedu na ich rozszerzalnosc cieplna i sklonnosc do wibracji) a nie po to zeby promowac ich uzywanie. Fakt ze czasami stosuje sie wzmocnienia np w postaci stalowych klatek aby poprawic sztywnosc korpusu, ale te rzeczy sa uzasadnione i jest to robione w sposob kontrolowany.
Jestem rownniez w sytuacji gdzie pod koniec roku bedzie mnie czekala przeprowadzka i nie moge sobie pozwolic na budowanie wielkich i ciezkich rzeczy. Gdybym robil wszystko jeszcze raz dzisiaj to zrobilbym prawie dokladnie tak samo. Gdy sie przeprowadze i bede mial stale miejsce to moja nastepna konstrukcja bedzie jedno-dwuczesciowa. Na pewno nie szescioczesciowa.
* * *
Z cyklu maszynowe porno: Zdjecie korpusu maszyny z firmy ktorej sama nazwa u wielu ludzi z branzy wywoluje dreszcze. Uzytkownicy maszyn tej firmy potwierdzaja ze dokladnosc obrobki mozna mierzyc w mikronach. (W przeciwienstwie do maszyn Mikrona o ktorych uzytkownicy mowia ze maja problem z utrzymaniem dwoch setek).


Nie znam modelu maszyny i nie wiem do czego jest ona przeznaczona, widac jednak ile pracy trzeba wlozyc aby zrobic korpus tradycyjnymi metodami. Dodam ze korpusy sa chlodzone ciecza. Tutaj inny model:
* * *
Video ktore zamiescil Zbych pochodzi z firmy w ktorej szkolil sie jeden z ludzi postujacych na amerykanskim forum. Mowil m.in. ze stara sie unikac metalowych czesci w swoich odlewach, a takze ze dla zmniejszenia wagi uzywa styropianowych rdzeni lub skrzynek zbitych z pazdzierza ktore wpuszcza na stale do odlewu. Wspomnial tez o "smarowaniu" wypelniacza, czyli stosowaniu troche wiekszej ilosc zywicy niz potrzeba w celu zwilzenia i umozliwienia lepszego ubicia materialu (wibrowanie podobno zalatwia potem sprawe i wypycha nadmiar zywicy na powierzchnie). Wspominalem juz o tym wczesniej, to samo pisali Szwajcarzy w opisie swojego systemu Granitan. Nie przeprowadzalem zadnych doswiadczen w tym kierunku, faktem natomiast jest ze nawet przy uzyciu 20% epoxy udalo mi sie osiagnac fenomenalne ubicie materialu na spodzie formy w moim pierwszym odlewie (w czasie gdy na gorze formy byla mokra zupa). Czyli byc moze jest to prawda z tym smarowaniem.
Dodam ze moj odlew byl dosyc skomplikowany i pelen dlugich ciasnych (2cm) zakamarkow- balem sie ze nie wszedzie dojdzie wiec oczywiscie przesadzilem z zywica. Znajomy inzynier napracowal sie zeby mi skalibrowac wypelniacz (teoretycznie moglem osiagnac wypelnienie 88%!), a ja zrobilem z tego mokra zupe. Byla to wrecz nieprzyzwoita ilosc kleju i bede sie staral nigdy wiecej tego nie powtorzyc.
Jakosc powierzchni rowniez przestaje byc dla mnie wazna. Po pierwszych doswiadczeniach jestem tak zafascynowany "kamiennoscia" odlewow, ze zrobilbym wszystko aby osiagnac 10-15% kleju objetosciowo i pozbyc sie "plastikowosci" ktora nekala mnie swego czasu.

Wroce jeszcze do pytania "dlaczego masa do wykonania korpusu ma być półsucha". Kolega Jaszuk88 zwrocil uwage ze "Wytrzymałość elementów o grubosci 5cm wykonanych z masy z zawartością 20% żywicy jest ogromna". Istotnie- sztywnosc odlewu wzrasta ze zmniejszeniem ilosci kleju.
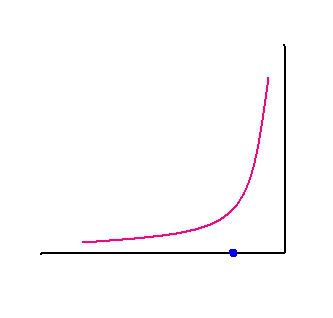
Kolejny fakt: Sztywnosc nie konczy sie ponizej 20% zawartosci zywicy- wrecz przeciwnie. Cala zabawa dopiero zaczyna sie po zejsciu do 12.5% i sztywnosc rosnie az do teoretycznej maksymalnej gestosci przy 8%.
Niebieski znak to ok 20% zywicy, czerwona lina przedstawia sztywnosc:
Kilka uwag:
- Maksymalna teoretyczna gestosc 92% bazuje na pracach Francuzow ktorzy poswiecili 20 lat na kalibrowanie, mieszanie i wibrowanie wypelniacza do cementu. Z tej pracy powstalo oprogramowanie ktore jest dostepne na stronie francuskiego ministerstwa drog i mostow w cenie ok 1500 EUR. Oprogramowanie kalibruje ziarna w zaleznosci od wielkosci i ksztaltu. Mieszanie ziaren okraglych z kanciastymi zmienia strukture o kilka procent- trzeba to miec na uwadze i uwzglednic przy obliczeniach. Prace Francuzow wskazuja rowniez ze maksymalne wypelnienie mozna osiagnac tylko pod wplywem prasowania- bez tego maksymalna gestosc spada do ok 90% o ile pamietam. Nacisk na wypelniacz podczas wibrowania nie jest jednak duzy- ulozenie plyty pazdzierzowej i 2 cegiel zdaje sie zalatwialo sprawe.
