



To zależy gdzie masz krańcówkę HOME. Ja mam wysoko i oś Z 500 mm to szkoda czasu przy wielokrotnym uruchamianiu programu, aby czekać aż dojedzie do HOME.
Ja mam na takiej wysokości, aby nie przeszkadzało w zmianie elementu czy wciąganiu wiórów po obróbce.
Robert
PikoCNC Sterownik maszyny CNC via USB


")
-
 mitek
mitek
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 164
- Posty: 745
- Rejestracja: 09 cze 2009, 22:06
- Lokalizacja: k/Krakowa
- Kontakt:
Mam taki problem apropo czujnika długości narzędzia.
Zainstalowałem (wreszcie) takowy na blacie maszyny w odległości x=10 y=10 (położenie maszynowe)
Natomiast krańcówki HOME mam oddalone od LIMT o 30mm (wynika to z tego że mają swój rozmiar i zwyczajnie nie da się ich bliżej siebie ustawić...
No i problem polega na tym że w ustawieniach mogę ustawić tylko zjazd dodatni no a czujnik długości jest na ujemnym w stosunku do HOME.
Czy da się to jakoś ominąć?
Jak mogę rozwiązać ten problem nie nie ruszając Czujnika i krańcówek (to minimalne ustawienia niestety maszyna nie jest ogromna i walczę o każdy centymetr powierzchni blatu.
Zainstalowałem (wreszcie) takowy na blacie maszyny w odległości x=10 y=10 (położenie maszynowe)
Natomiast krańcówki HOME mam oddalone od LIMT o 30mm (wynika to z tego że mają swój rozmiar i zwyczajnie nie da się ich bliżej siebie ustawić...
No i problem polega na tym że w ustawieniach mogę ustawić tylko zjazd dodatni no a czujnik długości jest na ujemnym w stosunku do HOME.
Czy da się to jakoś ominąć?
Jak mogę rozwiązać ten problem nie nie ruszając Czujnika i krańcówek (to minimalne ustawienia niestety maszyna nie jest ogromna i walczę o każdy centymetr powierzchni blatu.
Coś jest niemożliwe do czasu... gdy przyjdzie ktoś kto nie wie że jest to niemożliwe i to zrobi 
-
 sajgon
sajgon
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 43
- Posty: 1010
- Rejestracja: 15 lis 2011, 14:21
- Lokalizacja: Śląsk
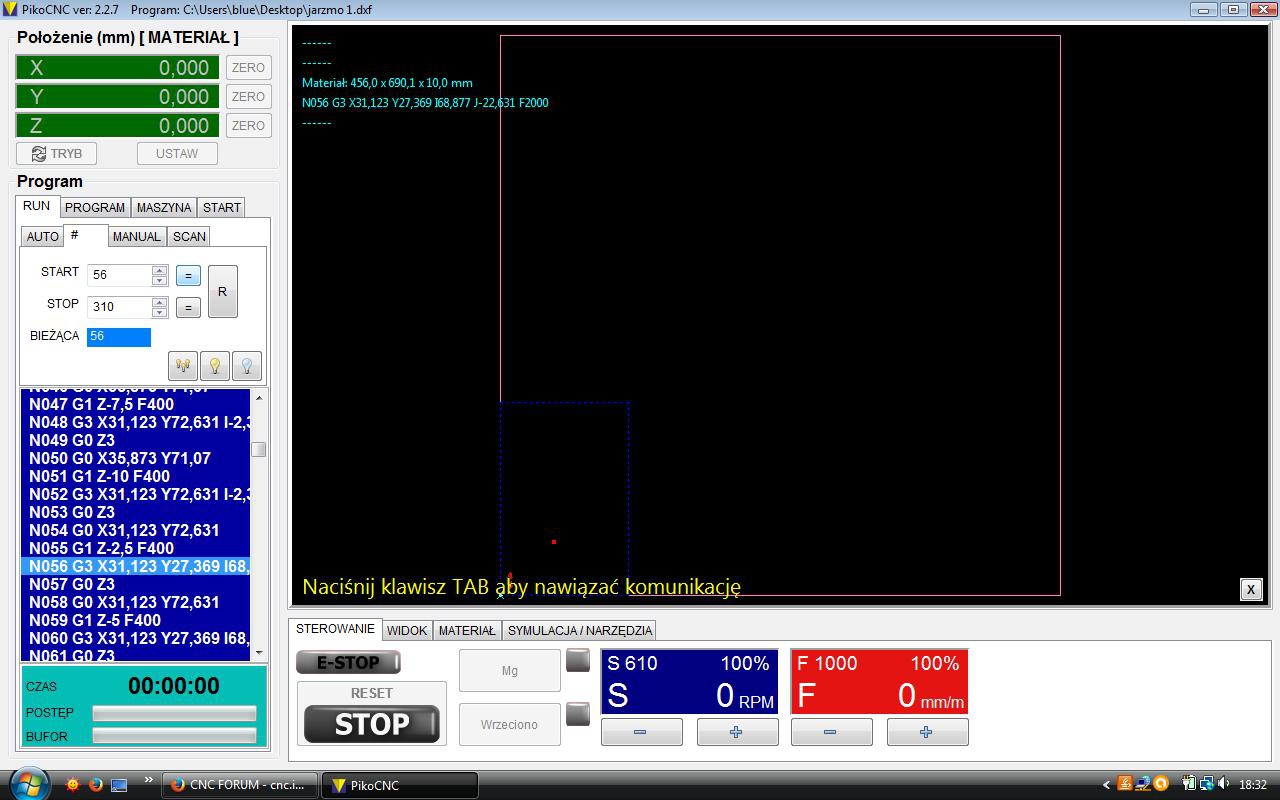
