



")
Zwiększ szybkość osi Zt. W thc tez masz prędkość reagowania wiec dostosuj. Najlepiej bylo by używać thc od razu do badania gruboaci materialu, mi oaobiacie jeszcze to nie wychodzi, ale chyba zaczynam czaić baze, ale podkreślam
, chyba.
dziwne ze 10sie aż tak bardzo wygina, dostosuj prędkości i Amperasz, laik jestem wiec moze niech sie wypowie ktoś doświadczony.
Problem ze sterowaniem - zakłucenia


-
peter_paul
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 5
- Posty: 25
- Rejestracja: 05 paź 2013, 12:55
- Lokalizacja: olsztyn
-
dojtas
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 17
- Rejestracja: 08 sty 2013, 15:34
- Lokalizacja: Mińsk Mazowiecki
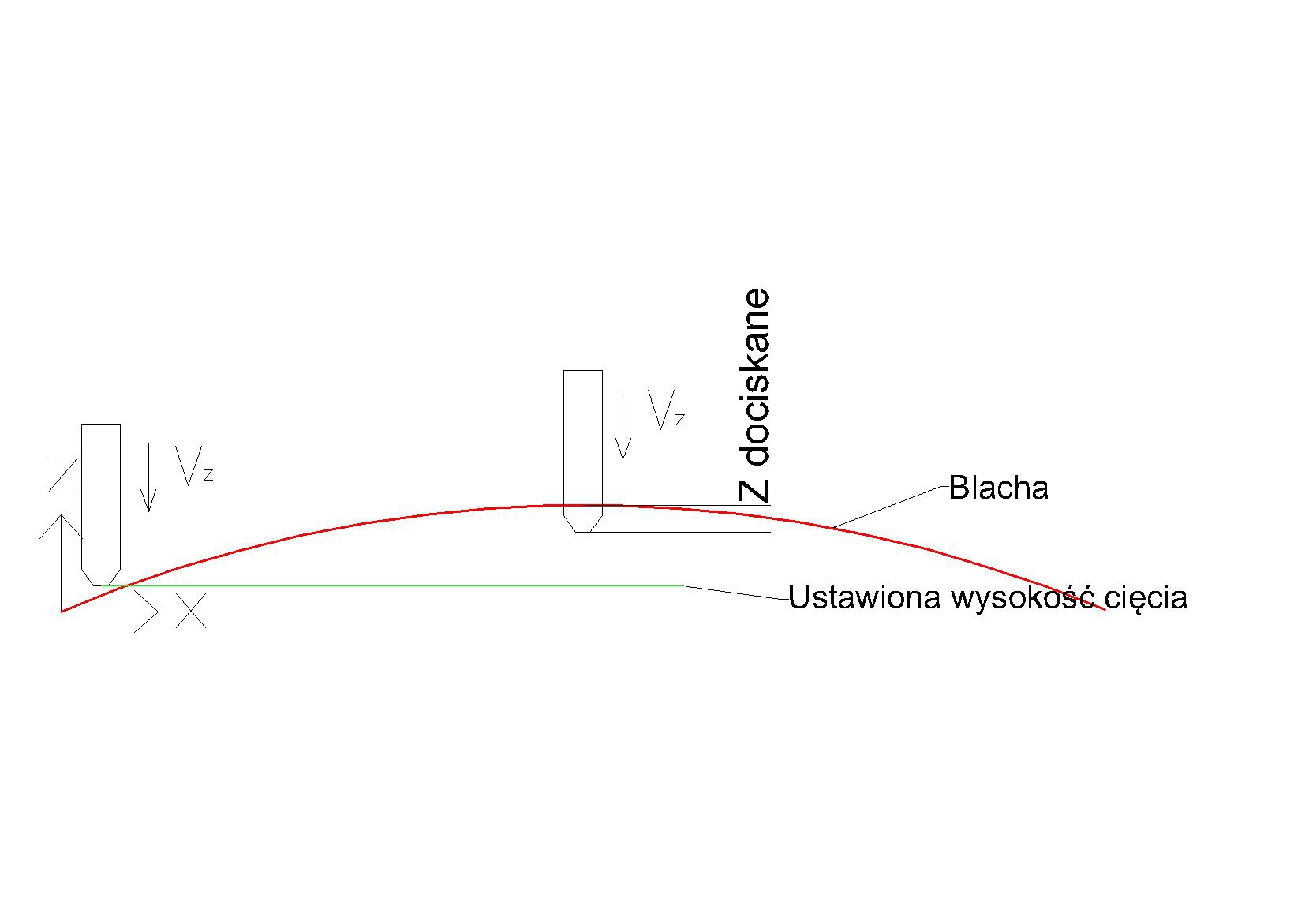
Prędkość cięcia wynosi 1100mm/min a amperaż 90A. Są to raczej typowe wartości i z tym bananem może trochę przesadziłem. Tutaj z wyginaniem blachy trzeba będzie sobie radzić z wykorzystaniem wspomnianego Nestingu.
Tylko nadal nie wiem co z tym wykrywaniem blachy, bo za każdym razem gdy wierzch blachy będzie powyżej poziomu cięcia, palnik wykonując tylko ruch w osi Z będzie dociskał blachę do ustawionej wartości w programie, chociaż sygnały z czujnika informuje Macha że jest zajarzony łuk oraz że palnik ma zostać podniesiony. Innymi słowy nastawione dla czujnika napięcie przy wystąpieniu omówionego wcześniej garba (czyli podniesieniu blachy) zmniejsza się a palnik w ogóle nie reaguje.