- Inzynier z ktorym pracowalem na amerykanskim forum dokopal sie do dokumentacji z ktorej korzystali Francuzi i napisal swoje oprogramowanie. Stad pochodza obliczenia do mojego wypelniacza. Choc funkcjonalnosc programu byla jeszcze szczatkowa i nie uwzgledniala roznic ksztaltu ziaren to pozwalala na wypelnienie prawie 88% (plus minus 2% na bledy w obliczeniach). Obecnie dwoch ludzi dopracowuje oprogramowanie i bedzie ono specjalnie przeznaczone do betonu zywicznego (mam nadzieje ze nie bedzie kosztowalo 1500EUR).
- Producenci epoksydowo-kwarcowych blatow kuchennych od lat stosuja system gdzie jest tylko 5-7% zywicy. Jednak ich informacje sa podawane najczesciej wagowo. Objetosciowo bedzie to moze blizej 8-10%. Ich systemy sa troche inne: wypelniacz jest sciskany, podgrzewany, odpowietrzany i wibrowany za jednym zamachem i jest to robione w poteznych maszynach za 20 milionow USD. Wlosi maja na to patent od 40 lat, jest tylko jeden system. Wszystkie blaty na rynku robine sa w ten wlasnie sposob (roznia sie tylko wypelniacze, dodatki, zywice). Jesli ktos chcialby zbadac sztywnosc takiego odlewu to proponuje odwiedzic lokalny sklep budowlany. http://www.kujawia.pl/a8.php
- Wedlug obliczen maksymalne wypelnienie 92% udaloby sie dopiero osiagniac po zastosowaniu ciaglej kalibracji z gory na dol, przy 10 wypelniaczach podzielonych na 10 rownych porcji. Osiagniecie takiego wyniku domowymi sposobami jest raczej niemozliwe wiec podaje to tylko w ramach ciekawostki. Nawet gdybym robil maszyne za 20tys USD nie probowalbym osiagnac 92%. Dla mnie osobiscie zmniejszenie ilosci zywicy wiaze sie nie tyle z ograniczeniem kosztow ale przede wszystkim zmniejszeniem rozszerzalnosci cieplnej odlewu. Jesli bylaby on satysfakcjonujaca przy 15% kleju to nie nawet bym sie nie wysilal tylko uzyl 15%. (Niektore moje probki wykazaly rozszerzalnosc cieplna dwukrotnie wieksza niz aluminium- zywica prawdopodobnie nie ma zbyt dobrych parametrow plus uzycie 20%, stad slaby wynik).
- Co do sztywnosci to rowniez nie zawracalbym sobie glowy. Jakis czas temu przedstawialem link do video testu probki w USA gdzie kolega uzyl zwyklego materialu kwarcowego (do betonow) z zwirowni i probka osiagnela prawie 3ksi. Zawodowe kompozyty mieszcza sie w granicach 2-4ksi wiec byl to fenomenalny wynik. Jako ze uzyl standardowego wypelniacza do betonu, gestosc probek nie mogla przekraczac 85%. (Wszystkie moje liczby zawsze podaje objetosciowo).
- Pamietam ze formula ktorej uzylem wymagala dwoch identycznych porcji najdrobniejszego wypelniacza (200-20 mikronow oraz 20-2 mikronow). Nie mialem tego najdrobniejszego i pamietam ze nie zastanawiajac sie uzylem jednej porcji jakiegos wiekszego i dwoch porcji 200-20mikronow. Zaczynam podejrzewac ze zwiekszylo to zapotrzebowanie na zywice o kilka procent. Nastepnym razem bede sie staral przestrzegac formuly.
- Moja najwieksza dotychczasowa porazka to niemoznosc przetestowania 10% mikstury. Poczatkowe wyniki byly tak zadowalajace ze rzucilem sie w wir pracy i nie bylo czasu ani sensu wracac juz do testow. Rezultaty przekroczyly moje oczekiwania i na dzien dzisiejszy calkowicie wycofalem sie dzialalnosci tamtego forum, skupiam sie tylko i wylacznie na wlasnym projekcie. Do tematu wroce moze za rok, jak skoncze wszystkie swoje projekty.
- Najistotniejsza rzecz o ktorej jeszcze nie wspomnialem. Sztywnosc na powyzszym wykresie zwieksza sie dramatycznie gdy poszczegolne ziarna opieraja sie o siebie sciankami- klej stanowi wtedy tylko matryce i sam nie uczestniczy w przenoszeniu obciazenia. Jest to bardzo istotne zjawisko ktoremu warto sie przyjrzec. Technicznie do sklejenia poszczegolnych ziaren wystarczy ok 30 mikronowa warstwa kleju. Im wiecej kleju tym bardziej plastikowa struktura- ziarna nie opieraja sie wtedy bezposrednio o siebie tylko wyginaja w kleju. Matryca pojawia sie dopiero gdy ziarna sa ciasno spakowane:

Cale obciazenie przechodzi wtedy na ziarna kwarcu ktory z natury jest dosyc twardy. Przy lamaniu probek istotne jest tez zeby pekaly ziarna wypelniacza- bez oddzielania sie od kleju. Moje probki zawieraly Al2O3 ktore jest 4 krotnie twardsze od kwarcu. Ziarna te mialy rozmiar kilka milimetrow i pekaly na pol bez oddzielenia sie od zywicy.
