



plazma 1000x2000 ze spartusem, basenem i pingwinem ;)
-
creattine1
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 240
- Rejestracja: 25 gru 2015, 19:08
- Lokalizacja: nowy sącz
Też mogę ten zestaw polecić przy zwolnieniach na okręgach i rogach jest jakiś wysoka bardzo jak na ten sprzęt i blach a 2 wychodzi ładnie bardzo nie kosi pamiętam że przy p141 trafimtu były problemy jedynie blachę 8 i 10 ładnie palił a dysze można znalezxc w dobrych pieniadzach przyznam się ze dysza mnie wynosi niecałe 3 zł więc ekonomia jest
Tagi:


-
dragon44
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 11
- Posty: 616
- Rejestracja: 01 mar 2008, 20:46
- Lokalizacja: Lubsko
Dzięki Koledzy za opinie  Od kilku tygodni wożę zdjęcia w aparacie i dopiero hal mnie przycisnął, żeby znaleźć czas i zaktualizować temat.
Od kilku tygodni wożę zdjęcia w aparacie i dopiero hal mnie przycisnął, żeby znaleźć czas i zaktualizować temat.
Co do wyboru plazmy to Kolegi reklama Hefty 150 jakoś mnie nie przekonała. Jeśli chodzi o Shermana cutter 130, to znowu zapotrzebowanie na powietrze mnie powaliło na kolana. Musiałbym obok kompresora postawić pompkę rowerową i jechać jak drezyną ;p Miałem bardzo ciekawą ofertę na Hypertherma, niestety budżet ograniczony ;/ I koniec końców padło na tego Spartusa 65. Zobaczymy co z tego będzie. "Podobno" piętnastkę jedzie bez problemów z przebiciem, a powyżej są schody. W najbliższych tygodniach się okaże.
Tak jak wspominałem, mam problem z halem. Generalnie "rdzeń" programu ogarnięty, ale nie mogę połączyć zetki z thc. Co ciekawe pięć tanich krańcówek połączonych szeregowo łapie cały syf z powietrza, a kabel z ekranem. Nic nie włączone na maszynie, a szpilek jak u krawcowej. Na szczęście debounce pomogło Wracając do thc, to podłączyłem i włączyłem test. (Thc od Prokopcia, 150). W haloscopie widzę jak zmienia mi się turch up i down (piszę z pamięci), ale turch on stoi w miejscu ;/ Tak samo jak zetka. Jakby, któryś z kolegów, mógł rzucić okiem to będę wdzięczny
