




czym są zasilane silniki?
napięcie i moc
PROŚBA O PORADĘ


-
evoo
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 7
- Posty: 11
- Rejestracja: 18 lis 2017, 22:25
Re: PROŚBA O PORADĘ
Zasilanie to z tego co pamiętam 24VDC, 14A.
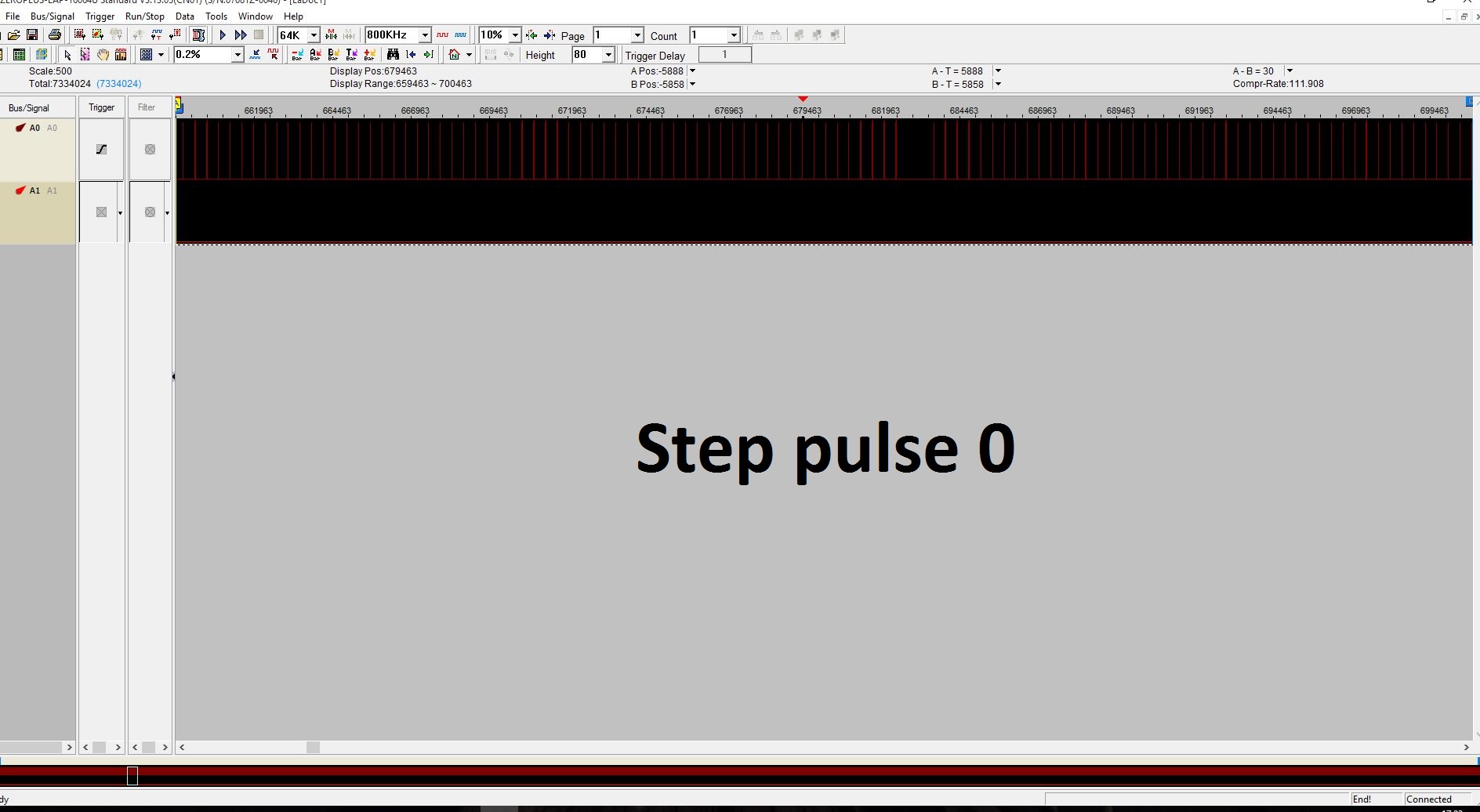
Podłączyłem się wczoraj tym sprzętem i pokazały się ciekawe rzeczy. Rzeczywiście wartość szerokości impulsu wpływa na sygnał i jego maksymalna wartość tak jak mówiłeś nie wynosi 5 lecz 15, z tym że im wyższa wartość tym częstotliwość wzrasta. Dodatkowo udało mi się zaobserwować braki tego sygnału w momencie gdy silnik gubi krok. Co ciekawe gdy ustawiona jest wartość na 0 to przy tak małej częstotliwości, gdy zostanie zgubiony jeden lub dwa impulsy to dochodzi do zgubienia kroku, lecz przy większej częstotliwości stosunek "przerwy" jest czasami do tego stopnia niewielki, że czasami go nie gubi. Podobne zjawisko zachodzi gdy podczas przejazdu jednej z osi zacznę klikać różne opcje w Machu. Więc można przypuszczać, że albo komputer nie wyrabia co raczej nie jest prawdopodobne, lub jeżeli w ogóle coś takiego istnieje to priorytety od przerwań na porcie LPT są źle ustawione. Kolejną rzeczą jest to, że na razie testuję pracę frezarki na wersji demo Macha, ponieważ chcę mieć pewność, że wszystko będzie dobrze działało i kupię licencję na pełną wersję w momencie gdy frezarka będzie działała poprawnie, lecz nie sądzę że wersja demo ma jakikolwiek wpływ na ten problem. Poniżej umieszczam wykresy, na których widać wypadanie impulsów.