* * *
Zdjecie ukradzione z niemieckiego forum pokazuje ze niektore firmy robiace odlewy wcale nie przejmuja sie jakoscia powierzchni, a jedynie dbaja o gestosc i parametry odlewu.

Przy frezowaniu metalu liczy sie sztywnosc odlewu, niska rozszerzalnosc cieplna i niski koszt odlewu. Uzycie jak najmniejszej ilosci epoxy ma tu zdecydowanie sens. Chcialbym aby moje odlewy kiedys tak wygladaly.
* * *
Termin ukonczenia projektu zbliza sie szybkimi krokami wiec bede sie teraz pojawial na forum troche rzadziej. Pytania i uwagi jak zwykle mile widziane, na wszystkie postaram sie odpowiedziec.
Pozdrowienia!
Zamowilem ja u jednego nowojorskiego rzemieslnika z rosyjskim akcentem. Facet byl na tyle uprzejmy ze wycial otwory pod wentylatory wiec nic tylko skrecac. Zasilanie pochodzi z tego samego zrodla- 1.5KVA, 170VDC, 9A - nie jest to duzo jak na 1kW serwa ale dla moich potrzeb powinno wystarczyc. Jeden ze znajomych elektronikow ocenil ze nie widzi tu wiekszych potrzeb niz 500W (w sumie). Oprocz wentylatorow wszystko w skrzyni jest luzem- nie znam sie zupelnie na elektronice i na razie nie spieszy mi sie aby wsadzac tam rece.
24VAC na jednym z wyjsc chcialbym zmienic na 24VDC i zasilac tym wentylatory. Planuje uzyc tego niepozornego i zupelnie mi nieznanego gizma:
W skrzyni widac tez maly zasilacz do logiki. Za miesiac dolaczy tutaj sterownik USB pulsujacy step/dir do 4Mhz, ktory niedlugo wchodzi na rynek. Brian z Artsoft testuje go na swojej maszynie:
Sa tez komponenty na obie osie Z:

Cztery takie sruby (C3) upolowalem na Ebay po ok. 60USD sztuka. Lozyska rowniez Ebay, jeszcze sprzed 2 lat. (Na Ebay kupuje tylko lozyska nowe, fabrycznie zapakowane).
Nie wiem jeszcze jak bedzie wygladala os Z. Nie chcialbym pakowac sie w kosztowne pracochlonne rozwiazania ktore okaza sie potem malo uzyteczne- tym bardziej ze nie mam zadnego doswiadczenia z maszynami, a z maszynami wielowrzecionowymi ani tyle. Najprawdopodobniej zrobie jedna os z ogolnie dostepnych komponentow i bede ja testowal pod katem moich wymagan. Jesli zda egzamin to zaprojektuje ostateczna wersje dla 2 osi Z i albo zamowie elementy w warsztacie albo sam wyprofiluje na swojej maszynie.
* * *
Czy epoxy to niewypal? Trudno powiedziec- wszystko najprawdopodobniej wyjdzie w praniu. Moze sie okazac niewypalem jesli koledzy beda budowali korpusy z epoxy zamiast z kamienia wiazanego za pomaca epoxy. Jest to bardzo istotna roznica i musi byc zrozumiana przez kazdego kto podejmuje sie budowy. Epoxy to plastik i moze sie zachowywac tylko jak plastik. (Fakt ze nawet plastik lepiej tlumi wibracje niz stalowy profil- Japonczycy w latach 70tych zrobili frezarke HSM z plastiku i byla ona nieuchwytna dla tradycyjnych konstrukcji stalowych. Proponuje jednak nie probowac i skoncentrowac sie na maszynach z kamienia).
* * *
Powroce jeszcze na strone 17 gdzie koledzy zamiescili kilka istotnych pytan. Jeden z kolegow wspomnial koszt materialu. Bardzo istotny fakt: Cena zawodowej mikstury jaka mozna kupic w USA nie przekracza 1.9USD za kilogram. Mowiac zawodowej mam na mysli komercyjny amerykanski produkt i to produkt wysokiej klasy (firma Accures)- wszystko wlacznie z zywica, wypelniaczami i dodatkami jakie tam zapewne stosuja. Koszt 100kg odlewu= 440PLN.
Ja kupowalem wszystko osobno- nie dosc ze w niewielkich ilosciach i po zabojczych cenach detalicznych u lokalnego dealera, to jeszcze wybieralem najwymyslniejsze rodzaje kwarcu (prawie laboratoryjnej czystosci), tlenku glinu, mikrosfer, itp. A i tak cena calosci wraz z zywica nie przekroczyla 1.95USD za kilogram.
Czyli mozna bezpiecznie zalozyc ze cena nigdy nie przekroczy 1.9USD za kilogram. Mysle tez ze w Polsce trzeba by wlozyc duzo wysilku zeby az tyle zaplacic i przy odrobinie sprytu mozna to zrobic duzo taniej. Najwiekszy koszt to zywica, dlatego trzeba wlozyc maksimum wysilku aby zminimalizowac ilosc zywicy w odlewie do powiedzmy 10-15% objetosciowo. Francuska zywica specjalnie przeznaczona na korpusy maszyn kosztuje w Amodzie ok. 40PLN za kilogram +VAT.