Ale najpierw kilka zdjęć
Przedni panel plazmy:

Komu plazmowe porno? ;p
Tak się prezentuje pajęczak z wanną. Jeszcze będzie malowana. Ta wiotka oś już przytyła i jeszcze przytyje, ale to zobaczycie wkrótce I przepraszam za bałagan ;p ja tam pracuje, a nie sprzątam ;pp

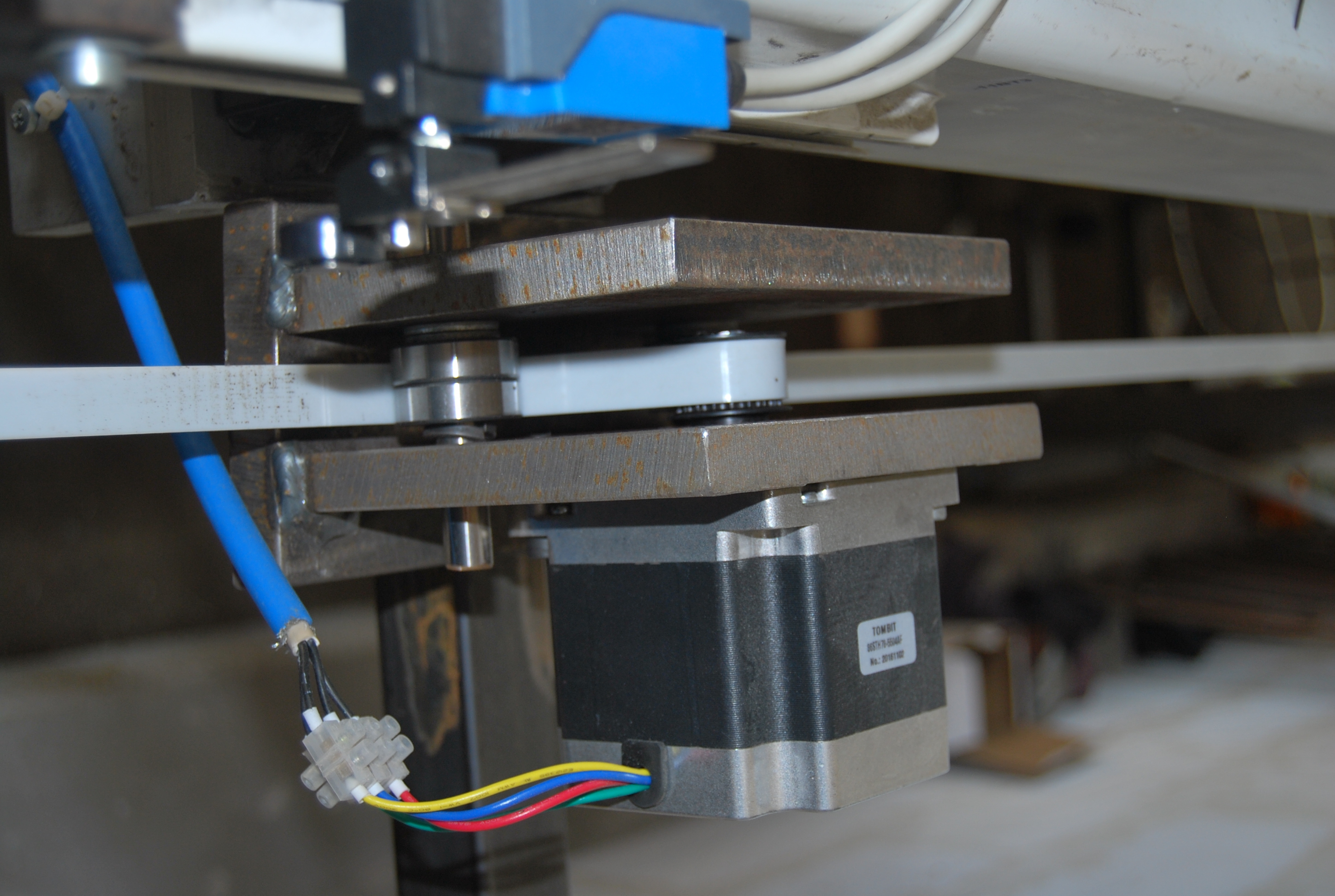
napęd najdłuższej osi oraz zetka.

Wspominany hal
arc-ok jest wpięty na pin 10, bo 15 chyba uwaliłem ;p Dostał 12V z zasilacza, a sam komputer się zrestartował ;/ a estop doklei się do krańcówek
I chyba to na tyle. Dzięki i miłego weekendu!
Bartek
Co do wyboru plazmy to Kolegi reklama Hefty 150 jakoś mnie nie przekonała. Jeśli chodzi o Shermana cutter 130, to znowu zapotrzebowanie na powietrze mnie powaliło na kolana. Musiałbym obok kompresora postawić pompkę rowerową i jechać jak drezyną ;p Miałem bardzo ciekawą ofertę na Hypertherma, niestety budżet ograniczony ;/ I koniec końców padło na tego Spartusa 65. Zobaczymy co z tego będzie. "Podobno" piętnastkę jedzie bez problemów z przebiciem, a powyżej są schody. W najbliższych tygodniach się okaże.
Tak jak wspominałem, mam problem z halem. Generalnie "rdzeń" programu ogarnięty, ale nie mogę połączyć zetki z thc. Co ciekawe pięć tanich krańcówek połączonych szeregowo łapie cały syf z powietrza, a kabel z ekranem. Nic nie włączone na maszynie, a szpilek jak u krawcowej. Na szczęście debounce pomogło
Ale najpierw kilka zdjęć
Przedni panel plazmy:
Komu plazmowe porno? ;p
Tak się prezentuje pajęczak z wanną. Jeszcze będzie malowana. Ta wiotka oś już przytyła i jeszcze przytyje, ale to zobaczycie wkrótce
napęd najdłuższej osi oraz zetka.
