CFA pisze:Zrobisz w 3 osiach, tylko z kilkoma przemocowaniami. Usiłuję Ci wyłożyć, że CNC nie polega na tym, żeby raz zamocować i zrobić cały detal z jednego zamocowania.
5 osi to przeinwestowanie.
Czyli będę przemocowywał jak teraz i tyle razy ile teraz tylko że na CNC? Ma to sens i uzasadnienie?
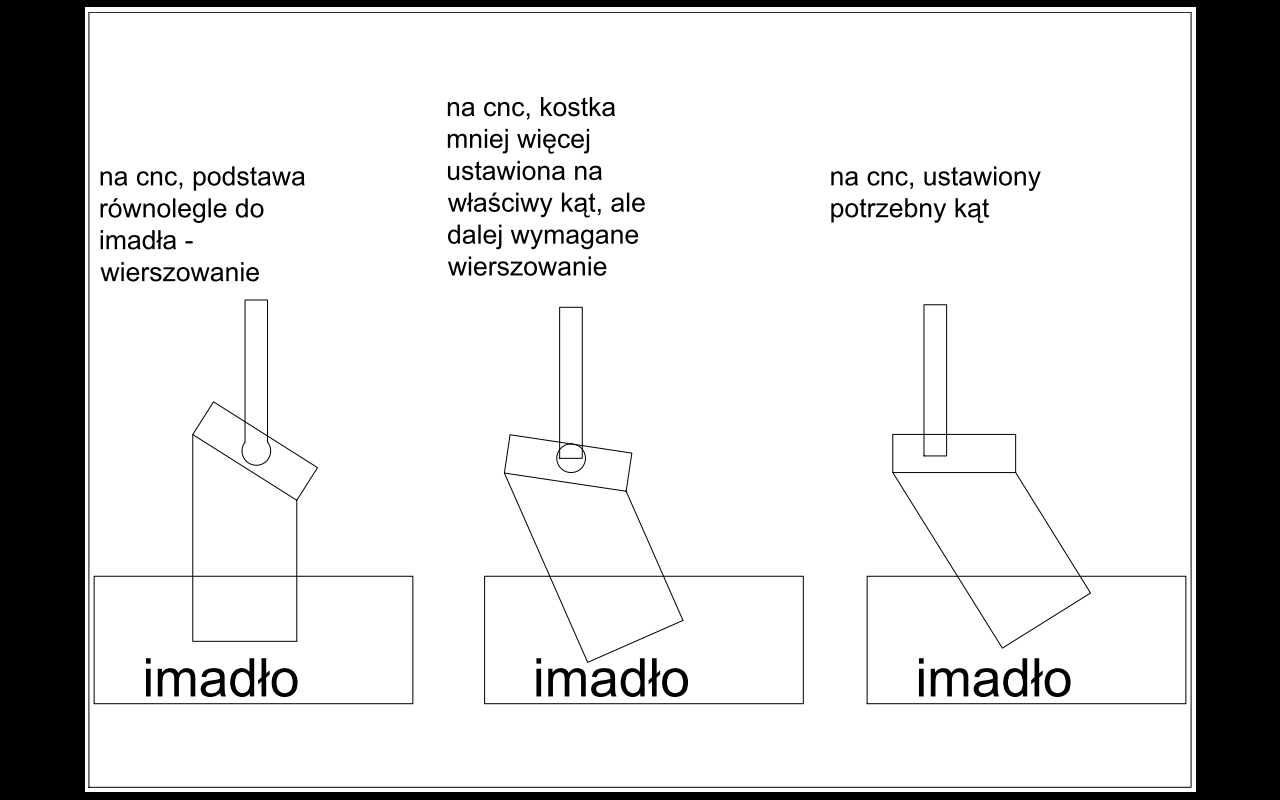
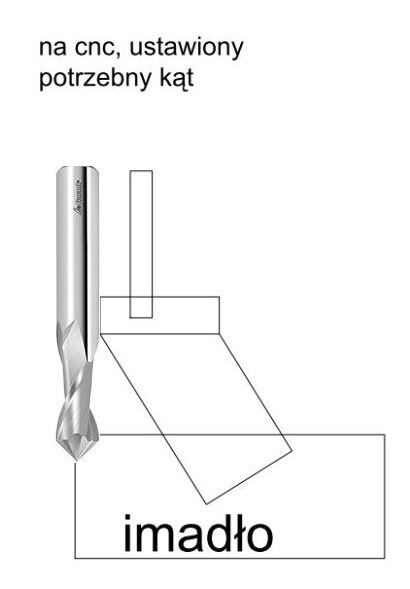
Powiedz mi jeszcze czy na cnc jestem w stanie wywierszować taki rowek (czyli mam całą kostkę gotową ale bez rowka, stawia ją w imadle podstawą równolegle do imadła lub pochyloną w celu obniżenia obróbki bliżej szczęk - dla sztywności) czy koniecznie muszę tak obrócić kostkę aby rowek był frezowany frezem walcowo-czołowym równolegle do górnej płaszczyzny - rysunek poniżej. Czy jak ustawię ją "na pałę" w imadle to mierząc kąt górnej płaszczyzny sterowanie/program skompensuje mi potrzebny kąt do obecnego wynikającego z zamocowania w imadle?
burzaxxx pisze:2 mm i 5mm to głębokość na jakiej zaciskam surówkę a nie czas procesu