Wiekszosc wypelniacza mozna znalezc za darmo nad rzeka i samemu sobie przesiac. Do tego mozna uzyc na przyklad piasek kwarcowy z piaskownicy lub z pobliskiej plazy. Z reszty wypelniaczy mozna dokupic worek drobnego kalibrowanego kwarcu ktory pozwoli osiagnac wieksze wypelnienie przestrzeni.
Brak dostepu do odpowiednich wypelniaczy czy mozliwosci precyzyjnej kalibracji nie powinien nikogo zniechecac. Rozmiary od 0.1mm w dol mozna zastapic darmowym pylem granitowym z lokalnego warsztatu. Pyl ten da kolor oraz wypelni wszystkie istotne miejsca az do 2 mikronow. Jedyny koszt pylu to przyholowanie worka na wlasne podworko, wysuszenie i odseparowanie wszystkiego co powyzej 0.1mm (w tym konkretnym przypadku). Koledzy pamietaja jak dziala kalibracja- chodzi o to zeby nie powtarzac rozmiarow.
Fakt ze kwarc o czystosci 99.9% zdalby lepiej egzamin ale jesli ktos jest na budzecie i nie ma wyboru to lepiej uzyc cokolwiek i zrobic cos, niz nic. Najwyzej straci tu i tam kilka(nascie?) procent na sztywnosci czy innych parametrach ale zrealizuje odlew i bedzie on mniej wiecej dzialal zgodnie z zalozeniami. (Uzywanie materialow miekkszych od kwarcu znacznie zmniejszy sztywnosc, a nieskalibrowanie wypelniacza znacznie zwiekszy zapotrzebowanie na zywice).
* * *
Prosze zwrocic uwage ze oryginalnym celem bylo to co zrobili Niemcy na forum Peters CNC Ecke a nie to czym zajmuje sie ja badz moi koledzy w USA (dwoch inzynierow w USA optymalizuje miksture pod katem wysokodolarowych zastosowan komercyjnych). Niemcy nie dosc ze uzywaja wypelniacza o zwyklej kalibracji cementowej (ktory ze wzgledow matematycznych wymusza uzycie ponad 12.5% zywicy objetosciowo), to jeszcze nigdy nie zajeli sie tematem odpowietrzania prozniowego, ulepszania cieplnego odlewow, stosowania surfaktantow, dodatkow silanowych, studiowania reologii, i miliona innych rzeczy jakie dotycza odlewow granitowych- a mimo to produkuja solidne maszyny do frezowania metalu i z tego co widze to osiagaja duzy sukces:
Rozmawialem na forum z Thomasem Zietz, sam przyznal ze nie wnikaja w szczegoly a raczej koncentruja sie na wykonaniu form i usprawnieniu calego procesu. Stosuja gotowy skalibrowany wypelniacz od lokalnego dealera i wibruja formy, to wszystko. Nie wiem czy wiedza nawet jaka jest rozszerzalnosc cieplna ich kompozytu przy ilosci zywicy jaka stosuja, przypuszczam ze nie. Kalibracja ich wypelniacza nie pozwala na mniejsza ilosc epoxy niz powiedzmy 12.5%, tym samym rownie dobrze rozszerzalnosc cieplna ich maszyn moze smialo przekraczac rozszerzalnosc cieplna aluminium. Jednak w maszynach w tej cenie nie robi to az takiej roznicy i nad takimi rzeczami po prostu przechodzi sie do porzadku dziennego- ograniczenia buzdzetowe nie pozwalaja aby rozczulac sie nad wszystkim tak jak rozczulaja sie konstruktorzy wysokodolarowych odlewow do metrologii.
* * *
Na stronie 15 kolega Jaszuk88 pytal o poradnik. Trudno jest cos takiego napisac bo oryginalny temat jest dosc obszerny i zawiera ponad 2500 postow. Te kilkadziesiat postow tutaj na polskim forum to kwintesencja wszystkiego co najwazniejsze i juz bardziej nie chialbym tego skracac. Nowym uzytkownikom polecam przeczytanie obu tematow- nie tylko dla orientacji, ale glownie w celu zaoszczedzenia sobie problemow w przyszlosci. Prosze tez pamietac ze nie wszystkie kwestie zostaly do konca wyjasnione i wiele rzeczy wyjdzie jeszcze w praniu. Jesli chodzi o kwestie ktore poruszyl kolega:
1. Dobor zywicy
Bardzo trudny temat- nie ma ogolnie dostepnych informacji na temat zawartosci zywic sprzedawanych w polskich sklepach; Zywice sa rozcienczane i dlatego moga zawierac milion nieporzadanych dodatkow degradujacych odlewy- albo w postaci skurczu, rozszerzenia cieplnego, pekania, generowania napiec wewnatrz odlewu, itp. Moga tez zawierac toksyczne domieszki i wpedzic uzytkownika w alergie z ktore beda sie za nim ciagnely do konca zycia.
Generalnie sa 3 rodzaje zywic: Poliestrowe, Akrylowe oraz Epoksydowe.