Wspominany hal
arc-ok jest wpięty na pin 10, bo 15 chyba uwaliłem ;p Dostał 12V z zasilacza, a sam komputer się zrestartował ;/ a estop doklei się do krańcówek
Kod: Zaznacz cały
# Generated by stepconf 1.1 at Tue Mar 28 18:04:28 2017
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0 out"
setp parport.0.reset-time 4000
loadrt stepgen step_type=0,0,0
loadrt lut5
# Torch Height Control
loadrt thcud
addf thcud servo-thread
#addf thcud base-thread
#### debounce
loadrt debounce cfg=1
addf debounce.0 base-thread
setp debounce.0.delay 100
#unlinkp motion.probe-input
#net probe-in debounce.0.0.in
#net probe-filt debounce.0.0.out => motion.probe-input
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
addf lut5.0 servo-thread
net spindle-cmd-rpm <= motion.spindle-speed-out
net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-at-speed => motion.spindle-at-speed
#net spindle-on <= motion.spindle-on
#net dout-00 <= motion.digital-out-00
#net din-00 => motion.digital-in-00
#net din-01 => motion.digital-in-01
#net din-02 => motion.digital-in-02
#net spindle-on => parport.0.pin-01-out
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net zdir => parport.0.pin-07-out
net astep => parport.0.pin-08-out
setp parport.0.pin-08-out-reset 1
net adir => parport.0.pin-09-out
#net dout-00 => parport.0.pin-16-out
setp parport.0.pin-17-out-invert 1
net xenable => parport.0.pin-17-out
net estop-ext <= parport.0.pin-15-in-not
#net all-limit-home <= parport.0.pin-11-in
#net din-00 <= parport.0.pin-12-in
#net din-01 <= parport.0.pin-13-in
#net din-02 <= parport.0.pin-15-in
setp lut5.0.function 0x10000
#net all-limit-home => lut5.0.in-4
#net all-limit <= lut5.0.out
#net homing-x <= axis.0.homing => lut5.0.in-0
#net homing-y <= axis.1.homing => lut5.0.in-1
#net homing-z <= axis.2.homing => lut5.0.in-2
net debounce-all-limit-home debounce.0.0.in <= parport.0.pin-11-in
net all-limit-home debounce.0.0.out => lut5.0.in-4
net all-limit <= lut5.0.out
net homing-x <= axis.0.homing => lut5.0.in-0
net homing-y <= axis.1.homing => lut5.0.in-1
net homing-z <= axis.2.homing => lut5.0.in-2
#####wejthc
net torch-up thcud.torch-up <= parport.0.pin-12-in-not
net torch-down thcud.torch-down <= parport.0.pin-13-in-not
net torch-on motion.spindle-on => parport.0.pin-16-out
net arc-ok thcud.arc-ok <= motion.digital-in-00 <= parport.0.pin-10-in
net requested-vel thcud.requested-vel <= motion.requested-vel
net current-vel thcud.current-vel <= motion.current-vel
#net CurVel thcud.current-vel <= motion.current-vel
# spindle on starts the arc
#net spindle-on motion.spindle-on => parport.0.pin-16-out
#net spindle-on thcud.torch-on
#net ArcOK motion.digital-in-00
#setp thcud.requested-vel 5
#setp thcud.velocity-tol 2
#setp thcud.correction-vel 0.002 # bylo 0.005
#############################3
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 24000
setp stepgen.0.dirsetup 24000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
net all-limit-home => axis.0.home-sw-in
net all-limit => axis.0.neg-lim-sw-in
net all-limit => axis.0.pos-lim-sw-in
setp stepgen.1.position-scale [AXIS_1]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 24000
setp stepgen.1.dirsetup 24000
setp stepgen.1.maxaccel [AXIS_1]STEPGEN_MAXACCEL
net ypos-cmd axis.1.motor-pos-cmd => stepgen.1.position-cmd
net ypos-fb stepgen.1.position-fb => axis.1.motor-pos-fb
net ystep <= stepgen.1.step
net ydir <= stepgen.1.dir
net yenable axis.1.amp-enable-out => stepgen.1.enable
net all-limit-home => axis.1.home-sw-in
net all-limit => axis.1.neg-lim-sw-in
net all-limit => axis.1.pos-lim-sw-in
setp stepgen.2.position-scale [AXIS_2]SCALE
setp stepgen.2.steplen 1
setp stepgen.2.stepspace 0
setp stepgen.2.dirhold 24000
setp stepgen.2.dirsetup 24000
setp stepgen.2.maxaccel [AXIS_2]STEPGEN_MAXACCEL
#net zpos-cmd axis.2.motor-pos-cmd => stepgen.2.position-cmd
#net zpos-fb stepgen.2.position-fb => axis.2.motor-pos-fb
net zpos-cmd thcud.z-pos-in <= axis.2.motor-pos-cmd
net thc-pos-cmd thcud.z-pos-out => stepgen.2.position-cmd
net thc-pos-fb axis.2.motor-pos-fb <= thcud.z-fb-out
net zstep <= stepgen.2.step
net zdir <= stepgen.2.dir
net zenable axis.2.amp-enable-out => stepgen.2.enable
net all-limit-home => axis.2.home-sw-in
net all-limit => axis.2.neg-lim-sw-in
net all-limit => axis.2.pos-lim-sw-in
net estop-out <= iocontrol.0.user-enable-out
net estop-ext => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
#################
#net CurVel thcud.current-vel <= motion.current-vel
#setp thcud.requested-vel 20
#setp thcud.velocity-tol 5
#setp thcud.correction-vel 0.005
Bartek
-
dragon44
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 11
- Posty: 616
- Rejestracja: 01 mar 2008, 20:46
- Lokalizacja: Lubsko
I tak to właśnie odebrałem, skreślając jednego z "producentów"
Bo kto reklamuje słowami: "Parametry podane przez producenta są delikatnie mówiąc przesadzone. (...) przy 8 lub 10 mam problem z jakością cięcia (…) Moje stare urządzenie to Bester 50. Ale tam te 50 amper widać.Natomiast przy Hefty 150 nie bardzo.Zakładane 40 mm cięcia może jest możliwe ale dysza może wystarczy na 0,5 mb.I te urządzenia przebijają do 12 mm."
