



Witajcie,
Zrobiłem pomiary czujnikiem zegarowym i dokładność jest na poziomie 0,04 mm - także luzów nie ma.
Jeżeli chodzi o czujnik elektroniczny, zmniejszyłem prędkości najazdu na czujnik do 0,5 mm/s i mam dokładność na poziomie 0,1. Gdzieś wcześniej wyczytałem że przy narzędziach pełnowęglikowych taki czujnik może oszukiwać. Także obstawiam że tani czujnik może mieć taką dokładność.
Dziękuję za pomoc.
Czujnik długości narzędzia - niedokładne pomiary


-
stefanbatory
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 1
- Posty: 29
- Rejestracja: 09 gru 2012, 09:40
- Lokalizacja: Konin
Re: Czujnik długości narzędzia - niedokładne pomiary
Az 1 mm błędu pomiarowego to bardzo dziwna sprawa.. Tego typu pseudo czujniki, w obudowach z tworzywa nie są najszczęśliwszym wyborem, ale w pewnych sytuacjach mogą wystarczyć.. Jaka dokładność pomiaru Ciebie interesuje? Lub inaczej, co obrabiasz. Jaka maszyna - może foto? Celowałbym w problem z mechaniką.
PCBmania 
")
-
suleq
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 8
- Posty: 9
- Rejestracja: 02 wrz 2018, 09:56
Re: Czujnik długości narzędzia - niedokładne pomiary
Powiem szczerze, że już sam głupieję.
Obrabiam głównie płyty modelarskie (PUR) oraz mdf - tutaj nie potrzebowałem dużych dokładności, bo i tak elementy lakierowałem lub robiłem z nich formy poliestrowe. Więc było sporo szlifowania i szpachli.
Zachciało mi się form z aluminium. Właśnie przy aluminium okazało się jak ważny jest odpowiedni pomiar narzędzia i wychodzą wszystkie problemy. Maszyna to Sentinel 1525 Plot Electronics, sterowanie przez CNCGraf.
Mam jeszcze drugi problem - może to coś pomoże w postawieniu trafnej diagnozy? Przy frezowaniu przestrzennym, przy nazwijmy to "normalnych" prędkościach, element wygląda jak na zdjęciu, chodzi o te poziome prążki, element powinien być gładki (tutaj akurat jest duży odstęp ścieżek, ale tylko do prób):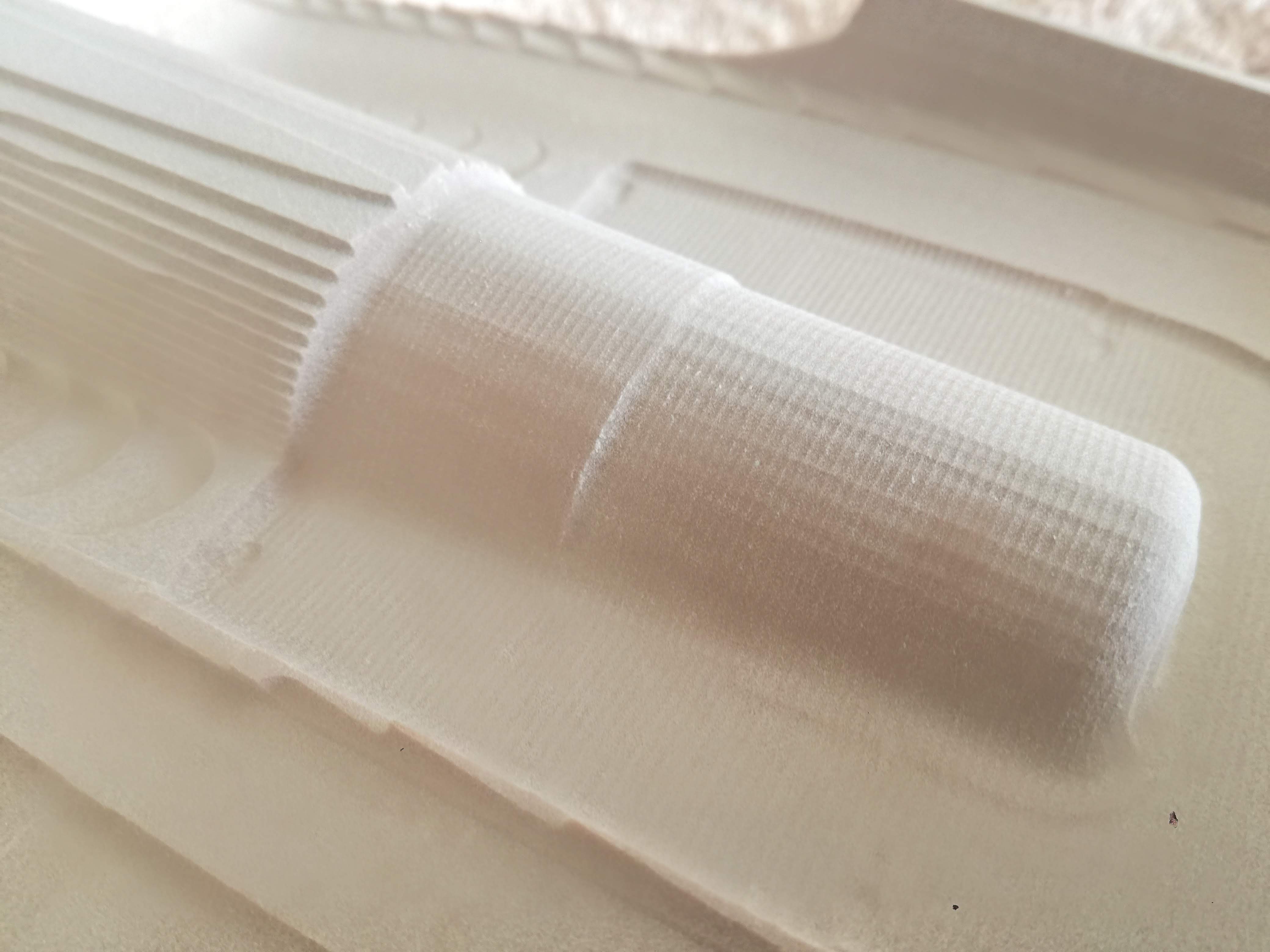