Polyester (skrot UP)- zdecydowanie najtanszy z duroplastow ( http://pl.wikipedia.org/wiki/Duroplast ) o utwardzaniu w temp. pokojowej. Problemem tych zywic jest zapach, skurcz oraz wysoka temperatura utwardzania. Zachowanie tych zywic utrudnia formowanie precyzyjnych powierzchni oraz gwarantuje napiecia wewnatrz odlewu (zobacz pelzanie ponizej).
Zywice charakteryzuja sie slabym przyleganiem do granitowego/kamiennego wypelniacza i do tego typu odlewow uzywane sa niezmiernie rzadko.
Polymethylmethacrylate (skrot PMMA) czyli akrylowe- drozsze od poliestrowych, tansze od epoksydowych. Rowniez charakteryzuja sie wysoka temperatura utwardzania. Zmiany temperatury podczas odlewania i utwardzania gwarantuja powstanie wewnetrznych napiec w odlewie co czesto prowadzi do deformacji odlewu. W najgorszym przypadku spotyka sie pekniecia odlewow.
Przyleganie do kamiennego wypelniacza jest tu wystarczajace, zwlaszcza przy uzyciu duzej ilosci kwarcu (SiO2). Zywice te najczesciej stosuje sie na prototypy korpusow, nie spotyka sie ich natomiast w masowej produkcji.
Epoxy Resin (skrot EP) czyli epoksydowe- charakterystyke tych zywic mozna drastycznie regulowac w zaleznosci od uzytych skladnikow. Bez problemu mozna osiagnac mieszanke o wyjatkowo niskiej temperaturze twardnienia oraz niskiej lepkosci, tym samym produkujac odlewy bez wewnetrznych napiec/pekniec. Zywice te charakteryzuja sie dobrym przyleganiem do kwarcu ktory generalnie jest trudno przylegalny. Jedyny problem zywic epoksydowych to ich wysoka cena.
Pelzanie (creep)- tendencja materialu do powolnej deformacji na skutek napiec wewnatrz struktury. Bardzo ciekawy fenomen bo powstaje w sytuacji gdzie obciazenie jest w granicach wytrzymalosci materialu, czyli nie powino wystepowac a wystepuje. Deformacja powstaje powoli i jest w duzej mierze zalezna od dzialania wysokiej temperatury oraz dlugotrwalego obciazenia. Fenomen ten wystepuje we wszystkich betonach zywicznych. Jest tylko jeden sposob aby to zwalczac: robic odlewy twardniejace w niskiej temperaturze (minimalizowac napiecia wewnetrzne struktury) oraz uzywac jak najmniej zywicy (sama zywica jest glownym sprawca pelzania).
To cytat z jednego z wczesniejszych postow, ktory mniej wiecej przedstawia roznice pomiedzy najczesciej spotykanymi na rynku zywicami (do tego typu odlewow). Jesli ktos zdecyduje sie na zywice epoksydowa to na polskim rynku jest zywica specjalnie przeznaczona do tego typu odlewow (warszawski sklep Amod). Wystarczy wiec przejrzec PDF, temperature zelowania, lepkosc i reszte informacji i mniej wiecej porownac do zywic dostepnych na rynku albo w lokalnym sklepie. W tej konkretnej zywicy zwraca uwage temeratura zelowania DUZYCH odlewow (maksimum 95 stopni), oraz lepkosc 200cP. Dwie fenomenalnie istotne rzeczy.
2. Jaki wypelniacz
Najlepiej kalibrowany z gory na dol. Jesli nie ma kalibrowanego to jakikolwiek, stosowany w zasadzie opisanym przez jednego z kolegow: pilka do siatkowki, pilka do tenisa, itp (system ma niestety ograniczenia- bylo o tym pisane wielokrotnie). Czyli rozmiar kolejny to ok 1/5 rozmiaru poprzedniego- tak aby jak najwiecej zapelnic przestrzen. (Matematyka ziaren wymusza skalibrowanie z gory na dol aby moc zblizyc sie do granicy 10-15% objetosciowo. Bez kalibracji mozna liczyc na 30% pustej przestrzeni ktora wypelnia albo klej albo powietrze).
Do maszyny za wieksze pieniadze (albo maszyny do precyzyjnej obrobki metalu gdzie rozszerzalnosc cieplna odgrywa ogromna role) osobiscie staralbym sie uzyc dobrze skalibrowanego wypelniacza. Natomiast do mojej 5 metrowej ramy ktora mam zamiar bardzo tanio wykonac w ciagu najblizszych 12 miesiecy uzyje raczej piasku i zwiru ze zwirowni i kilku sprytnych dodatkow typu mikrosfery, itp. Zamiast dolara za kilogram wolalbym zapacic dolara za tone. Jedyne na co zwroce uwage to solidne wibrowanie szalunku (czy tez formy, zalezy jak to bede odlewal).
3. Jakie proporcje
Przede wszystkim nie przesadzac z najdrobniejszym wypelniaczem. Zwieksza on niesamowicie zapotrzebowanie na zywice i wykoleja cale obliczenia. Najbezpieczniej jest podzielic wszystko na rowne porcje (objetosciowo).