Mam nadzieję, że nie będę mógł napisać podobnie o moim wyborze. Generalnie w sieci nie ma o tym sprzęcie (spartusie) za wiele informacji. Poszedłem za zasadą, że jak jest dobrze, to nikt się nie rozpisuje, bo większość forumowych rozważań tyczy się utopionych pieniędzy. Trochę podzwoniłem i nie znalazłem opinii odradzających, więc "zaryzykowałem". Bo z tego co widzę, to albo topię na starcie wchodząc w chińczyka, albo obstawiam HT, no ale to 250% ceny wcześniej wymienionych...
Bo kto reklamuje słowami: "Parametry podane przez producenta są delikatnie mówiąc przesadzone. (...) przy 8 lub 10 mam problem z jakością cięcia (…) Moje stare urządzenie to Bester 50. Ale tam te 50 amper widać.Natomiast przy Hefty 150 nie bardzo.Zakładane 40 mm cięcia może jest możliwe ale dysza może wystarczy na 0,5 mb.I te urządzenia przebijają do 12 mm."
Mam nadzieję, że nie będę mógł napisać podobnie o moim wyborze. Generalnie w sieci nie ma o tym sprzęcie (spartusie) za wiele informacji. Poszedłem za zasadą, że jak jest dobrze, to nikt się nie rozpisuje, bo większość forumowych rozważań tyczy się utopionych pieniędzy. Trochę podzwoniłem i nie znalazłem opinii odradzających, więc "zaryzykowałem". Bo z tego co widzę, to albo topię na starcie wchodząc w chińczyka, albo obstawiam HT, no ale to 250% ceny wcześniej wymienionych...
-
dewu01
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 9
- Posty: 33
- Rejestracja: 02 kwie 2016, 15:30
- Lokalizacja: lubelskie
Jeszcze jedno.Kolega pisze o Spartus CUT 65.W danych jest prąd do 65 amper. Grubość materiału ciętego 40 mm.
Moje Hefty 150 to do 150 amper cięcie jakościowe 42 rozdzielające 48mm.
Dla porównania Magnum 160.Prąd do 160 amper grubość jakościowego 35 rozdzielającego 55 mm.
Spartus 160 to do 160 amper a grubość do 55 mm.
Czegoś w danychCUT 65 nie widzę.Skąd w parametrach przy max 65 amper 40 mm cięcia ? O przebiciu 15 mm nie wspomnę.
Moje Hefty 150 to do 150 amper cięcie jakościowe 42 rozdzielające 48mm.
Dla porównania Magnum 160.Prąd do 160 amper grubość jakościowego 35 rozdzielającego 55 mm.
Spartus 160 to do 160 amper a grubość do 55 mm.
Czegoś w danychCUT 65 nie widzę.Skąd w parametrach przy max 65 amper 40 mm cięcia ? O przebiciu 15 mm nie wspomnę.
