")
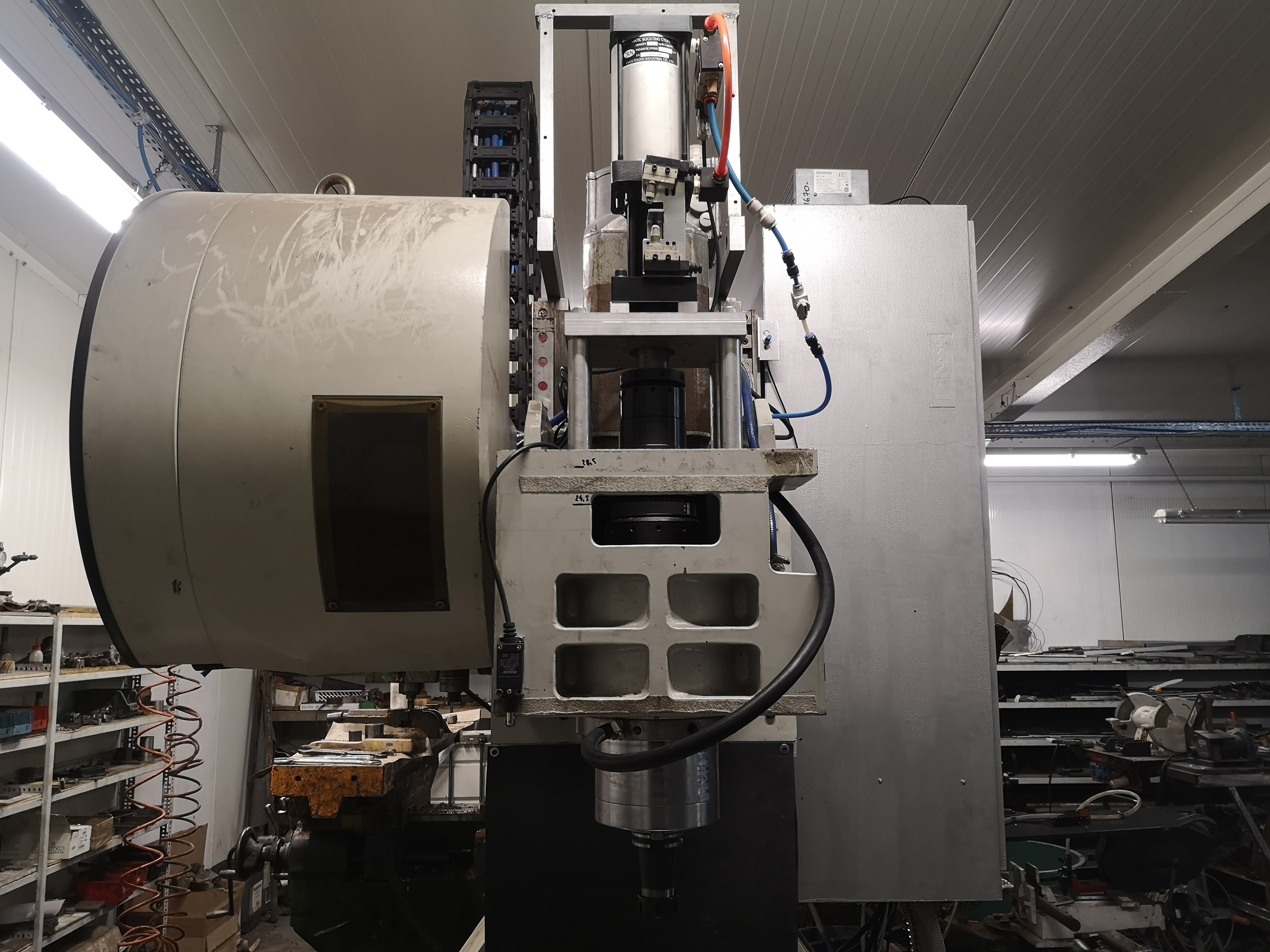
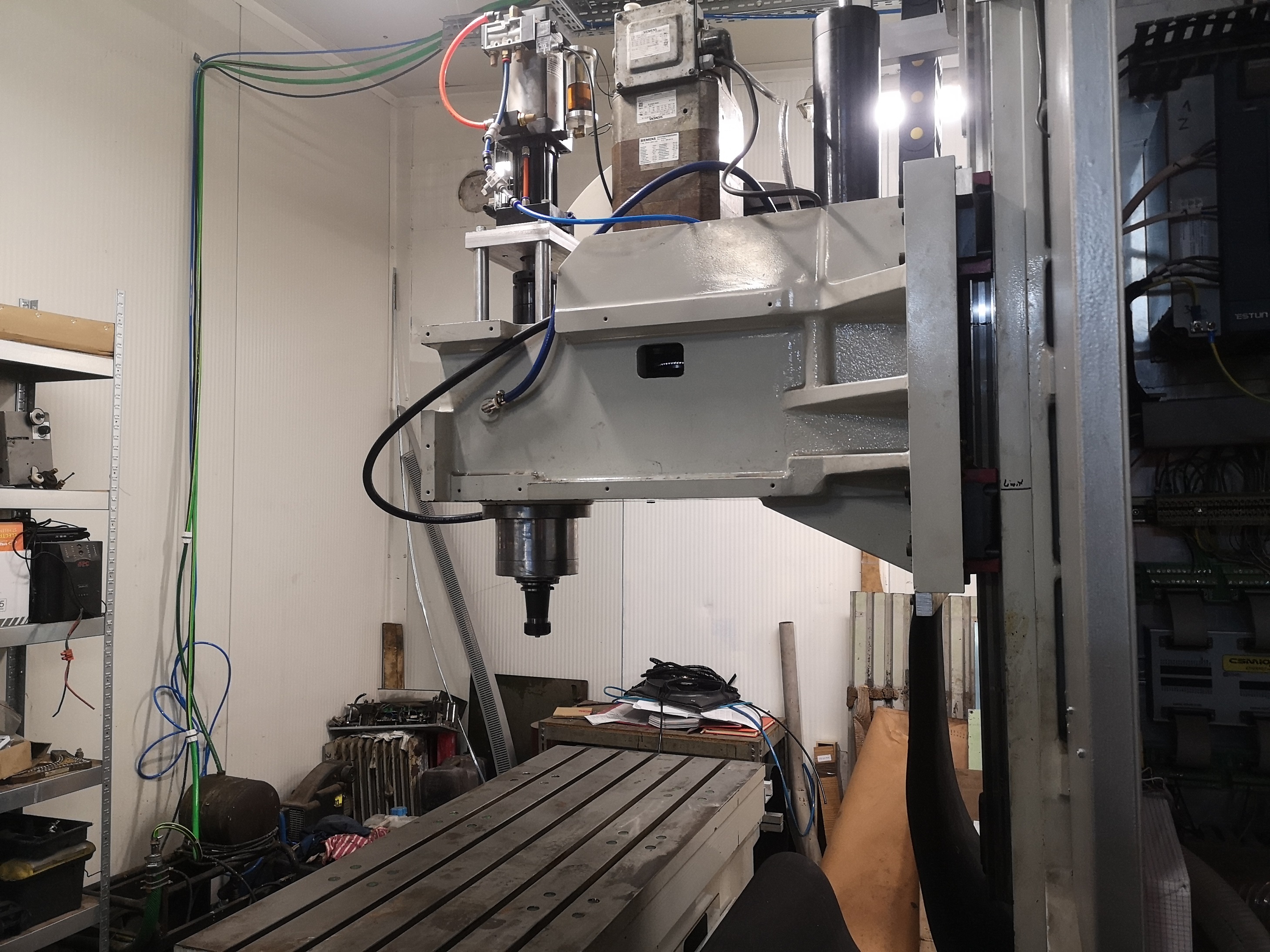
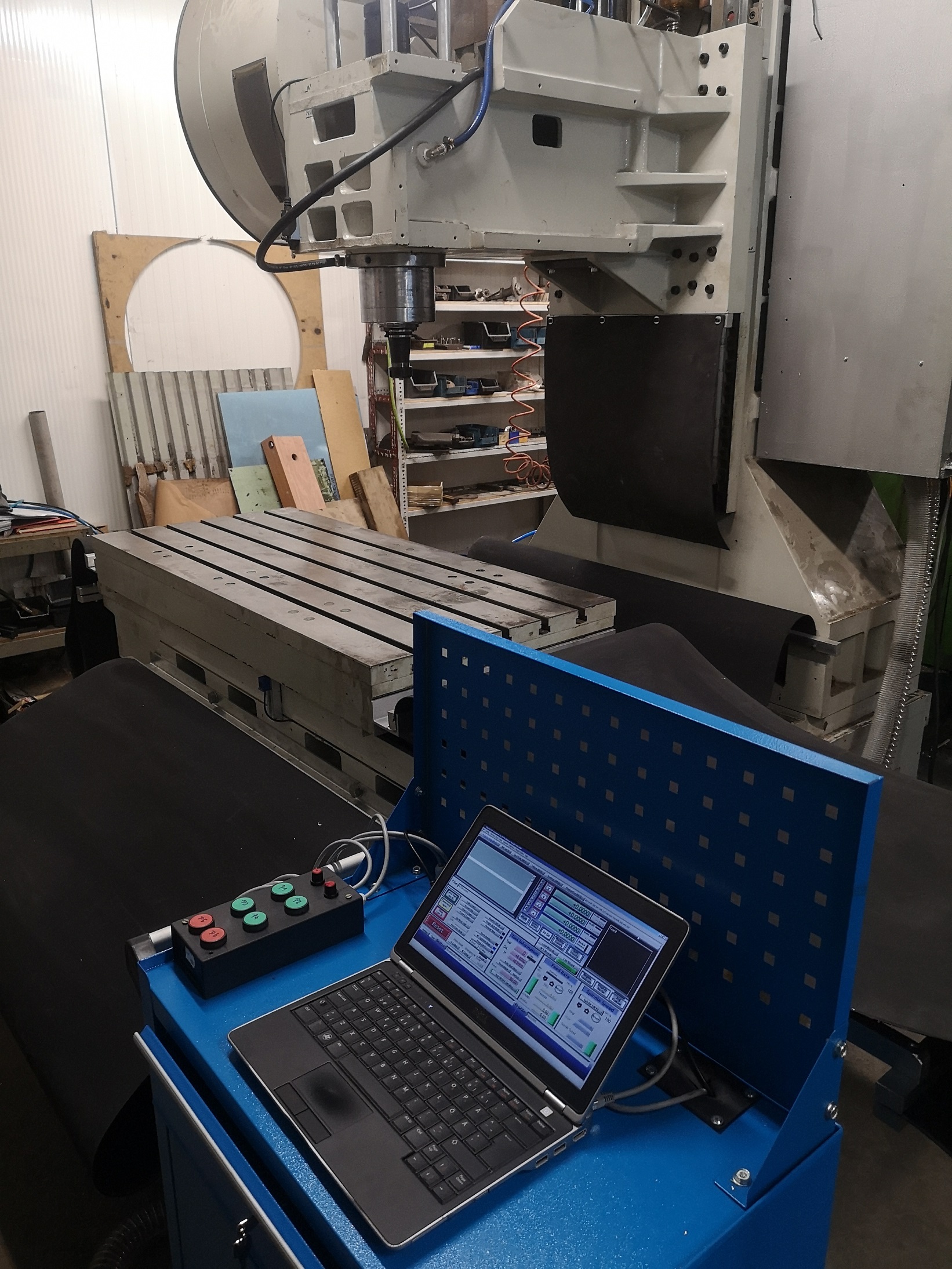
Jako że lubię sobie dokładać zajęć wyszukałem i zakupiłem prawie kompletny korpus z fabrycznego centrum CNC, bez sterowania z zamiarem włożenia swojego opartego na machu.
Od razu zaznaczę że na machu z tego względu że go znam i używam.
- przejazdy 1200x800x700
- Waga około 6000kg,
- prowadnice rolkowe we wszystkich osiach,
- prawie kompletne centralne smarowanie,
- wrzeciono na pas 12000obr. bt40,
- przeciwwaga zetki
- magazyn narzędzi
Brakuje mi silnika wrzeciona. Zasadniczo nie wiem czym się kierować. nominalnie ma moc 11kw, ale zwykłego silnika nie zakręce na falowniku do 12000 obr. Więc raczej przekładnia 2:1. Tylko czy wtedy nie braknie mocy na niskich obrotach np. do wiercenia?