4. Sposob przygotowania mieszanki
Zalezy od wielkosci odlewu i czasu zycia zywicy. Najpierw dokladnie miesza sie zywice z utwardzaczem, potem dodaje wypelniacz. Odpowiednie proporcje zywicy i wypelniacza oraz ich dokladne wymieszanie jest krytyczne, nie nalezy tego lekcewazyc. Przy 10-15% kleju jest tego bardzo niewiele i nie mozna sobie pozwolic na niedbalosc. Moje wstepne doswiadczenia wskazywaly ze istotne jest dokladne zwilzenie calosci wypelniacza juz podczas mieszania. Ostatnio zaczynam sklaniac sie jednak ku wibrowaniu jako wysoce krytycznemu elementowi i mysle ze juz nie przykladalbym sie tak do mieszania a bardziej do wibrowania mikstury w formie. No i przede wszystkim nie robilbym tego w kuchennym mikserze po pare kilokramow, tylko kupil mala chinska betoniarke za 200USD z plastikowym bebnem i robil 50kg na raz.
5. Jak wykonac forme
Jak najtaniej i tak zeby nie rozleciala sie podczas wibrowania. Ja uzylem desek ze schodow wiec bylo dosyc drogo. Nastepnym razem uzyje czegos tanszego. Zbych zamiescil u Ernesta zdjecia niemieckich form i byly one w zypelnosci wystarczajace.
6. Jak ja zabezpieczyc aby mozna bylo ja wyjac i uzyc jeszcze raz
Najistotniejsze to srodki rozdzielajace. Zywica chwyta bardzo mocno i bez opanowania tematu srodkow rozdzelajacych nie ma mowy o wyjmowaniu czegokolwiek z czegokolwiek. Profesjonalisci zdaja sie stosowac warstwe (albo warstwy) wosku, na ktore po wyschnieciu nakladaja drugi srodek (najprawdopodobniej PVA). Forma powinna byc w miare mozliwosci rozkrecana. Jesli nie jest rozkrecana to nalezy zastosowac skosy na odlewie, ulatwia to wysuwanie z formy.
7. Jak zalewac forme
Odlewy robi sie do gory nogami (dol formy to gora korpusu maszyny). Na dole bedzie najbardziej zbity material a nadmiar zywicy wyplynie na powierzchnie gdzie bedzie spod maszyny. Najwazniejsze jest ciagle wibrowanie formy- moj pierwszy odlew byl wibrowany w sumie ponad 2 godziny i mysle ze byl to klucz do sukcesu.
8. Jak wibrowac aby uzyskac jak najlepsze efekty
Parametry byly opisywane wczesniej. Mozna wibrowac stolem, mozna wibrowac motorem (lub motorami) na sciankach formy. Najwazniejsze zeby wibrowac i to dlugo. Niektore firmy pisza ze wibruja az do zelowania.
Podsumowujac, 3 najbardziej istotne rzeczy to: Precyzyjne proporcje zywicy/wypelniacza + Absolutnie suchy/czysty material + Dlugotrwale wibrowanie formy (co zapewni nie tylko duze ubicie materialu ale rowniez zwilzenie wszystkich ziaren). Pogwalcenie ktorejkolwiek z tych zasad gwarantuje porazke. Proponuje tez przestrzegac instrukcji producenta dot. temperatury w jakiej odbywa sie praca z zywica i co szczegolnie wazne zasad BHP- zywica przenika zwykle rekawice lateksowe w 5 minut i jest wchlaniana w skore co powoduje powazne alergie. Odpowiedni material na rekawice to nitrile rubber albo nitrile butatoluene.
* * *
Jesli chodzi o moje komentarze na temat niespojnosci wieloczesciowych odlewow: Zawodowe maszyny najczesciej spotykam w jednym lub dwoch kawalkach. Sa specjalne zywice ktore potem uzywa sie do klejenia tych dwoch kawalkow i tak powstaje monolit maszyny. Powierzchnie bazowe i krytyczne komponenty czesto wkleja sie do gotowych odlewow (stad tez niektore odlewy robione sa bardzo niedokladnie a spody maszyn to nieraz +-6mm chropowatosci). W warunkach matorskich oczywiscie wszystkie chwyty dozwolone wiec nie bede niczego sugerowal ani doradzal.
Moj problem byl rowniez taki ze nie bylem w stanie zrobic jednoczesciowej maszyny o takich gabarytach. Robienie portalu w 4 czesciach wielokrotnie przedluzylo caly process, kosztowalo tez zdecydowanie wiecej pracy i energii. Dodatkowo musialem uzyc cala mase zelastwa w miejscu polaczen co wcale nie wyszlo maszynie na zdrowie- epoxybetonu uzywa sie na korsusy aby wyeliminowac materialy typu stal i aluminium (chocby ze wzgedu na ich rozszerzalnosc cieplna i sklonnosc do wibracji) a nie po to zeby promowac ich uzywanie. Fakt ze czasami stosuje sie wzmocnienia np w postaci stalowych klatek aby poprawic sztywnosc korpusu, ale te rzeczy sa uzasadnione i jest to robione w sposob kontrolowany.
Jestem rownniez w sytuacji gdzie pod koniec roku bedzie mnie czekala przeprowadzka i nie moge sobie pozwolic na budowanie wielkich i ciezkich rzeczy. Gdybym robil wszystko jeszcze raz dzisiaj to zrobilbym prawie dokladnie tak samo. Gdy sie przeprowadze i bede mial stale miejsce to moja nastepna konstrukcja bedzie jedno-dwuczesciowa. Na pewno nie szescioczesciowa.