step pulse 15
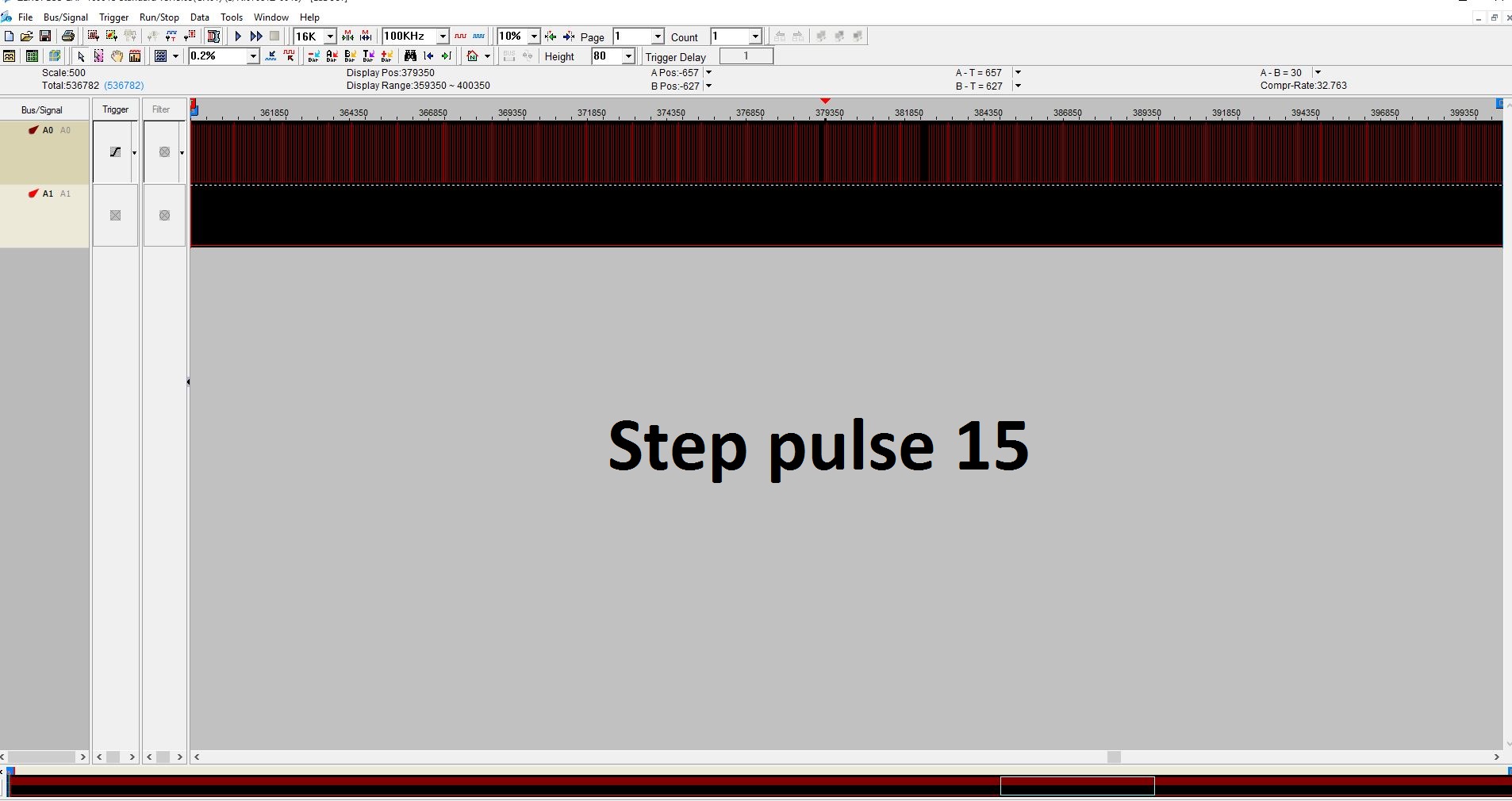
step pulse 0
Dodane 28 minuty 43 sekundy:
Wydaję mi się że aby wyeliminować ten problem muszę:
- przejść na xp - mało prawdopodobne że pomoże;
- wymienić komputer na mocniejszy - średnio prawdopodobne że pomoże;
- przejście na interfejs szeregowy (usb/ethernet)- wysoce prawdopodobne, że pomoże.
