




Chciałbym wam przedstawić zaprojektowany przeze mnie interfejs do maszyny CNC.
Zapytacie pewnie po co projektować kolejny skoro jest ich pełno na rynku?
Spróbujcie poczytać do końca a wszystko się wyjaśni.
Standardowe interfejsy oferują wzmocnienie sygnałów osi X,Y,Z i ewentualnie optoizolację + sygnały wejściowe z czujników krańcowych. Wadą tych rozwiązań jest ograniczona ilość wejść/wyjść oraz w przypadku "chińczyków" brak dobrej dokumentacji.
Postanowiłem więc zaprojektować swój interfejs. Aktualnie sygnały sterujące pobierane są z portu LPT ale w opracowaniu jest również wersja ethernetowa.
Jakie były założenia:
1. Optoizolacja
2. Możliwość rozbudowy o dodatkowe wejścia/wyjścia
3. Prosta konfiguracja
A więc tak wygląda moduł interfejsu do montażu na szynie TS35
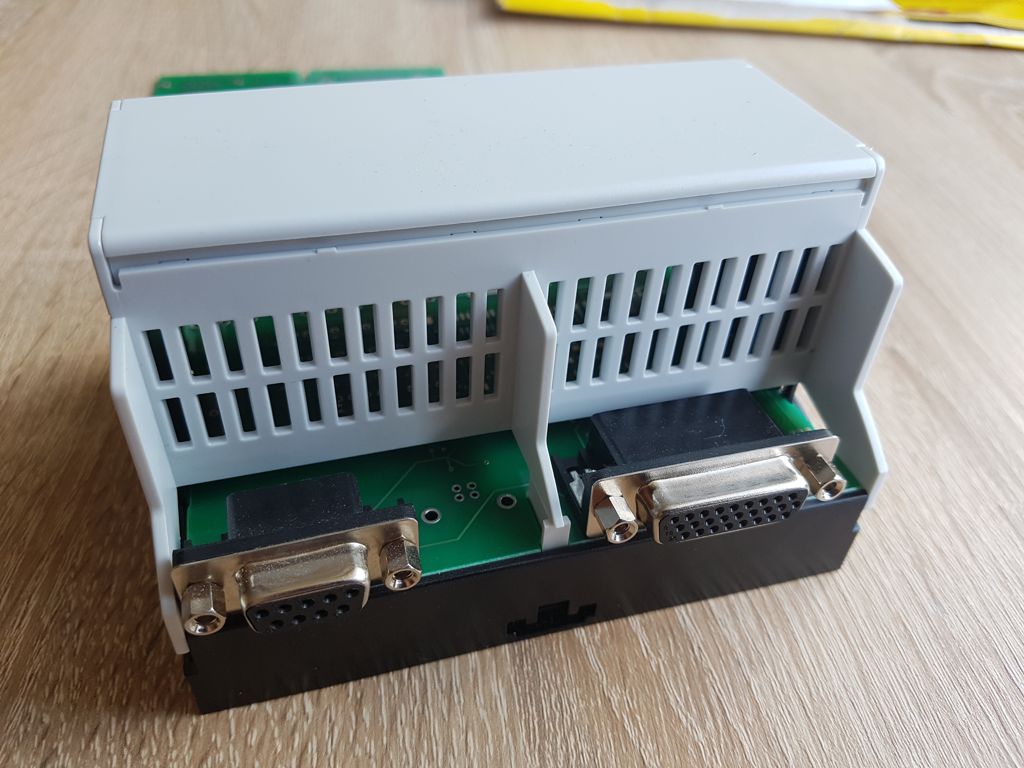


z dostępnymi sygnałami:
1. X, Y, Z, A Step
2. X, Y, Z, A Dir
3. Probe
4. X Limit
5. Y Limit
6. Z Limit
7. E-Stop
8. PWM
9. AOUT 0-10V
10. Styk NO przekaźnika
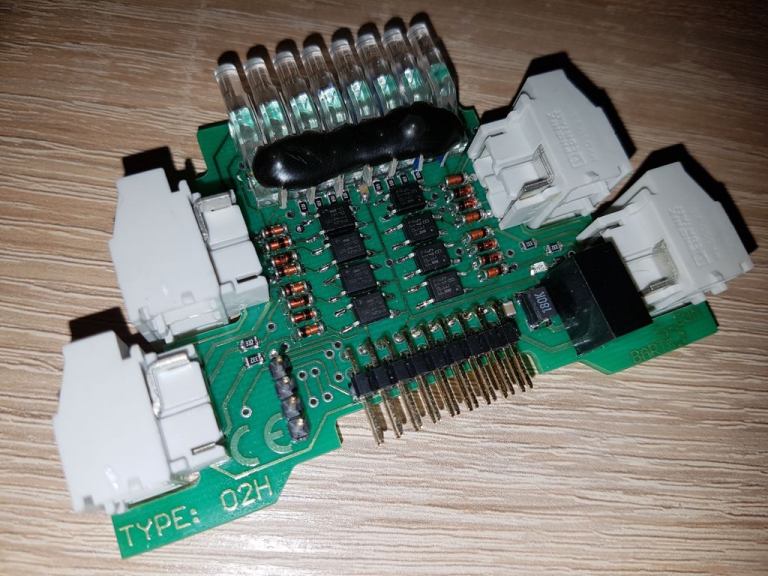
W sumie nic nowego nie zostało tu umieszczone ale po dołączeniu magistrali...

mamy możliwość rozbudowy o kolejne moduły I/O

tu na rysunku brak jeszcze górnych pokrywek na modułach.
Dostępne moduły to:
1. Wejście 0-24V x8
2. Wyjście 0-24V x8 (0,5A na kanał)
3. Wejście analogowe 12-bitowe (możliwość konfiguracji zakresu 0/10V, -2.5/2.5V, -5/5V, -10/10V) x8
4. Wyjście analogowe 12 bitowe (możliwość konfiguracji zakresu 0/5V, 0/10V, -5/5V, -10/10V) x4
5. Wejście enkoderowe (2 liczniki 16-bitowe 0/24V 1MHz)
Poniżej przykładowe moduły



Maksymalnie do magistrali może zostać podłączonych 16 modułów czyli w przypadku wejść 16x8 to 128 wejść. Oczywiście możemy dowolnie wkładać moduły wejść wyjść cyfrowych analogowych lub enkoderowych. Nie jest potrzebna żadna mechaniczna konfiguracja (np.: za pomocą jumper-ów). Wkładasz moduł i konfigurujesz tylko oprogramowanie MACH3 lub 4. Komunikacja z modułami jest za pomocą protokołu Modbus przez USB lub RS485.
Dzisiaj udało mi się uruchomić główny interfejs, pomyślnie przeszedł testy na biurku.
Oprogramowanie zostało napisane wcześniej do wykrywania i sterowania modułami IO.
Tu również obyło się bez niespodzianek. Po podłączeniu do Mach-a bez problemu mogę sterować dodatkowymi sygnałami wyjściowymi oraz odczytywać sygnały z wejść i podpinać je w MACH-u.
W opracowaniu mam również pulpit z kolorowym wyświetlaczem dotykowym do Mach-a.
Od jutra podpinam interfejs do maszyny i testów będzie ciąg dalszy....



")

")