jak już masz otwarty program to wchodzisz w zakładkę RUN , następnie hash # na niebieskim polu wybierasz daną linię i klikasz w nią , następnie w znak = przy polu START. W okienku pojawia sie nr zaznaczonej linii. Potem już tylko startujesz program przyciskiem START
Można też wpisać nr linii ręcznie zamiast szukać jej w niebieskim okienku.
Można też wpisać nr linii ręcznie zamiast szukać jej w niebieskim okienku.
Pozdrawiam , Michał. 
-
Huberttt
- Znawca tematu (min. 80)
")
- Posty w temacie: 4
- Posty: 88
- Rejestracja: 01 lut 2013, 13:55
- Lokalizacja: Mazowsze
Po dłuższej przerwie wróciłem do budowy maszyny, poskładałem elektronikę i działało chyba OK, coś nie tak było ze sterowaniem Z ale myślę, że to były ustawienia w Piko. Nie zastanawiając się zrobiłem upgrade firmware (do 2.0.5) i ściągnąłem nową wersję softu (2.2.9). I lipa. Przy próbie ruszenia strzałkami + Ctrl ruch jest jakby stukot i realnie minimalne ruchy są.
W monitorze w zakładce SYS mam na czerwono pole ID oraz po włączeniu także pole Config. Pewnie coś nie tak z konfiguracją ale szukam i nic... nie mam krańcówek (ani HOME ani LIMIT) na razie (odznaczone pole "Krańcówki zainstalowane), tryb osi (X,Y,Z) ustawiony na ON (SOFTLIMIT), liczba kroków na obrót 200, posuw na obrót 160 (dla X,Y-paski) oraz 4 na Z (śruba), prędkość max 2400, Przyśpieszenie 0,18.
Jak zadaję w RUN - MANUAL przejazd o 10mm to słyszę kilka uderzeń silnika i ruch jest minimalny.
Co jest nie tak?
W monitorze w zakładce SYS mam na czerwono pole ID oraz po włączeniu także pole Config. Pewnie coś nie tak z konfiguracją ale szukam i nic... nie mam krańcówek (ani HOME ani LIMIT) na razie (odznaczone pole "Krańcówki zainstalowane), tryb osi (X,Y,Z) ustawiony na ON (SOFTLIMIT), liczba kroków na obrót 200, posuw na obrót 160 (dla X,Y-paski) oraz 4 na Z (śruba), prędkość max 2400, Przyśpieszenie 0,18.
Jak zadaję w RUN - MANUAL przejazd o 10mm to słyszę kilka uderzeń silnika i ruch jest minimalny.
Co jest nie tak?