-
dragon44
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 11
- Posty: 616
- Rejestracja: 01 mar 2008, 20:46
- Lokalizacja: Lubsko
Amper amperowi nie równy - tak jak u Kolegi w przypadku Bester 50 i Hefty 150 liczy się wnętrze
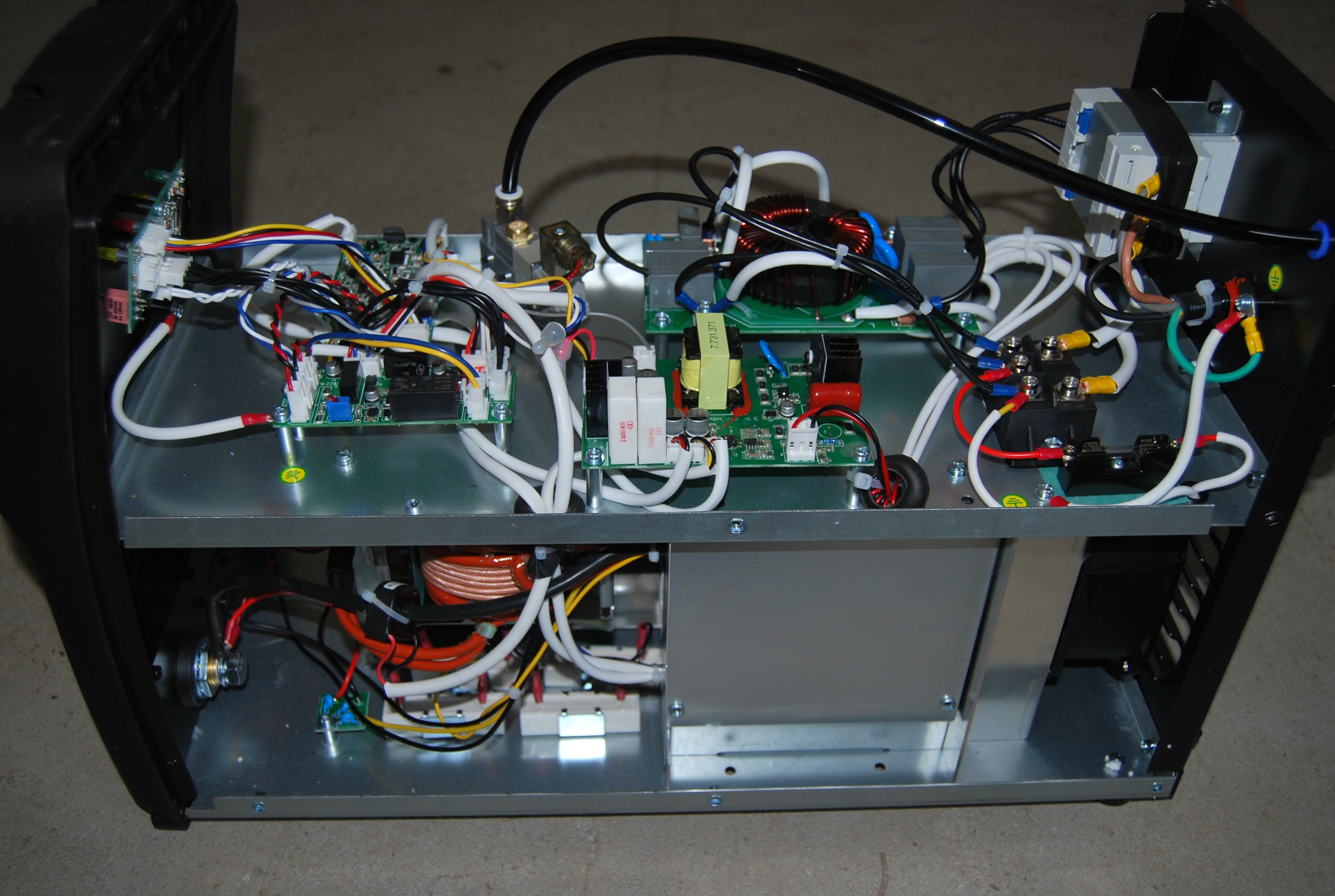
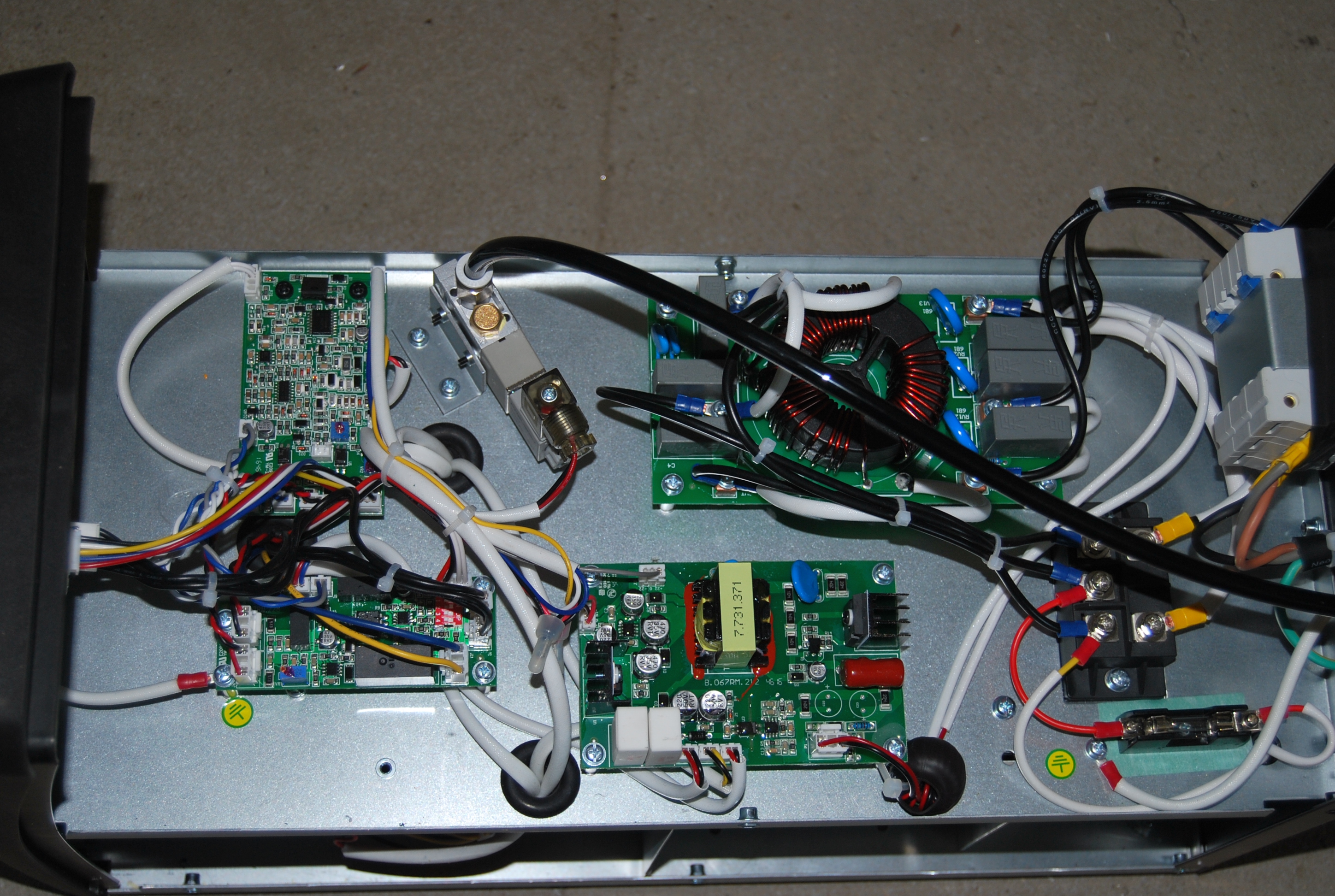
Też mnie to zastanawiało, więc dzwoniłem do ich głównego serwisanta, który zna ten sprzęt jak nikt inny. I z tego co się dowiedziałem mają u siebie te maszyny i na nich pracują. Nie wytłumaczył mi tego dokładnie, ale wspominał, że całość inaczej działa niż klasyczne źródło, dzięki czemu udało im się wyciągnąć zadziwiająco dużo jeśli chodzi o stosunek grubości ciętego materiału to amperażu. Dopytywałem o możliwości źródła i powiedział mi, że te 35 mm jakościowo jest realne do osiągnięcia, ale nie zamierzam ciąć plazmą takich grubości. Pytałem o przebijanie, to dowiedziałem się, że te 15 przebijają bez problemu przy czarnej, powyżej zaczynają się schody. Nie wiem jak to dokładnie tam w środku działa, może brak HV ma na to wpływ. Nie wiem. Jak ogarnę maszynę to się pochwalę / pożalę co ta maszyna potrafi
Chyba, że ktoś potrafi wróżyć z wnętrzności i widzi co tam jest takiego super to niech i nam opowie
