#15
Post
napisał: WIKTORRR » 29 lip 2015, 13:03
Odświeżam wątek.
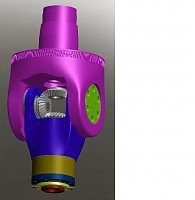
Głowica jest prawie zaprojektowana - są 3 warianty. Jak będzie to miało w 3D "ręce i nogi" to pokażę, ale najpierw muszę zrobić wieżyczkę dla osi Z z podczepioną głowicą.
Teraz pytanie właśnie o przeciwwagę i bezwładności. Są 2 rozwiązania brane pod uwagę:
1). przeciwwaga z obciążeniem (jakieś sztabki ołowiu powiedzmy), ale wtedy obciążę oś Y i w rezultacie rozważam wtedy ruchomą oś Y z poziomu stołu co spowoduje znaczne poszerzenie maszyny
2). przeciwwaga hydrauliczna, ale chciałbym poznać bliżej założenia konstrukcyjne tego rozwiązania. Na pewno zaletą jest lekkość, a wadą użycie kompresora. Nie wiem tylko jak ustawić taki zespół żeby wiedział kiedy ma się "poluzować" delikatnie przy zjeździe wieży w dół, a kiedy ma pompować przy wjeździe w górę? Ma ktoś doświadczenie z czym takim? Jak to zestroić? Bo stan równowagi można ustawić bardzo łatwo.
Na koniec jeszcze pytanie o bezwładności. Które rozwiązanie jest lepsze?






")

")

")






