



Frezarko-wiertarka HK25
-
Avalyah
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 49
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Kolega Roman napisał, że ma być na lekki wcisk i wydaje mi się, że tak jest. Rozebranie tego teraz to już jest moment, bo wszystkie narzędzia mam. Tylko nie do końca rozumiem, co to znaczy suwliwie w takim razie, skoro takie, które można przesuwać ręką to za luźno, a na lekki wcisk to już za ciasno? Jak w takim razie określić, czy już jest odpowiednie pasowanie, czy nie, jeżeli bym papierem ściernym to miał przejechać?
Tagi:


-
Avalyah
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 49
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Sprawdziłem dzisiaj jeszcze raz, bo coś podejrzane mi się to wszystko wydawało. Sprawdziłem luz wewnątrz stożka morsa wrzeciona i tam uzyskałem wynik w granicach 0.005 - 0.01 mm. Co ciekawe, na frezie w tulejce kilka cm dalej frez "gibał" się już na prawie 0.1mm, zdecydowanie za dużo. Zmierzyłem więc luz w stożku mocowania tulejki i znowu było coś w okolicy - 0.01mm. Okazuje się, że chyba krzywy był frez (chiński), ale po założeniu porządniejszego długiego freza zmierzyłem najpierw przy tulejce i otrzymałem wynik 0.02mm , a w odległości 30mm 0.04mm.
Czy to są wartości typowe, czy coś jest nie tak?
Według dtr na końcówce otworu wrzeciona wartość luzu wynosi 0.01mm, co się zgadza. Natomiast dalej podane jest, że w odległości 100mm luz może wynosić do 0.025mm. U mnie na odległości 70mm od końcówki otworu wynosi te 0.04mm. Czy można to spisać na poczet mojego uchwytu na tulejkę, samej tulejki a także freza (może nie jest idealnym walcem)? Czy coś przekręciłem z tymi łożyskami?
Ew. jak dałoby się to poprawić, np. wymiana łożysk na porządne firmowe, a może zmiana typu na te kulkowe, które pokazane były na obu filmach? Czy się nie przejmować tym luzem?
Z góry dzięki za odpowiedzi Dużo tych pytań już było, ale może komuś jeszcze się potem przydadzą z podobnymi problemami, co ja.
Dużo tych pytań już było, ale może komuś jeszcze się potem przydadzą z podobnymi problemami, co ja.
Czy to są wartości typowe, czy coś jest nie tak?
Według dtr na końcówce otworu wrzeciona wartość luzu wynosi 0.01mm, co się zgadza. Natomiast dalej podane jest, że w odległości 100mm luz może wynosić do 0.025mm. U mnie na odległości 70mm od końcówki otworu wynosi te 0.04mm. Czy można to spisać na poczet mojego uchwytu na tulejkę, samej tulejki a także freza (może nie jest idealnym walcem)? Czy coś przekręciłem z tymi łożyskami?
Ew. jak dałoby się to poprawić, np. wymiana łożysk na porządne firmowe, a może zmiana typu na te kulkowe, które pokazane były na obu filmach? Czy się nie przejmować tym luzem?
Z góry dzięki za odpowiedzi
-
 ALZ
ALZ
- Lider FORUM (min. 2000)
- Posty w temacie: 35
- Posty: 3433
- Rejestracja: 06 sie 2004, 01:42
- Lokalizacja: Śląsk
- Kontakt:
Takie pomiary trzeba by było robić trzpieniem pomiarowym. Frezy są różne  .
.
To bicie to dobry wynik i na takich łożyskach trudno o lepsze parametry. Musisz jeszcze sprawdzić napięcie łożysk. Najprościej czujnik na frezie i np. rurka "pogibać" z góry gdzie wystaje dyszel. Tylko musi to być z czuciem aby nie mierzyć luzów całości. Najlepiej jednak mały statyw z czujnikiem założyć na wysunietą pinolę, to będzie najpewniejszy pomiar.
