



")
mam następujący problem z dwoma maszynami opartymi o CSMIO IP-M + Mach 3.
Problem wyskakuje w momencie otwierania pliku który ma ponad 300-400 tysięcy linii, zaraz po generowaniu ścieżki, przełączaniu okien etc.
Sytuacja wygląda tak, że po wczytaniu programu, Mach generuje ścieżkę i na tą chwilę nieaktywne staje się połączenie sieciowe.
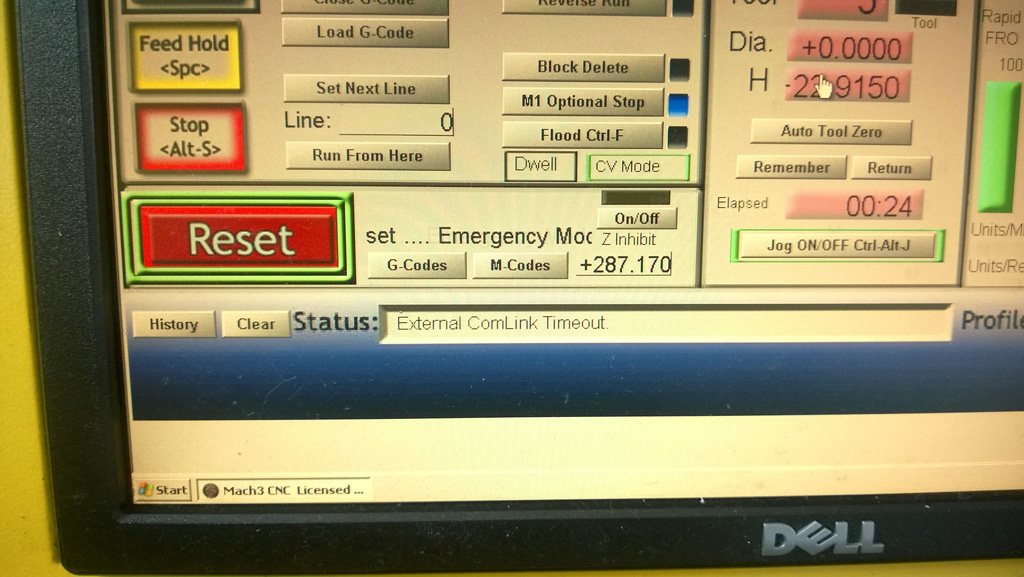
Tuż po wygenerowaniu ścieżki, wysyła sygnał do CSMIO (na ikonie połączenia sieciowego widać próbę ruchu w kierunku kontrolera), jednak ten nie odpowiada i otrzymuję komunikat "External ComLink Timeout".
W tym momencie połączenie jest przerwane i wymaga wyłączenia i włączenia macha od początku.
Można ustawić dłuższy czas, na nawiązanie komunikacji pomiędzy kontrolerem i machem, żeby to naprawić?
w obu maszynach, w których mam zainstalowany taki zestaw problem występuje. Wgrałem na próbę taki program do maszyny połączonej przez LPT i tam problem nie występuje.
W przypadku PikoCNC wszystko chodzi bez najmniejszego problemu.
Na razie radzę sobie z tym, wyłączając generowanie ścieżki, ale jeśli będę chciał coś podejrzeć - nie mam szans, a czasami zdarza się głupi błąd operatora i włączenie generowania ścieżki, co skutkuje resetem i ponownym bazowaniem.
A niestety mimo że kupowałem maszynę z enkoderami, to IP-M nie obsługuje bazowania na index i enkodery sobie wiszą bez sensu
a na mechanicznych krańcówkach dokładność bazowania nie jest wystarczająca, żeby kontynuować pracę bez problemu.
czy jest szansa to rozwiązać?
Na razie cofam się z wersją Macha 3 co kawałek - zgodnie z zaleceniami CS-LABu, ale to jest idiotyzm, żeby używać oprogramowania sprzed kilku lat, bo update powoduje błędy.
Chodzi mi chociaż o doraźne rozwiązanie tego problemu, bo już zdecydowałem że dedykowane rozwiązanie z faktycznym wsparciem technicznym (PikoCNC) będzie lepsze i będę przerabiał obie maszyny - żeby wszystkie miały ten sam system.
Ale to dopiero po dostawie kolejnych maszyn, kiedy obecne będą mogły na kilka dni "odpocząć" i będę mógł je przerobić.



")
")