* * *
Z cyklu maszynowe porno: Zdjecie korpusu maszyny z firmy ktorej sama nazwa u wielu ludzi z branzy wywoluje dreszcze. Uzytkownicy maszyn tej firmy potwierdzaja ze dokladnosc obrobki mozna mierzyc w mikronach. (W przeciwienstwie do maszyn Mikrona o ktorych uzytkownicy mowia ze maja problem z utrzymaniem dwoch setek).
Nie znam modelu maszyny i nie wiem do czego jest ona przeznaczona, widac jednak ile pracy trzeba wlozyc aby zrobic korpus tradycyjnymi metodami. Dodam ze korpusy sa chlodzone ciecza. Tutaj inny model:
* * *
Video ktore zamiescil Zbych pochodzi z firmy w ktorej szkolil sie jeden z ludzi postujacych na amerykanskim forum. Mowil m.in. ze stara sie unikac metalowych czesci w swoich odlewach, a takze ze dla zmniejszenia wagi uzywa styropianowych rdzeni lub skrzynek zbitych z pazdzierza ktore wpuszcza na stale do odlewu. Wspomnial tez o "smarowaniu" wypelniacza, czyli stosowaniu troche wiekszej ilosc zywicy niz potrzeba w celu zwilzenia i umozliwienia lepszego ubicia materialu (wibrowanie podobno zalatwia potem sprawe i wypycha nadmiar zywicy na powierzchnie). Wspominalem juz o tym wczesniej, to samo pisali Szwajcarzy w opisie swojego systemu Granitan. Nie przeprowadzalem zadnych doswiadczen w tym kierunku, faktem natomiast jest ze nawet przy uzyciu 20% epoxy udalo mi sie osiagnac fenomenalne ubicie materialu na spodzie formy w moim pierwszym odlewie (w czasie gdy na gorze formy byla mokra zupa). Czyli byc moze jest to prawda z tym smarowaniem.
Dodam ze moj odlew byl dosyc skomplikowany i pelen dlugich ciasnych (2cm) zakamarkow- balem sie ze nie wszedzie dojdzie wiec oczywiscie przesadzilem z zywica. Znajomy inzynier napracowal sie zeby mi skalibrowac wypelniacz (teoretycznie moglem osiagnac wypelnienie 88%!), a ja zrobilem z tego mokra zupe. Byla to wrecz nieprzyzwoita ilosc kleju i bede sie staral nigdy wiecej tego nie powtorzyc.
Jakosc powierzchni rowniez przestaje byc dla mnie wazna. Po pierwszych doswiadczeniach jestem tak zafascynowany "kamiennoscia" odlewow, ze zrobilbym wszystko aby osiagnac 10-15% kleju objetosciowo i pozbyc sie "plastikowosci" ktora nekala mnie swego czasu.

Wroce jeszcze do pytania "dlaczego masa do wykonania korpusu ma być półsucha". Kolega Jaszuk88 zwrocil uwage ze "Wytrzymałość elementów o grubosci 5cm wykonanych z masy z zawartością 20% żywicy jest ogromna". Istotnie- sztywnosc odlewu wzrasta ze zmniejszeniem ilosci kleju.
Kolejny fakt: Sztywnosc nie konczy sie ponizej 20% zawartosci zywicy- wrecz przeciwnie. Cala zabawa dopiero zaczyna sie po zejsciu do 12.5% i sztywnosc rosnie az do teoretycznej maksymalnej gestosci przy 8%.
Niebieski znak to ok 20% zywicy, czerwona lina przedstawia sztywnosc:
Kilka uwag:
- Maksymalna teoretyczna gestosc 92% bazuje na pracach Francuzow ktorzy poswiecili 20 lat na kalibrowanie, mieszanie i wibrowanie wypelniacza do cementu. Z tej pracy powstalo oprogramowanie ktore jest dostepne na stronie francuskiego ministerstwa drog i mostow w cenie ok 1500 EUR. Oprogramowanie kalibruje ziarna w zaleznosci od wielkosci i ksztaltu. Mieszanie ziaren okraglych z kanciastymi zmienia strukture o kilka procent- trzeba to miec na uwadze i uwzglednic przy obliczeniach. Prace Francuzow wskazuja rowniez ze maksymalne wypelnienie mozna osiagnac tylko pod wplywem prasowania- bez tego maksymalna gestosc spada do ok 90% o ile pamietam. Nacisk na wypelniacz podczas wibrowania nie jest jednak duzy- ulozenie plyty pazdzierzowej i 2 cegiel zdaje sie zalatwialo sprawe.
- Inzynier z ktorym pracowalem na amerykanskim forum dokopal sie do dokumentacji z ktorej korzystali Francuzi i napisal swoje oprogramowanie. Stad pochodza obliczenia do mojego wypelniacza. Choc funkcjonalnosc programu byla jeszcze szczatkowa i nie uwzgledniala roznic ksztaltu ziaren to pozwalala na wypelnienie prawie 88% (plus minus 2% na bledy w obliczeniach). Obecnie dwoch ludzi dopracowuje oprogramowanie i bedzie ono specjalnie przeznaczone do betonu zywicznego (mam nadzieje ze nie bedzie kosztowalo 1500EUR).