Zagęszczanie ścieżek ani poprzecznie ani wzdłużnie nic nie daje. Cały czas maszyna tak ząbkuje. Z tym że robi to powtarzalnie - mogę wyłączyć maszynę, włączyć i dalej będę miał ząbki w tym samym miejscu. Dopiero zmniejszenie prędkości do poziomu 10 mm/s daje w miarę zadowalający efekt. Luzów nie czuję i nie jestem w stanie złapać czujnikiem mechanicznym.
Czy na takie zachowanie może mieć wpływ zużycie łożysk (Hiwin) lub wałków/listew zębatych? Na oko nie widać nadmiernego zużycia, ale maszynę kupiłem jako używaną.
Bardzo dziękuję
Obrabiam głównie płyty modelarskie (PUR) oraz mdf - tutaj nie potrzebowałem dużych dokładności, bo i tak elementy lakierowałem lub robiłem z nich formy poliestrowe. Więc było sporo szlifowania i szpachli.
Zachciało mi się form z aluminium. Właśnie przy aluminium okazało się jak ważny jest odpowiedni pomiar narzędzia i wychodzą wszystkie problemy. Maszyna to Sentinel 1525 Plot Electronics, sterowanie przez CNCGraf.
Mam jeszcze drugi problem - może to coś pomoże w postawieniu trafnej diagnozy? Przy frezowaniu przestrzennym, przy nazwijmy to "normalnych" prędkościach, element wygląda jak na zdjęciu, chodzi o te poziome prążki, element powinien być gładki (tutaj akurat jest duży odstęp ścieżek, ale tylko do prób):
Zagęszczanie ścieżek ani poprzecznie ani wzdłużnie nic nie daje. Cały czas maszyna tak ząbkuje. Z tym że robi to powtarzalnie - mogę wyłączyć maszynę, włączyć i dalej będę miał ząbki w tym samym miejscu. Dopiero zmniejszenie prędkości do poziomu 10 mm/s daje w miarę zadowalający efekt. Luzów nie czuję i nie jestem w stanie złapać czujnikiem mechanicznym.