Podejrzewam, iż może być to wina ustawień Macha jednakże nie jestem tego pewien.
Nie możemy zwiększyć prędkości THC gdyż palnik wydłuża czas regulacji wysokości (zwyczajnie faluje nad materiałem zmniejszając amplitudę aż d nastawionej wartości).
Tylko nadal nie wiem co z tym wykrywaniem blachy, bo za każdym razem gdy wierzch blachy będzie powyżej poziomu cięcia, palnik wykonując tylko ruch w osi Z będzie dociskał blachę do ustawionej wartości w programie, chociaż sygnały z czujnika informuje Macha że jest zajarzony łuk oraz że palnik ma zostać podniesiony. Innymi słowy nastawione dla czujnika napięcie przy wystąpieniu omówionego wcześniej garba (czyli podniesieniu blachy) zmniejsza się a palnik w ogóle nie reaguje.
Podejrzewam, iż może być to wina ustawień Macha jednakże nie jestem tego pewien.
Nie możemy zwiększyć prędkości THC gdyż palnik wydłuża czas regulacji wysokości (zwyczajnie faluje nad materiałem zmniejszając amplitudę aż d nastawionej wartości).
-
dojtas
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 17
- Rejestracja: 08 sty 2013, 15:34
- Lokalizacja: Mińsk Mazowiecki
Palnik schodzi z już zapalonym łukiem i w momencie gdy już zaczyna wpalać się w materiał mach otrzymuje sygnały z czujnika o zajarzeniu łuku oraz o tym że ma podnieść palnik, ale żadnego z tych sygnałów tak jak by nie uwzględniał, korekcja następuje dopiero gdy zacznie wykonywać ruch w osiach X i Y.
-
peter_paul
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 5
- Posty: 25
- Rejestracja: 05 paź 2013, 12:55
- Lokalizacja: olsztyn
-
dojtas
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 17
- Rejestracja: 08 sty 2013, 15:34
- Lokalizacja: Mińsk Mazowiecki
Nie ma co chłopaki, dzięki że chcieliście doradzić i mi pomóc  . Długi czas się nie odzywałem, bo budowałem własny układzik oparty na mikroprocesorze i czujniku pojemnościowym, który miał w momencie opuszczania i załączenia palnika przejąć kontrole. A mianowicie wysłać sygnał STOP (OEM kod 1003) na odpowiednie wejście, sygnał zjazdu (tutaj w pierwszej wersji był to sygnał Push to jog Z+ (OEM kod 312), ale to nie zdało egzaminu i zmieniłem tak układ żeby bezpośrednio oddziaływał na sterownik silnika krokowego osi Z). Następnie na podstawie odczytu z czujnika na odpowiedniej wysokości przerwać zjazd i wyzerować oś Z, wystartować M3 i uruchomić dalej programik START (OEM 1000). Oczywiście wszystko było oparte o odpowiednio wygenerowany G-cod.
. Długi czas się nie odzywałem, bo budowałem własny układzik oparty na mikroprocesorze i czujniku pojemnościowym, który miał w momencie opuszczania i załączenia palnika przejąć kontrole. A mianowicie wysłać sygnał STOP (OEM kod 1003) na odpowiednie wejście, sygnał zjazdu (tutaj w pierwszej wersji był to sygnał Push to jog Z+ (OEM kod 312), ale to nie zdało egzaminu i zmieniłem tak układ żeby bezpośrednio oddziaływał na sterownik silnika krokowego osi Z). Następnie na podstawie odczytu z czujnika na odpowiedniej wysokości przerwać zjazd i wyzerować oś Z, wystartować M3 i uruchomić dalej programik START (OEM 1000). Oczywiście wszystko było oparte o odpowiednio wygenerowany G-cod.
W teorii oraz testach bez macha układ działał cacy, nawet czasami zadziałał razem z Machem. tylko był ten problem że pomimo że sterownik odczytywał poprawnie stan wejść (sprawdzałem to kilka razy) to mach reagował na same sygnały w kratkę. Największy problem sprawiał tu sygnał STOP.
Jednym słowem stwierdzam że Mach3 to była TOTALNA pomyłka i poza frezarkami i ploterami nigdzie go nie zastosuję. Zastanawiam się teraz nad sterownikiem Baldora i polskim programikiem SmartCNC. Czekam właśnie na odpowiedz od producenta z informacjami na temat samego układu sterowania.
Jeszcze raz dzięki i uważam temat za zamknięty, pozdrawiam .
.
A to zdjęcia lutowanej płytki v1.0
W teorii oraz testach bez macha układ działał cacy, nawet czasami zadziałał razem z Machem. tylko był ten problem że pomimo że sterownik odczytywał poprawnie stan wejść (sprawdzałem to kilka razy) to mach reagował na same sygnały w kratkę. Największy problem sprawiał tu sygnał STOP.
Jednym słowem stwierdzam że Mach3 to była TOTALNA pomyłka i poza frezarkami i ploterami nigdzie go nie zastosuję. Zastanawiam się teraz nad sterownikiem Baldora i polskim programikiem SmartCNC. Czekam właśnie na odpowiedz od producenta z informacjami na temat samego układu sterowania.
Jeszcze raz dzięki i uważam temat za zamknięty, pozdrawiam
A to zdjęcia lutowanej płytki v1.0