To bicie to dobry wynik i na takich łożyskach trudno o lepsze parametry. Musisz jeszcze sprawdzić napięcie łożysk. Najprościej czujnik na frezie i np. rurka "pogibać" z góry gdzie wystaje dyszel. Tylko musi to być z czuciem aby nie mierzyć luzów całości. Najlepiej jednak mały statyw z czujnikiem założyć na wysunietą pinolę, to będzie najpewniejszy pomiar.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 19
- Posty: 12347
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
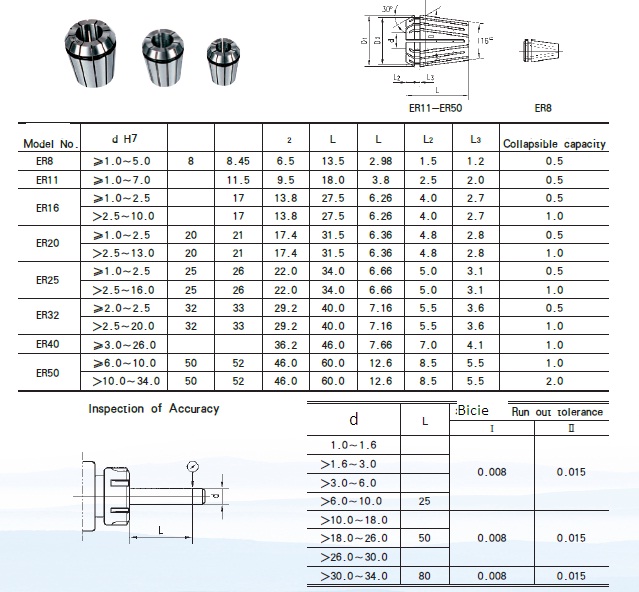
tolerancje bicia tulejek masz tu (łatwo je sprawdzić), bo być może ona jest odpowiedzialna za to co zmierzyłeś, ale przed tym jeszcze raz dokładnie przyjrzyj się gniazdu czy nie ma gdzieś jakiegoś zakaleczenia, zbicia, wgniecionego wiórka, czy brudu, bo to czujnik może omijać... No i sprawdź czujnikiem w stożku czy na zewnątrz ile poddaje się wrzeciono pod bocznym naciskiem na nie (statycznie), i całą głowicę..Avalyah pisze:po założeniu porządniejszego długiego freza zmierzyłem najpierw przy tulejce i otrzymałem wynik 0.02mm , a w odległości 30mm 0.04mm.
Czy to są wartości typowe, czy coś jest nie tak?

pozdrawiam,
Roman
Roman
-
Avalyah
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 49
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Wygląda na to, że by się to zgadzało z moimi pomiarami, jeżeli chodzi o luz. Dzięki za tabelki, nie pomyślałem, że coś takiego jest.
Z tym bocznym naciskiem to nie do końca wiem, czego się spodziewać. Jak przyłożyłem czujnik zegarowy do końca freza na maksymalnie wysuniętej pinoli i oparłem całym ciężarem o głowicę, to "udało" mi się zmierzyć na czujniku różnicę 0.3-0.4mm. Po zablokowaniu głowicy na prowadnicach wynik spadł do około 0.1mm w momencie, gdy cała podstawa frezarki oderwała się od podłoża (jak zabiorę się do roboty to przykręcę frezarkę do stołu) pod wpływem nacisku. Nie do końca wiem, jak sprawdzić nacisk na samo wrzeciono, wyjąć je po prostu, złapać w imadło pinolę i wtedy sprawdzić? Bo na samej frezarce to chyba zawsze będzie miała wpływ sztywność samej maszyny, niezależnie z jakim czuciem to zrobię?
Z tym bocznym naciskiem to nie do końca wiem, czego się spodziewać. Jak przyłożyłem czujnik zegarowy do końca freza na maksymalnie wysuniętej pinoli i oparłem całym ciężarem o głowicę, to "udało" mi się zmierzyć na czujniku różnicę 0.3-0.4mm. Po zablokowaniu głowicy na prowadnicach wynik spadł do około 0.1mm w momencie, gdy cała podstawa frezarki oderwała się od podłoża (jak zabiorę się do roboty to przykręcę frezarkę do stołu) pod wpływem nacisku. Nie do końca wiem, jak sprawdzić nacisk na samo wrzeciono, wyjąć je po prostu, złapać w imadło pinolę i wtedy sprawdzić? Bo na samej frezarce to chyba zawsze będzie miała wpływ sztywność samej maszyny, niezależnie z jakim czuciem to zrobię?
