



")
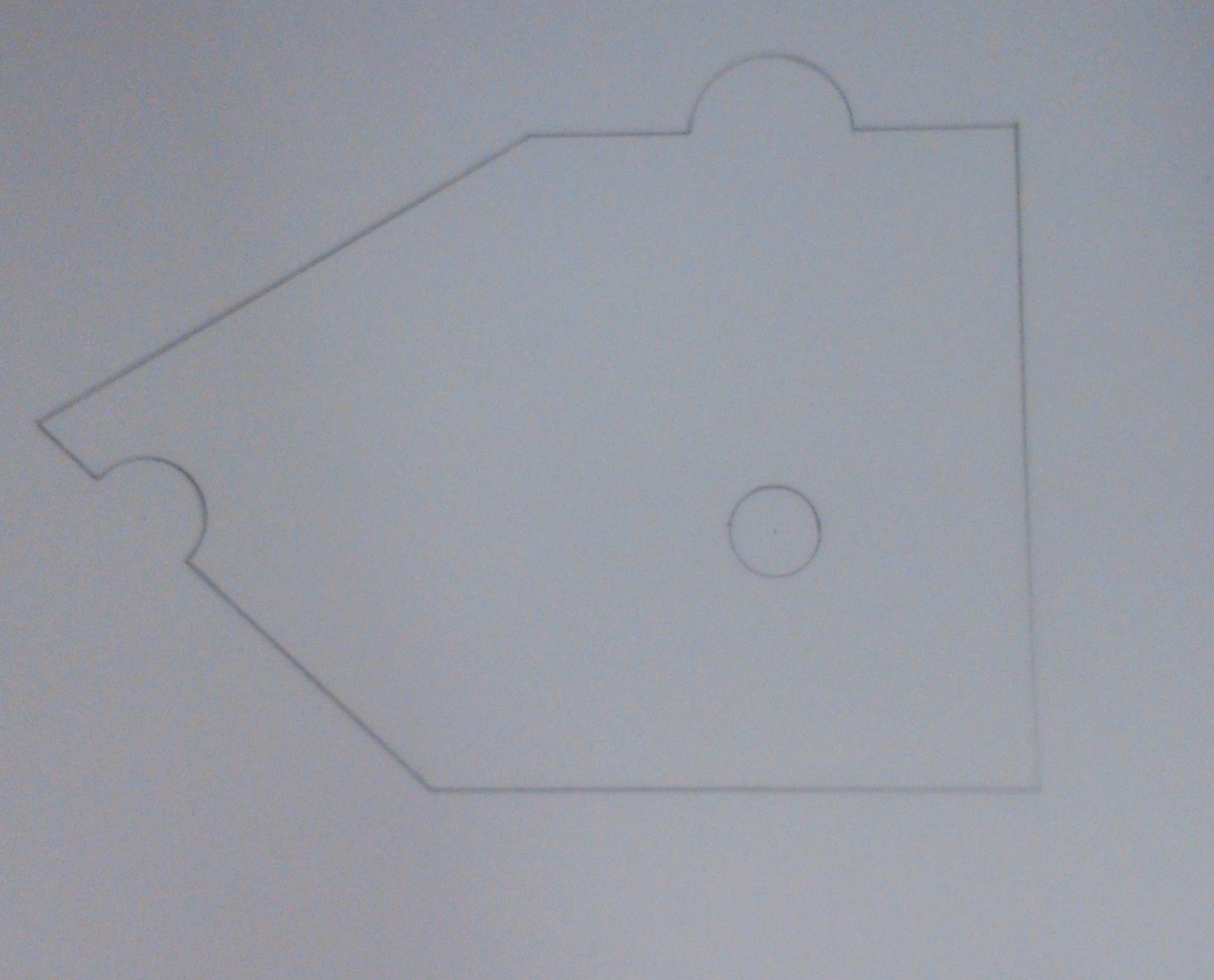
No i z tym się nie zgodzę. Po pierwsze, tokarz najczęściej umie liczyć. Po drugie zasadą jest że nie zamykamy łańcucha wymiarowego na tym wymiarze, który jest najmniej istotny. W tym przypadku tokarz wie, że ważne jest, żeby wymiar - no właśnie czemu 4 i 3 w nawiasach wykonać w tolerancji warsztatowej. Dla tych wymiarów ta tolerancja jest niewielka, ale może ta część właśnie gdzieś współpracuje. Ale faktem jest, że powinien się pojawić wymiar 4+(3) czyli 7, a skos 120 stopni zwymiarowany bez nawiasu.Xprot pisze:16-4-3. a mogles mu ten wymiar podac, clop mialby latwo i bez liczenia
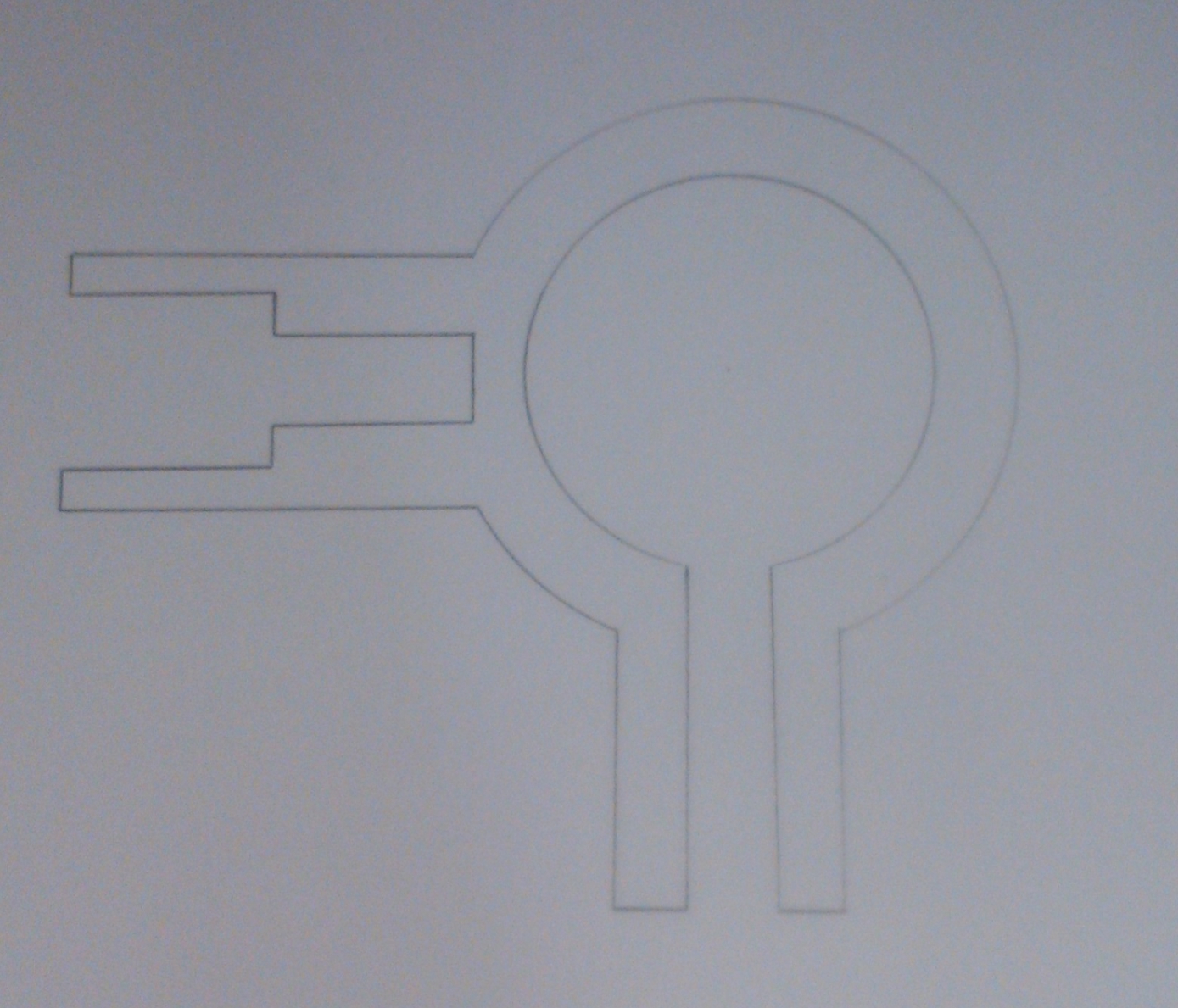
Choć moim zdaniem jest to zwykła dysza o średnicy 0.4J12. Tylko że tolerancja J12 jest w zasadzie rzadko spotykana w budowie maszyn i tokarz nie znajdzie w dostępnych tabelach, jaka ona ma być. Tu chyba korzystniej byłoby stolerować normalnie odchyłkami, a przynajmniej te odchyłki podać w tabelce rysunku. Z drugiej strony w tablicach najmniejszy podawany zakres to 1-3 mm.
Według wg PN-ISO 286 mamy wartość liczbową tolerancji normalnych dla klasy IT12=0.1 mm. Ja myślę, że nie powinniśmy do szukania tych wartości i przeliczania zmuszać tokarza, tylko powiedzieć mu, w jaki sposób ten otwór ma zrobić (tylko wiercenie wystarczy? to może tolerancję pominąć?).
No i jeśli dysza, to może powinien się element opierać na płaszczyźnie (3)+4, a jeśli tak, to może gwint warto byłoby zakończyć podcięciem i wtedy go nie wymiarować dodatkowo? Bo jeśli dyszę wykonamy w ten sposób, to może się zdarzyć, że jej nie dokręcimy, bo braknie gwintu.



")