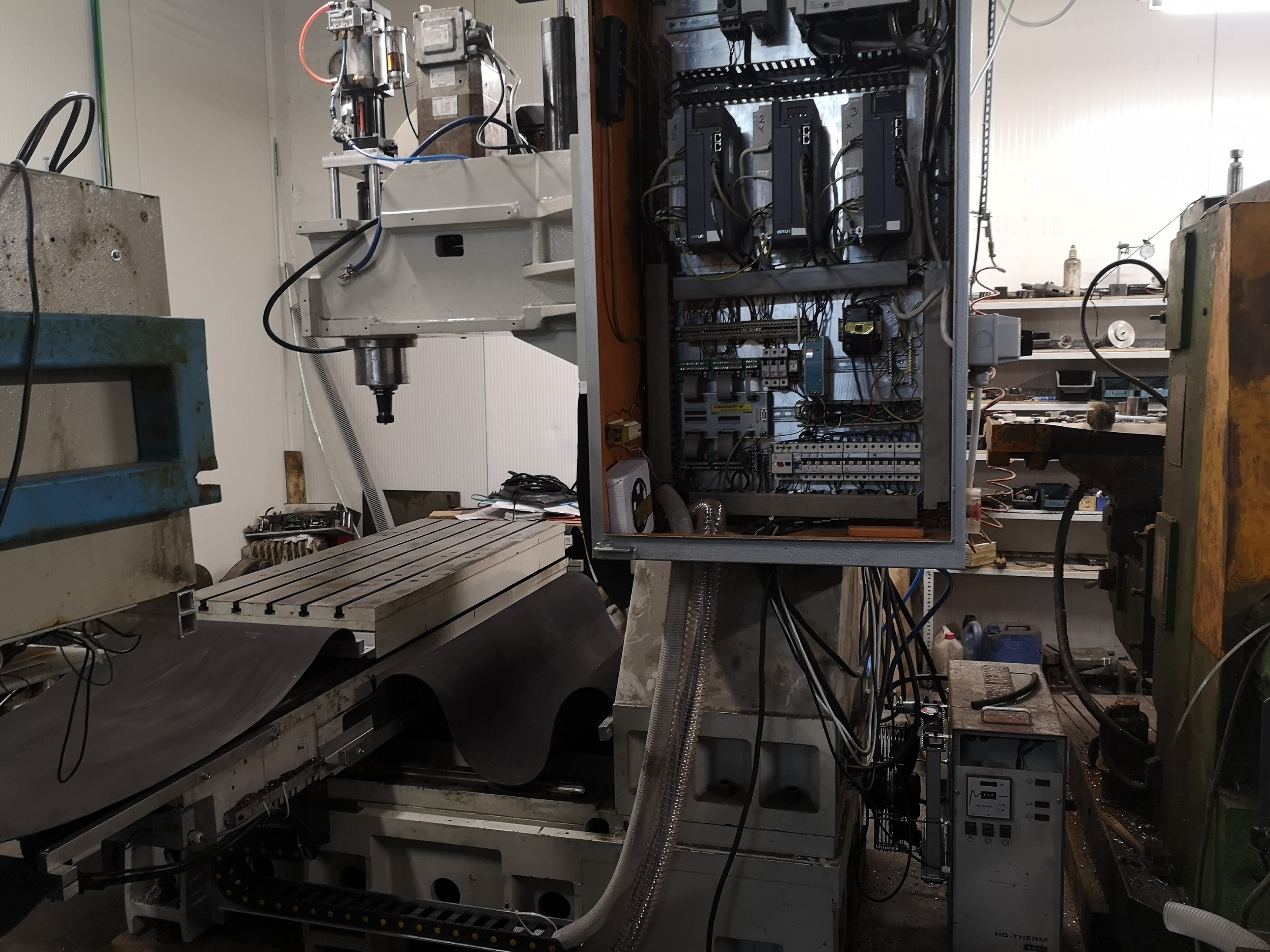
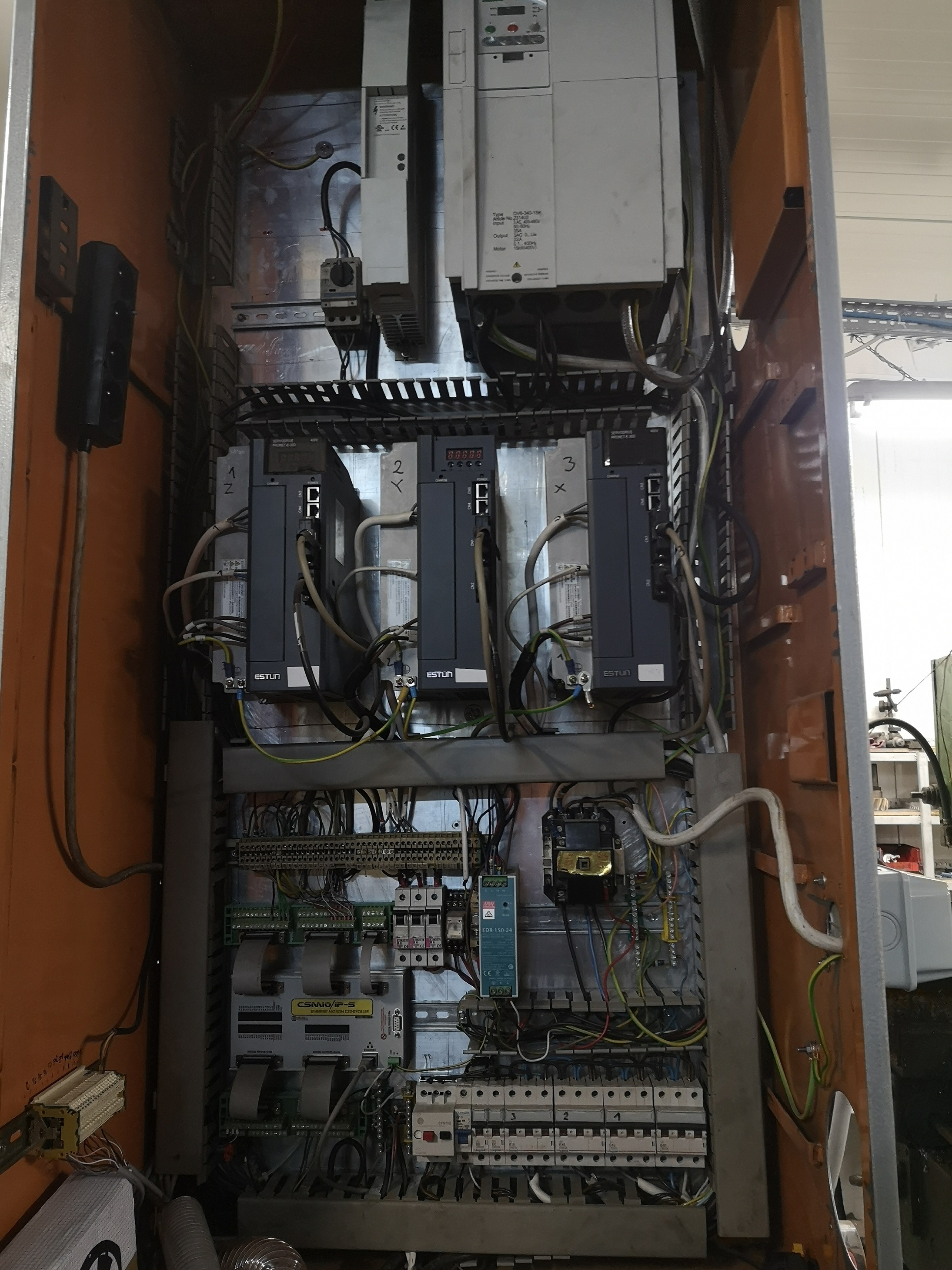
Druga rzecz. Chciałbym sterowanie oparte na csmio, bo ip/s i ip/m warianty znam.
Może bardziej profi byłoby zastosować csmio/ip-a? W połączeniu z napędami np. estun 10NM.
Tylko nie znam produktu, obawiam się że dwa strojenia PID w serwonapędzie i kontrolerze mogą być problematyczne. Może któryś z kolegów przerabiał temat z csmio/ip-a?
Nie mam koncepcji na magazyn narzędzi. jest chyba kompletny ale pojęcia nie mam jak go porzenić z machem. Zewnętrzny PLC?
Brakuje osłon, to jest problem. By było profi i chłodziwo zbierać z maszyny a nie z podłogi.
Generalnie biore się za maszynę ze względu na fabryczną geometrię i masywność - przydatną przy wierceniu, wytaczaniu, czy obróbce głowicami, a tego mi na moich poprzednich (chodź niemałych) stalowych maszynach brakowało.
Proszę o sugestię lub podpowiedzi. Trochę mi jeszcze zejdzie nim się za nią zabiore, wolę wszystko przekalkulować na chłodno.






")
")