- Producenci epoksydowo-kwarcowych blatow kuchennych od lat stosuja system gdzie jest tylko 5-7% zywicy. Jednak ich informacje sa podawane najczesciej wagowo. Objetosciowo bedzie to moze blizej 8-10%. Ich systemy sa troche inne: wypelniacz jest sciskany, podgrzewany, odpowietrzany i wibrowany za jednym zamachem i jest to robione w poteznych maszynach za 20 milionow USD. Wlosi maja na to patent od 40 lat, jest tylko jeden system. Wszystkie blaty na rynku robine sa w ten wlasnie sposob (roznia sie tylko wypelniacze, dodatki, zywice). Jesli ktos chcialby zbadac sztywnosc takiego odlewu to proponuje odwiedzic lokalny sklep budowlany. http://www.kujawia.pl/a8.php
- Wedlug obliczen maksymalne wypelnienie 92% udaloby sie dopiero osiagniac po zastosowaniu ciaglej kalibracji z gory na dol, przy 10 wypelniaczach podzielonych na 10 rownych porcji. Osiagniecie takiego wyniku domowymi sposobami jest raczej niemozliwe wiec podaje to tylko w ramach ciekawostki. Nawet gdybym robil maszyne za 20tys USD nie probowalbym osiagnac 92%. Dla mnie osobiscie zmniejszenie ilosci zywicy wiaze sie nie tyle z ograniczeniem kosztow ale przede wszystkim zmniejszeniem rozszerzalnosci cieplnej odlewu. Jesli bylaby on satysfakcjonujaca przy 15% kleju to nie nawet bym sie nie wysilal tylko uzyl 15%. (Niektore moje probki wykazaly rozszerzalnosc cieplna dwukrotnie wieksza niz aluminium- zywica prawdopodobnie nie ma zbyt dobrych parametrow plus uzycie 20%, stad slaby wynik).
- Co do sztywnosci to rowniez nie zawracalbym sobie glowy. Jakis czas temu przedstawialem link do video testu probki w USA gdzie kolega uzyl zwyklego materialu kwarcowego (do betonow) z zwirowni i probka osiagnela prawie 3ksi. Zawodowe kompozyty mieszcza sie w granicach 2-4ksi wiec byl to fenomenalny wynik. Jako ze uzyl standardowego wypelniacza do betonu, gestosc probek nie mogla przekraczac 85%. (Wszystkie moje liczby zawsze podaje objetosciowo).
- Pamietam ze formula ktorej uzylem wymagala dwoch identycznych porcji najdrobniejszego wypelniacza (200-20 mikronow oraz 20-2 mikronow). Nie mialem tego najdrobniejszego i pamietam ze nie zastanawiajac sie uzylem jednej porcji jakiegos wiekszego i dwoch porcji 200-20mikronow. Zaczynam podejrzewac ze zwiekszylo to zapotrzebowanie na zywice o kilka procent. Nastepnym razem bede sie staral przestrzegac formuly.
- Moja najwieksza dotychczasowa porazka to niemoznosc przetestowania 10% mikstury. Poczatkowe wyniki byly tak zadowalajace ze rzucilem sie w wir pracy i nie bylo czasu ani sensu wracac juz do testow. Rezultaty przekroczyly moje oczekiwania i na dzien dzisiejszy calkowicie wycofalem sie dzialalnosci tamtego forum, skupiam sie tylko i wylacznie na wlasnym projekcie. Do tematu wroce moze za rok, jak skoncze wszystkie swoje projekty.
- Najistotniejsza rzecz o ktorej jeszcze nie wspomnialem. Sztywnosc na powyzszym wykresie zwieksza sie dramatycznie gdy poszczegolne ziarna opieraja sie o siebie sciankami- klej stanowi wtedy tylko matryce i sam nie uczestniczy w przenoszeniu obciazenia. Jest to bardzo istotne zjawisko ktoremu warto sie przyjrzec. Technicznie do sklejenia poszczegolnych ziaren wystarczy ok 30 mikronowa warstwa kleju. Im wiecej kleju tym bardziej plastikowa struktura- ziarna nie opieraja sie wtedy bezposrednio o siebie tylko wyginaja w kleju. Matryca pojawia sie dopiero gdy ziarna sa ciasno spakowane:
Cale obciazenie przechodzi wtedy na ziarna kwarcu ktory z natury jest dosyc twardy. Przy lamaniu probek istotne jest tez zeby pekaly ziarna wypelniacza- bez oddzielania sie od kleju. Moje probki zawieraly Al2O3 ktore jest 4 krotnie twardsze od kwarcu. Ziarna te mialy rozmiar kilka milimetrow i pekaly na pol bez oddzielenia sie od zywicy.
* * *
Zdjecie ukradzione z niemieckiego forum pokazuje ze niektore firmy robiace odlewy wcale nie przejmuja sie jakoscia powierzchni, a jedynie dbaja o gestosc i parametry odlewu.
Przy frezowaniu metalu liczy sie sztywnosc odlewu, niska rozszerzalnosc cieplna i niski koszt odlewu. Uzycie jak najmniejszej ilosci epoxy ma tu zdecydowanie sens. Chcialbym aby moje odlewy kiedys tak wygladaly.
* * *
Termin ukonczenia projektu zbliza sie szybkimi krokami wiec bede sie teraz pojawial na forum troche rzadziej. Pytania i uwagi jak zwykle mile widziane, na wszystkie postaram sie odpowiedziec.
Pozdrowienia!