Doskonale Cię rozumie, to ja pisałem na samym początku że tyle robię ja te kostki.
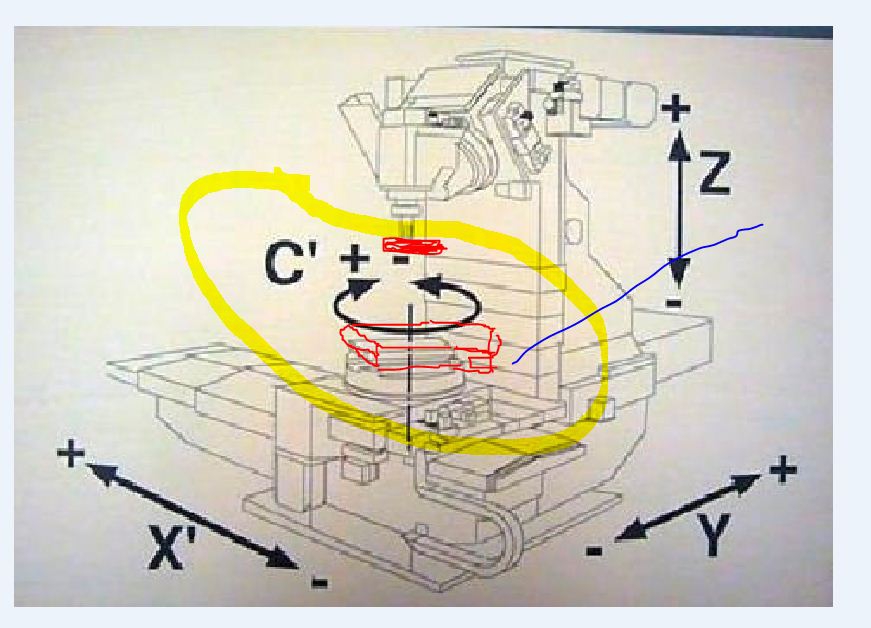
burzaxxx pisze:nie, głowica nie idzie po skosie, oś C obraca się o ileś stopni
Dalej nie rozumie - żeby to zrobić okręconą głowicą to muszę mieć posuw i w Z i w np.X - co ma tymi obydwoma posuwami na raz sterować?
[ Dodano: 2014-12-07, 22:28 ]
WZÓR pisze:Kontur dookoła i fasolkę walcowo - czołowym , wybranie frezem tarczowym , a nie teowym.
Też już tak myślałem - ale czy przy tarczowym nie są czasem b.duże siły oddziaływające na materiał obrabiany?
WZÓR pisze:Przy mojej koncepcji 2 mm nie wystarczy ..... , ale ok. 10 mm przy planowaniu na wymiar pójdzie w wióry , tak sądzę.
Właśnie tu jest problem ,bo teraz np. jak zaczynam obróbkę z 40 mm blachy to zostaje mi na końcu powiedzmy kostka która ma te 39 z groszami, a w tym przypadku trzeba byłoby brać grubszy materiał.
Jak myślisz jak czasowo trwałaby przy takiej obróbce kostka na gotowo? Czy przy tej koncepcji zrobię program z poziomu maszyny czy tylko CAM?




")


")

")







{kind=link}