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 19
- Posty: 12347
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
tu masz podpowiedzi...Avalyah pisze: Nie do końca wiem, jak sprawdzić nacisk na samo wrzeciono, wyjąć je po prostu, złapać w imadło pinolę i wtedy sprawdzić? Bo na samej frezarce to chyba zawsze będzie miała wpływ sztywność samej maszyny, niezależnie z jakim czuciem to zrobię?
sprawdzanie podstawy stołu
http://www.chipmaker.ru/topic/126278/page__st__40
sprawdzanie bicia tulei wrzeciona(na obrotach)
http://www.chipmaker.ru/topic/126278/page__st__60
sprawdzanie owalności otworu tulei(średnicówką)
http://www.chipmaker.ru/topic/126278/page__st__80
sprawdzanie sztywności kolumny(w różnych kierunkach i wysokościach)
http://www.chipmaker.ru/topic/126278/page__st__240
sprawdzanie bicia wrzeciona w niezamontowanej na kolumnę głowicy(po wym. łożysk wrzeciona)
http://www.chipmaker.ru/topic/126278/page__st__340
sprawdzanie bicia w zamontowanej
http://www.chipmaker.ru/topic/126278/page__st__340
sprawdzanie sztywności kolumny, i "tramming" ( https://www.cnc.info.pl/topics80/gdzie- ... t59240.htm )
http://www.chipmaker.ru/topic/126278/page__st__380
http://www.chipmaker.ru/index.php?app=c ... id=1620848
pozdrawiam,
Roman
Roman
-
Avalyah
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 49
- Posty: 2475
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
No, w końcu przymierzyłem uchwyt wiertarski, który otrzymałem "gratis" z frezarką. Tylko, że chyba coś jest nie tak:
[youtube][/youtube]
Czy to ja coś robię źle? Czy może uchwyt nie najlepszej jakości ?
Mam przy okazji 2 pytania (a jakże):
- jakiej precyzji spodziewać się po uchwycie wiertarskim za około 100zł? Lepiej dorzucić drugie tyle i kupić bisona? Do zrobienia mam napunktowanie nawiertakiem kilku otworów na obwodzie tulei, potem wiercenie tego wiertłem 2.5mm i 8.4mm (różne otwory), więc potrzebuję minimum 3 różne średnice mocowania, a w zasadzie 4, bo do otworu pod wiertło 8.4mm albo będę musiał najpierw wywiercić mniejszy, albo większy nawiertak przynajmniej, żeby się nie ślizgało na boki. Mam tulejki zaciskowe i one sprawują się dobrze, ale mam wrażenie, że znacznie szybciej by mi poszło z takim uchwytem wiertarskim. Nie muszą to być otwory nawiercone super precyzyjnie, w zasadzie najwięcej zależy od tego, czy mi nawiertak nie odskoczy od środka na tej tulei.
- jak ściągnąć taki uchwyt z trzpienia? Bo po tym, jak go wepchnąłem, to już nie jestem w stanie wyciągnąć... więc do ewentualnego nowego uchwytu wiertarskiego musiałbym jeszcze dodatkowo trzpień kupować.
[youtube][/youtube]
Czy to ja coś robię źle? Czy może uchwyt nie najlepszej jakości
Mam przy okazji 2 pytania (a jakże):
- jakiej precyzji spodziewać się po uchwycie wiertarskim za około 100zł? Lepiej dorzucić drugie tyle i kupić bisona? Do zrobienia mam napunktowanie nawiertakiem kilku otworów na obwodzie tulei, potem wiercenie tego wiertłem 2.5mm i 8.4mm (różne otwory), więc potrzebuję minimum 3 różne średnice mocowania, a w zasadzie 4, bo do otworu pod wiertło 8.4mm albo będę musiał najpierw wywiercić mniejszy, albo większy nawiertak przynajmniej, żeby się nie ślizgało na boki. Mam tulejki zaciskowe i one sprawują się dobrze, ale mam wrażenie, że znacznie szybciej by mi poszło z takim uchwytem wiertarskim. Nie muszą to być otwory nawiercone super precyzyjnie, w zasadzie najwięcej zależy od tego, czy mi nawiertak nie odskoczy od środka na tej tulei.
- jak ściągnąć taki uchwyt z trzpienia? Bo po tym, jak go wepchnąłem, to już nie jestem w stanie wyciągnąć... więc do ewentualnego nowego uchwytu wiertarskiego musiałbym jeszcze dodatkowo trzpień kupować.