Też mnie to zastanawiało, więc dzwoniłem do ich głównego serwisanta, który zna ten sprzęt jak nikt inny. I z tego co się dowiedziałem mają u siebie te maszyny i na nich pracują. Nie wytłumaczył mi tego dokładnie, ale wspominał, że całość inaczej działa niż klasyczne źródło, dzięki czemu udało im się wyciągnąć zadziwiająco dużo jeśli chodzi o stosunek grubości ciętego materiału to amperażu. Dopytywałem o możliwości źródła i powiedział mi, że te 35 mm jakościowo jest realne do osiągnięcia, ale nie zamierzam ciąć plazmą takich grubości. Pytałem o przebijanie, to dowiedziałem się, że te 15 przebijają bez problemu przy czarnej, powyżej zaczynają się schody. Nie wiem jak to dokładnie tam w środku działa, może brak HV ma na to wpływ. Nie wiem. Jak ogarnę maszynę to się pochwalę / pożalę co ta maszyna potrafi
Chyba, że ktoś potrafi wróżyć z wnętrzności i widzi co tam jest takiego super to niech i nam opowie
-
dewu01
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 9
- Posty: 33
- Rejestracja: 02 kwie 2016, 15:30
- Lokalizacja: lubelskie
Co do Hyperterma to ilu użytkowników tyle opinii.Wykonanie fajne palnik też.W dwóch firmach spotkałem się z brakiem.... entuzjazmu .Obydwie palą w tej chwili gazem.W jednej Hyperterm stoi obok wypalarki. Pytam dlaczego i słyszę : na blaszki to może i dobre. Ale do oddział dużej firmy to może stać.W drugiej urządzenie było , ale udało się oddać z powodu usterek.Może i prawda, może takie to były usterki.Ale na ile znam właściciela to gdyby było dobrze to by przy stole pracowała.A tak pracuje palnik z propanem.