Polecacie jakiś sterownik cnc na porcie szeregowym? Wiem, że PicoCNC fajnie pracuje, ale może coś pod Macha bo nie chce na razie zmieniać softu skoro mam go już ogarniętego
Podłączyłem się wczoraj tym sprzętem i pokazały się ciekawe rzeczy. Rzeczywiście wartość szerokości impulsu wpływa na sygnał i jego maksymalna wartość tak jak mówiłeś nie wynosi 5 lecz 15, z tym że im wyższa wartość tym częstotliwość wzrasta. Dodatkowo udało mi się zaobserwować braki tego sygnału w momencie gdy silnik gubi krok. Co ciekawe gdy ustawiona jest wartość na 0 to przy tak małej częstotliwości, gdy zostanie zgubiony jeden lub dwa impulsy to dochodzi do zgubienia kroku, lecz przy większej częstotliwości stosunek "przerwy" jest czasami do tego stopnia niewielki, że czasami go nie gubi. Podobne zjawisko zachodzi gdy podczas przejazdu jednej z osi zacznę klikać różne opcje w Machu. Więc można przypuszczać, że albo komputer nie wyrabia co raczej nie jest prawdopodobne, lub jeżeli w ogóle coś takiego istnieje to priorytety od przerwań na porcie LPT są źle ustawione. Kolejną rzeczą jest to, że na razie testuję pracę frezarki na wersji demo Macha, ponieważ chcę mieć pewność, że wszystko będzie dobrze działało i kupię licencję na pełną wersję w momencie gdy frezarka będzie działała poprawnie, lecz nie sądzę że wersja demo ma jakikolwiek wpływ na ten problem. Poniżej umieszczam wykresy, na których widać wypadanie impulsów.
step pulse 15
step pulse 0
Dodane 28 minuty 43 sekundy:
Wydaję mi się że aby wyeliminować ten problem muszę:
- przejść na xp - mało prawdopodobne że pomoże;
- wymienić komputer na mocniejszy - średnio prawdopodobne że pomoże;
- przejście na interfejs szeregowy (usb/ethernet)- wysoce prawdopodobne, że pomoże.
Polecacie jakiś sterownik cnc na porcie szeregowym? Wiem, że PicoCNC fajnie pracuje, ale może coś pod Macha bo nie chce na razie zmieniać softu skoro mam go już ogarniętego
-
atom1477
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 3979
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Re: PROŚBA O PORADĘ
Jesteś pewien że te zdjęcia pokazują gubienie impulsów? Może to po prostu efekt rysowania cienkich linii na ekranie (niektóre są za cienkie i nie zostają narysowane). Albo efekt na małej częstotliwości próbkowania. Oba efekty to klasyczny efekt pracy analizatorów cyfrowych. Nie raz mi to utrudniało analizę. Lepiej (choć oczywiście dużo trudniej) się analizuje oscyloskopem analogowym.
A co do wymiany kompa to nie musi to być konieczne. Ja mam bardzo starego i słabego, a działa. Tylko że na Linuxie CNC.
A co do wymiany kompa to nie musi to być konieczne. Ja mam bardzo starego i słabego, a działa. Tylko że na Linuxie CNC.
Nie o to mi chodziło. Chodziło o to że tam się nie wpisuje wartości w us tylko po prostu liczbę. Wpisanie 0 daje czas impulsu powiedzmy 1us. Wpisanie 10 daje czas impulsu 4us. Też przykładowo. Nie wiem jaki jest przelicznik i czy jest on stały czy zależy od parametrów komputera (spodziewam się że zależy). Więc może i regulacja jest w zakresie 1...5us, ale nie jest realizowana przez wpisywanie liczb od 1 do 5, tylko liczb od 0 do 15 (czyli w takim wypadku by wychodziło że przelicznik to 1 = 0.33us). Skoro masz analizator to możesz to po prostu zmierzyć.Rzeczywiście wartość szerokości impulsu wpływa na sygnał i jego maksymalna wartość tak jak mówiłeś nie wynosi 5 lecz 15






