



Wymieniłem te łożysko we wcześniejszym poście, tylko brakuje w oznaczeniu UO
co wydaję mi się dosyć istotne bo mówi o braku luzu w zabudowie w układzie X lub O.
Budowa wrzeciennika do małej tokarki


-
Ciowiec
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 342
- Rejestracja: 03 wrz 2006, 13:50
- Lokalizacja: polska
Z podanych łożysk to najlepiej się nadają
7204 CTBP4 FŁT - 126,50zł
Jeśli chcesz mieć naprawdę precyzyjne wrzeciono, to tylko one są wykonane w klasie P4. dasz więcej ale będziesz zadowolony.
Pozoztałe łożyska to jakieś hadlowe. absolutnie nie bierz jakichś C3 - te mają powiększony luz .
Aa własnie - podstawowe pytanie - do ilu obrotów będziesz chciał bujnnąć to wrzecionko (Te FŁTy wytrzymają 20 tys obrotów LOL), na jakiej dokładności Ci zależy i na ile precycyjnie jesteś w stanie wykonać elementy wrzeciona ? ? Ostatnio interesowałem się trochę łożskowaniem wrzecion i tak z ciekawości dla łożysk P4 i tej średnicy producenci zalecają bicie wału w granicach 0,003 - 0,004, współosiowości czopów 0,006, tolerancji wymiaruJs4 +-0,003 xD
7204 CTBP4 FŁT - 126,50zł
Jeśli chcesz mieć naprawdę precyzyjne wrzeciono, to tylko one są wykonane w klasie P4. dasz więcej ale będziesz zadowolony.
Pozoztałe łożyska to jakieś hadlowe. absolutnie nie bierz jakichś C3 - te mają powiększony luz .
Aa własnie - podstawowe pytanie - do ilu obrotów będziesz chciał bujnnąć to wrzecionko (Te FŁTy wytrzymają 20 tys obrotów LOL), na jakiej dokładności Ci zależy i na ile precycyjnie jesteś w stanie wykonać elementy wrzeciona ? ? Ostatnio interesowałem się trochę łożskowaniem wrzecion i tak z ciekawości dla łożysk P4 i tej średnicy producenci zalecają bicie wału w granicach 0,003 - 0,004, współosiowości czopów 0,006, tolerancji wymiaruJs4 +-0,003 xD
-
Malaxis
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 7
- Posty: 673
- Rejestracja: 01 lut 2011, 00:31
- Lokalizacja: Bolechowice/Kraków
Myślę że 3000rpm wystarczy spokojnie.
Tuleje prawdopodobnie byłbym w stanie wykonać z dokładnością +/- 0,015
ale raczej zawiózł bym ją do szlifowania. Muszę podjechać gdzieś i spytać
się ile by taki zabieg kosztował.
Nie wiem czy jest sens inwestować w łożyska w klasie P4 do wrzeciennika
którego bazą jest aluminiowa obudowa po łożyskach liniowych.
Z drugiej strony problem jest taki, że ciężko jest znaleźć tanio łożyska parowane z naprężeniem wstępnym UL które nie są w klasie P4 lub lepszej a to oczywiście
wiąże się z ceną.
Dostałem odpowiedź z embii, łożyska dwurzędowe skośne 32005X kosztują 10zł/szt.
Alz, dzięki wielkie za pomoc, dałem pomógł.
Tuleje prawdopodobnie byłbym w stanie wykonać z dokładnością +/- 0,015
ale raczej zawiózł bym ją do szlifowania. Muszę podjechać gdzieś i spytać
się ile by taki zabieg kosztował.
Nie wiem czy jest sens inwestować w łożyska w klasie P4 do wrzeciennika
którego bazą jest aluminiowa obudowa po łożyskach liniowych.
Z drugiej strony problem jest taki, że ciężko jest znaleźć tanio łożyska parowane z naprężeniem wstępnym UL które nie są w klasie P4 lub lepszej a to oczywiście
wiąże się z ceną.
Dostałem odpowiedź z embii, łożyska dwurzędowe skośne 32005X kosztują 10zł/szt.
Alz, dzięki wielkie za pomoc, dałem pomógł.