Dzisiaj poświęciłbym więcej kilometrów żeby zobaczyć urządzenie w pracy.I posłuchać co mówi ktoś kto używa ten sprzęt. Nie sprzedaje.Ale wtedy trzeba się przygotować na zmianę swoich planów albo oczekiwań.Dlatego piszę że mam taki sprzęt.W razie potrzeby proszę pisać pytać ,oglądać.Ja Hefty porównuję do swojego starego Plazmastera 50.To urządzenie nieco niedzisiejsze bo na transformatorze.Dlatego nie mogłem go zamontować na stole CNC z THC. Dlatego mówie że tam widzę te 50 amper.10-12 mm spokojnie a rozdzielające może do 20 mm. Odpalałem 16 mm i jakoś poszło.
Przebijałem 10 ale to bez sensu bo 3-4 przebiciach dysza jest do wymiany jęsli chcę mieć dobry brzeg po cięciu.Stąd moje porównanie.
Dzisiaj poświęciłbym więcej kilometrów żeby zobaczyć urządzenie w pracy.I posłuchać co mówi ktoś kto używa ten sprzęt. Nie sprzedaje.Ale wtedy trzeba się przygotować na zmianę swoich planów albo oczekiwań.Dlatego piszę że mam taki sprzęt.W razie potrzeby proszę pisać pytać ,oglądać.Ja Hefty porównuję do swojego starego Plazmastera 50.To urządzenie nieco niedzisiejsze bo na transformatorze.Dlatego nie mogłem go zamontować na stole CNC z THC. Dlatego mówie że tam widzę te 50 amper.10-12 mm spokojnie a rozdzielające może do 20 mm. Odpalałem 16 mm i jakoś poszło.
Przebijałem 10 ale to bez sensu bo 3-4 przebiciach dysza jest do wymiany jęsli chcę mieć dobry brzeg po cięciu.Stąd moje porównanie.
-
dragon44
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 11
- Posty: 616
- Rejestracja: 01 mar 2008, 20:46
- Lokalizacja: Lubsko
Cenne uwagi.
Próbowałem obejrzeć tego Spartusa w akcji, ale u lokalnego dystrybutora jeszcze nikt nie kupił tego źródła. Dzwoniłem do innych sprzedawców, to każdy zasłaniał się tajemnicą handlową i nie chcieli zdradzać, gdzie taki sprzęt mogę obejrzeć. A jechać w Polskę, bo może któryś twarzą w twarz powie kto na tym pracuje... ryzykowne bardziej niż zakup w ciemno ;p Mogłem jedynie jechać do tego ich serwisu i zobaczyć maszynę w akcji w... Gdańsku. Ponad 500 km w jedną stronę z Lubuskiego ;/ Jakbym policzył koszty kilku takich wyjazdów, to bym wydał tyle co na maszynę ;p
Próbowałem obejrzeć tego Spartusa w akcji, ale u lokalnego dystrybutora jeszcze nikt nie kupił tego źródła. Dzwoniłem do innych sprzedawców, to każdy zasłaniał się tajemnicą handlową i nie chcieli zdradzać, gdzie taki sprzęt mogę obejrzeć. A jechać w Polskę, bo może któryś twarzą w twarz powie kto na tym pracuje... ryzykowne bardziej niż zakup w ciemno ;p Mogłem jedynie jechać do tego ich serwisu i zobaczyć maszynę w akcji w... Gdańsku. Ponad 500 km w jedną stronę z Lubuskiego ;/ Jakbym policzył koszty kilku takich wyjazdów, to bym wydał tyle co na maszynę ;p
-
dewu01
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 9
- Posty: 33
- Rejestracja: 02 kwie 2016, 15:30
- Lokalizacja: lubelskie
Mijamy się trochę w odpowiedziach.Piszemy chyba jednocześnie.Czytający może nam wybaczą.
Mam nadzieje że kolego się nie wp....ł . Oby tak było jak sprzedawca mówi.Ciekaw jestem co miał na myśli.Może nie czaruje.Stara technologia to ogólnie duży transformator i podstawowe 50 Hz.Później przyszedł inwertor i zmiana częstotliwości.Ostatnio IGBT z wagą urządzeń bez mała zawieszanych na smyczy.Ale te wszystkie urządzenia zachowują parametr jakim jest prąd czyli ampery.Nowsze spawarki oferują niższą wagę ,precyzyjne parametry, idealną charakterystykę łuku itp.Dlatego będę zobowiązany każdemu kto mnie oświeci.
