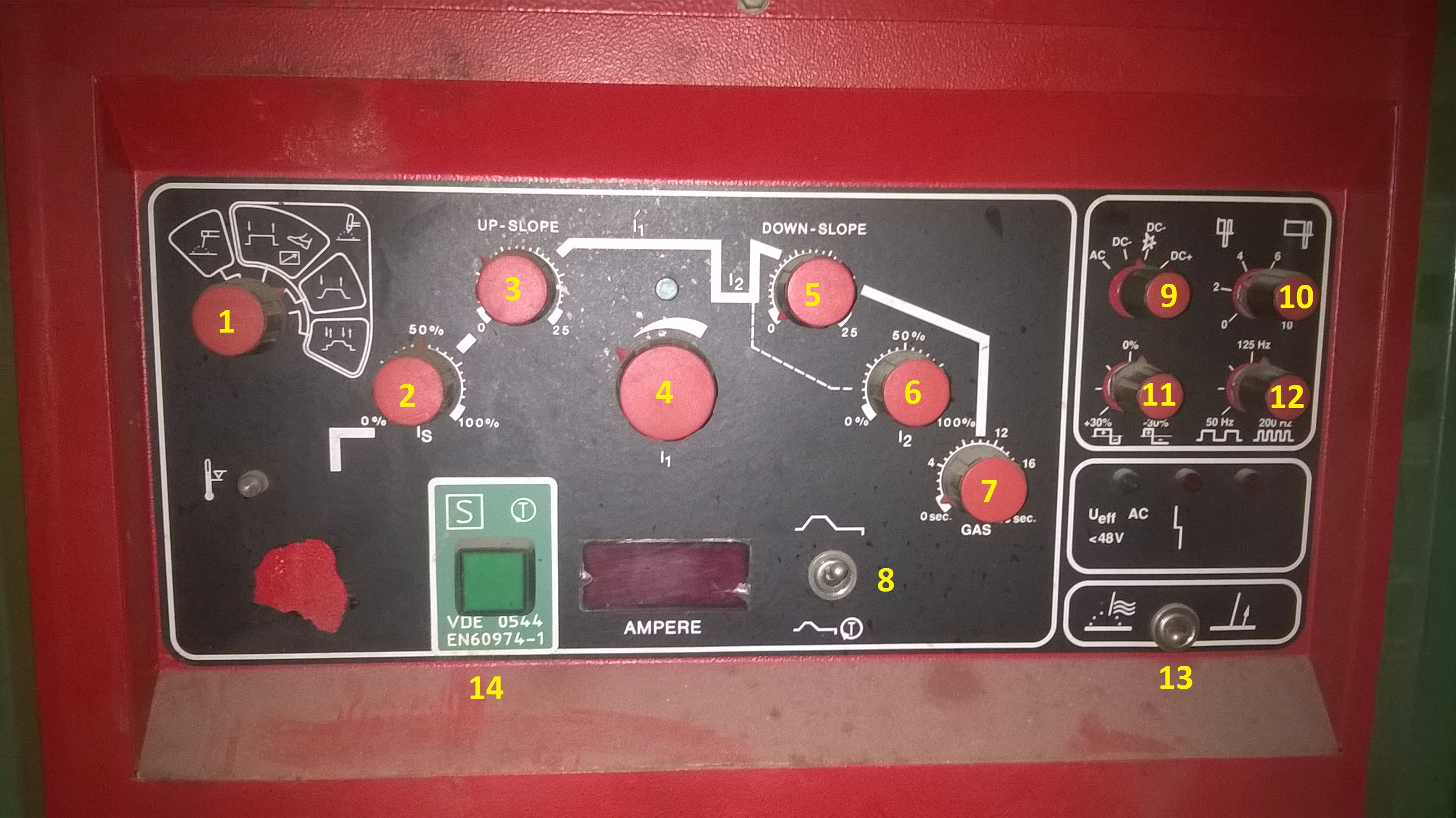
1) To 2- takt i 4-takt - pierwsza polega na tym, że spawarka działa, dopóki guzik na uchwycie jest wciśnięty. Ostatnia - klikasz - spawa - klikasz - przestaje spawać. 4-takt przydaje się, jak musisz manewrować palnikiem, np wokół rury i trzymanie guzika cały czas byłoby męczące.
2) Prąd startu [% względem głównego prądu - A]
3) Czas narastania prądu od wartości 2) do 4) [0 - 25 sek]
4) Prąd główny spawania [A]
5) Czas opadania prądu [0 - 25 sek] - z tego co wyczytałem, to jak za szybko prąd opada po spawaniu TIG np. nierdzewki, to powstają kratery.
6) nie wiem
7) wypływ gazu po spawaniu - póki materiał jest jeszcze gorący - powinno się go jeszcze trzymać w gazie obojętnym, żeby nie załapał tlenu i się nie utleniał

nie wiem
9) prądem DC można spawać z polaryzacją + i - ale na szybko nie powiem Ci jaka jest różnica z tą gwiazdką. To chyba jest tak, że te tryby po kolei:
AC -> aluminium
DC- -> TIG
DC-* -> TIG z Pulsem
DC+ -> możliwość spawania MMA
10) nie wiem
11) balans AC - ilość prądu o konkretnej polaryzacji decyduje o tym ile ciepła odkłada się na elektrodzie, a ile na materiale.
12) częstotliwość AC - [Hz] - spawarki bez regulacji mają to ustawione na ok 60Hz. Im wyżej tym bardziej skupiony łuk.
13) nie wiem
14) nie wiem.
A nie łatwiej byłoby znaleźć instrukcję?





")



")

")