-
 ALZ
ALZ
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 3433
- Rejestracja: 06 sie 2004, 01:42
- Lokalizacja: Śląsk
- Kontakt:
Układ 2 + 1 jest po prostu najwygodniejszy. Stosując parę odpowiednich łożysk mamy z głowy regulację luzu a tylne łożysko zwykłe jest pomijalnym kosztem. Znacznie trudniejsze jest wykonanie łożyskowania na dwóch łożyskach po przeciwnych stronach wału, nie wspomnę już o problemach z rozszerzalnością i znacznym powiększaniem się luzów podczas pracy.
-
 Tomciowoj
Tomciowoj
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 662
- Rejestracja: 14 kwie 2013, 21:35
- Lokalizacja: Wielkopolska
Z rozszerzalnością cieplną można sobie poradzić stosując sprężynę talerzową, kompensuje zmiany długości i jednocześnie zapewnia stałe naprężenie łożysk.
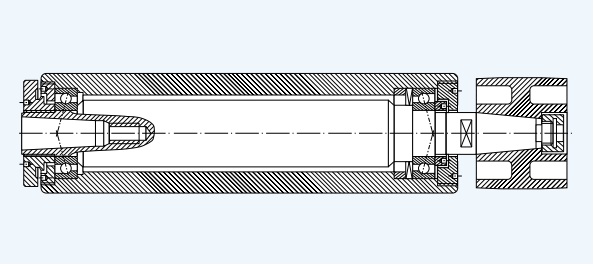
Wymieniałem w ubiegłym tygodniu łożyska (komplet 2000 PLN ) w podobnym wrzecionie, z tym, że były po dwa łożyska w tandemie na stronę (2x 71913 i 2x 7210). Coś jak to poniżej.
) w podobnym wrzecionie, z tym, że były po dwa łożyska w tandemie na stronę (2x 71913 i 2x 7210). Coś jak to poniżej.
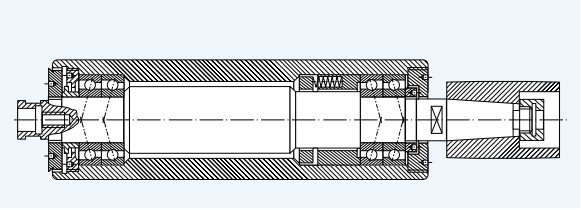
I też miało sprężyny talerzowe.
Zostały mi 2 pary używanch łożysk 7210, jak ktoś jest zainteresowany to po kosztach wysyłki mogę oddać. Nie są idealne ale na próby powinny się nadać.
Wymieniałem w ubiegłym tygodniu łożyska (komplet 2000 PLN
I też miało sprężyny talerzowe.
Zostały mi 2 pary używanch łożysk 7210, jak ktoś jest zainteresowany to po kosztach wysyłki mogę oddać. Nie są idealne ale na próby powinny się nadać.
-
Malaxis
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 7
- Posty: 673
- Rejestracja: 01 lut 2011, 00:31
- Lokalizacja: Bolechowice/Kraków
Po dłuższym zastanowieniu chyba zrobię na początku wersję budżetową wrzeciennika i użyję
łożysk dwurzędowych skośnych embii i rozmieszczę je na krańcach bloku.
Pomiędzy łożyskami jest 120mm, więc może rozszerzalność temperaturowa
nie będzie bardzo doskwierać.
Zamiast toczyć i szlifować tuleje mógłbym zastosować prowadnicę liniową fi25
tylko problem jest w jej twardości. Bez rozhartowania nie ma szans ją nagwintować
a z kolej boję się że przy rozhartowywaniu zmieni trochę wymiary.
Co o tym sądzicie?
jako krawędź oporowa zastosował bym coś takiego
http://www.ebay.de/itm/Stellring-Stellr ... 25577b6781
tylko muszę taki pierścień znaleźć w Polsce.
Jeśli taki blok aluminiowy sprawdzi się jako baza wrzeciennika to kolejny zrobię
na porządnych łożyskach bo mam takich bloków więcej.
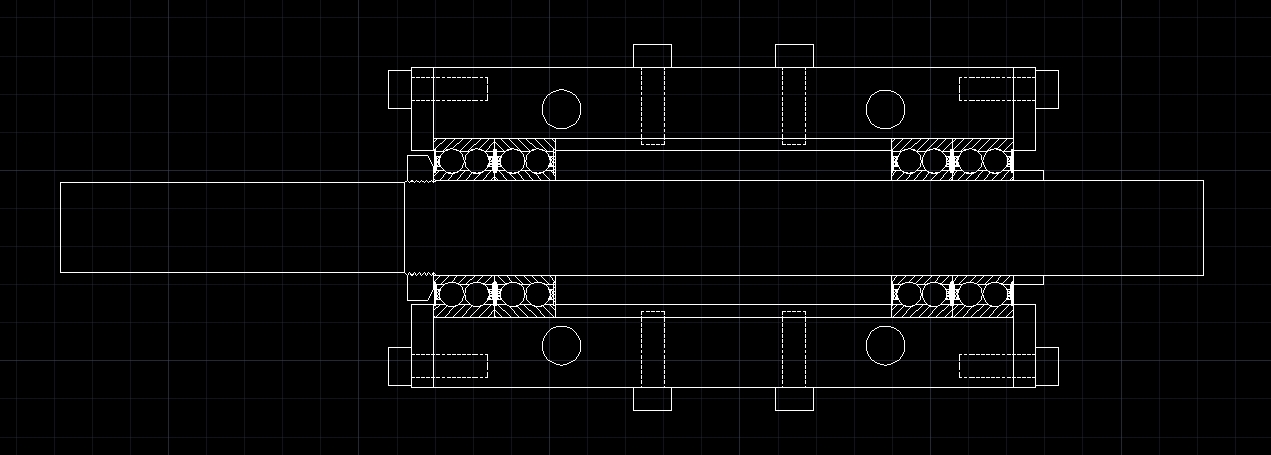
Na rysunku są po dwa łożyska na stronę ale raczej użyję po jednym.
łożysk dwurzędowych skośnych embii i rozmieszczę je na krańcach bloku.
Pomiędzy łożyskami jest 120mm, więc może rozszerzalność temperaturowa
nie będzie bardzo doskwierać.
Zamiast toczyć i szlifować tuleje mógłbym zastosować prowadnicę liniową fi25
tylko problem jest w jej twardości. Bez rozhartowania nie ma szans ją nagwintować
a z kolej boję się że przy rozhartowywaniu zmieni trochę wymiary.
Co o tym sądzicie?
jako krawędź oporowa zastosował bym coś takiego
http://www.ebay.de/itm/Stellring-Stellr ... 25577b6781
tylko muszę taki pierścień znaleźć w Polsce.
Jeśli taki blok aluminiowy sprawdzi się jako baza wrzeciennika to kolejny zrobię
na porządnych łożyskach bo mam takich bloków więcej.
Na rysunku są po dwa łożyska na stronę ale raczej użyję po jednym.