Może ktoś powiedzieć że przynudzam lub się czepiam ale takie fora są nieocenionym źródłem informacji dla każdego kto szuka informacji o sprzęcie za który chce zapłacić lub zapłacił i krew go zalewa bo nie jest jak być miało.
I tu chwała i słowa uznania dla ludzi którzy poświęcają swój czas i dzielą się swoim doświadczeniem i wiedzą.Choć pewnie mogliby robić przyjemniejsze rzeczy.
[ Dodano: 2017-04-22, 20:01 ]
Tajemnica handlowa. Chciało by się zapytać Co ty ku..a rakiety Patriot sprzedajesz?. Stąd tez wynikają problemy i rozczarowania nabywców.
Jeżeli zakup jest dla kogoś kto chce się za przeproszeniem p...ć z doświadczeniami, próbami , czymś co działa swoim trybem bez względu na zabiegi obsługującego lub nie udało się dzisiaj to może uda się jutro.Albo za tydzień,Lub dwa.To jego sprawa i problem.
Ale jezeli zakup miał pomóc w produkcji lub wykonaniu określonego w czasie działania a po pewnym czasie że kasa poszła w błoto to jest trochę nie tak.
A sprzedawcy serwisanci często używają wielu mądrze brzmiących słów które mogę określić tylko jako pianka montażowa.A później zaczyna się złe ma pan to tamto , a może trzeba dodać coś tam.I jak było na początku tak jest na końcu. A czas leci.I pochwały od szefa jeśli ktoś go ma też. Komentarze że jaka kasa taki sprzęt to nie do końca prawda.Zakup wielu bardzo drogich urządzeń przez wiele firm nie ma sensu.Nie ma tyle pracy , zanim się odrobi to wszyscy zapomną że coś takiego mieliśmy.
Aby tego uniknąć pomaga np to fomum.
Mam nadzieje że kolego się nie wp....ł . Oby tak było jak sprzedawca mówi.Ciekaw jestem co miał na myśli.Może nie czaruje.Stara technologia to ogólnie duży transformator i podstawowe 50 Hz.Później przyszedł inwertor i zmiana częstotliwości.Ostatnio IGBT z wagą urządzeń bez mała zawieszanych na smyczy.Ale te wszystkie urządzenia zachowują parametr jakim jest prąd czyli ampery.Nowsze spawarki oferują niższą wagę ,precyzyjne parametry, idealną charakterystykę łuku itp.Dlatego będę zobowiązany każdemu kto mnie oświeci.
Może ktoś powiedzieć że przynudzam lub się czepiam ale takie fora są nieocenionym źródłem informacji dla każdego kto szuka informacji o sprzęcie za który chce zapłacić lub zapłacił i krew go zalewa bo nie jest jak być miało.
I tu chwała i słowa uznania dla ludzi którzy poświęcają swój czas i dzielą się swoim doświadczeniem i wiedzą.Choć pewnie mogliby robić przyjemniejsze rzeczy.
[ Dodano: 2017-04-22, 20:01 ]
Tajemnica handlowa. Chciało by się zapytać Co ty ku..a rakiety Patriot sprzedajesz?. Stąd tez wynikają problemy i rozczarowania nabywców.
Jeżeli zakup jest dla kogoś kto chce się za przeproszeniem p...ć z doświadczeniami, próbami , czymś co działa swoim trybem bez względu na zabiegi obsługującego lub nie udało się dzisiaj to może uda się jutro.Albo za tydzień,Lub dwa.To jego sprawa i problem.
Ale jezeli zakup miał pomóc w produkcji lub wykonaniu określonego w czasie działania a po pewnym czasie że kasa poszła w błoto to jest trochę nie tak.
A sprzedawcy serwisanci często używają wielu mądrze brzmiących słów które mogę określić tylko jako pianka montażowa.A później zaczyna się złe ma pan to tamto , a może trzeba dodać coś tam.I jak było na początku tak jest na końcu. A czas leci.I pochwały od szefa jeśli ktoś go ma też. Komentarze że jaka kasa taki sprzęt to nie do końca prawda.Zakup wielu bardzo drogich urządzeń przez wiele firm nie ma sensu.Nie ma tyle pracy , zanim się odrobi to wszyscy zapomną że coś takiego mieliśmy.
Aby tego uniknąć pomaga np to fomum.
-
centro
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 158
- Rejestracja: 26 sty 2010, 21:15
- Lokalizacja: Kielce
- Kontakt:
Witam mialem przyjemnosc testowac to zrodlo ze stolem, duzym plusem jest brak HF jednak parametry ciecia i zakresy grubosci to juz inna bajka. Chetnie poprosze o opinie kolegi po jego testach.
wypalarka www.ecocut.pl