Czy na takie zachowanie może mieć wpływ zużycie łożysk (Hiwin) lub wałków/listew zębatych? Na oko nie widać nadmiernego zużycia, ale maszynę kupiłem jako używaną.
Bardzo dziękuję
-
piotr56
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 189
- Rejestracja: 21 sty 2016, 11:35
- Lokalizacja: Rzeszów
Re: Czujnik długości narzędzia - niedokładne pomiary
Hey
Wydaje mi się że gubisz w jakiś sposób kroki na osi Z i to może powodować błędy, jeśli to jest przyczyną to nawet czujnik zegarowy ci nie pomoże.
Jest prosty test, tylko nie rób go na sztywnym narzędziu, włóż szpilkę zamiast frezu, wyzeruj a potem zrób ruch narzędzia w górę o kilka czy kilkanaście cm w zależności od możliwości maszyny, wróć do zera i powtórz taki ruch kilkanaście czy nawet kilkadziesiąt razy. Po próbach oceń czy masz dalej zero.
Wydaje mi się że gubisz w jakiś sposób kroki na osi Z i to może powodować błędy, jeśli to jest przyczyną to nawet czujnik zegarowy ci nie pomoże.
Jest prosty test, tylko nie rób go na sztywnym narzędziu, włóż szpilkę zamiast frezu, wyzeruj a potem zrób ruch narzędzia w górę o kilka czy kilkanaście cm w zależności od możliwości maszyny, wróć do zera i powtórz taki ruch kilkanaście czy nawet kilkadziesiąt razy. Po próbach oceń czy masz dalej zero.
-
OversizedDorito
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 1
- Rejestracja: 17 wrz 2018, 09:44
Re: Czujnik długości narzędzia - niedokładne pomiary
Kiedyś mieliśmy taki sam problem i faktycznie to co pisze @piotr56 może rozwiązać problem (albo chociaż go nakreślić)
-
kubus838
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 2567
- Rejestracja: 06 lip 2009, 14:52
- Lokalizacja: Mszczonów
Re: Czujnik długości narzędzia - niedokładne pomiary
Oczywiście to jest bardzo dobra pomysł tylko ja bym jeszcze polecił spróbować zmieniać prędkość posuwu osi z w czasie tej próby. Oprócz tego jeszcze można zamienić napędy na osiach i sprawdzić czy coś się zmieni.piotr56 pisze: ↑15 wrz 2018, 20:19Jest prosty test, tylko nie rób go na sztywnym narzędziu, włóż szpilkę zamiast frezu, wyzeruj a potem zrób ruch narzędzia w górę o kilka czy kilkanaście cm w zależności od możliwości maszyny, wróć do zera i powtórz taki ruch kilkanaście czy nawet kilkadziesiąt razy. Po próbach oceń czy masz dalej zero.
robert
-
suleq
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 8
- Posty: 9
- Rejestracja: 02 wrz 2018, 09:56
Re: Czujnik długości narzędzia - niedokładne pomiary
Witam,
Silniki nie są krokowe, tylko serwo. Próby robiłem, wraca na zero, z dokładnością 0,04-0,05.
Maszyna ma 50 cm po osi z.
Problem jest przy dużych prędkościach, może maszyna nie nadąża za programem, ewentualnie komputer sterujący nie nadąża przetwarzać danych. Jutro pamięć RAM będzie zwiększona czterokrotnie i zobaczymy.
Pozdrowienia
Silniki nie są krokowe, tylko serwo. Próby robiłem, wraca na zero, z dokładnością 0,04-0,05.
Maszyna ma 50 cm po osi z.
Problem jest przy dużych prędkościach, może maszyna nie nadąża za programem, ewentualnie komputer sterujący nie nadąża przetwarzać danych. Jutro pamięć RAM będzie zwiększona czterokrotnie i zobaczymy.
Pozdrowienia






