



Jak by nie była do skopiowania to bym nie umieszczał zdjęć na forumP.s. A ta sikawka to do skopiowaniaLada dzień sie pojawi na moich
Frezowanie w pełnym materiale - Doświadczeni proszę o poradę
-
 skoti
skoti
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1740
- Rejestracja: 28 gru 2004, 23:56
- Lokalizacja: Rybnik
Moj chomik
http://chomikuj.pl/skotisobek
http://chomikuj.pl/skotisobek
Tagi:


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8515
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
http://www.jd-tools.pl/Witryna/Promo_fi ... bezcen.pdfcncdlareklamy pisze:Panowie.
Ja też nie słyszałem, że wolno zagłębiać się 4 piórowym, co nie oznacza, że nie można.
....
str.4 ( rzuć okiem na 6 kwadracików w żółtym kolorze)
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 17223
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
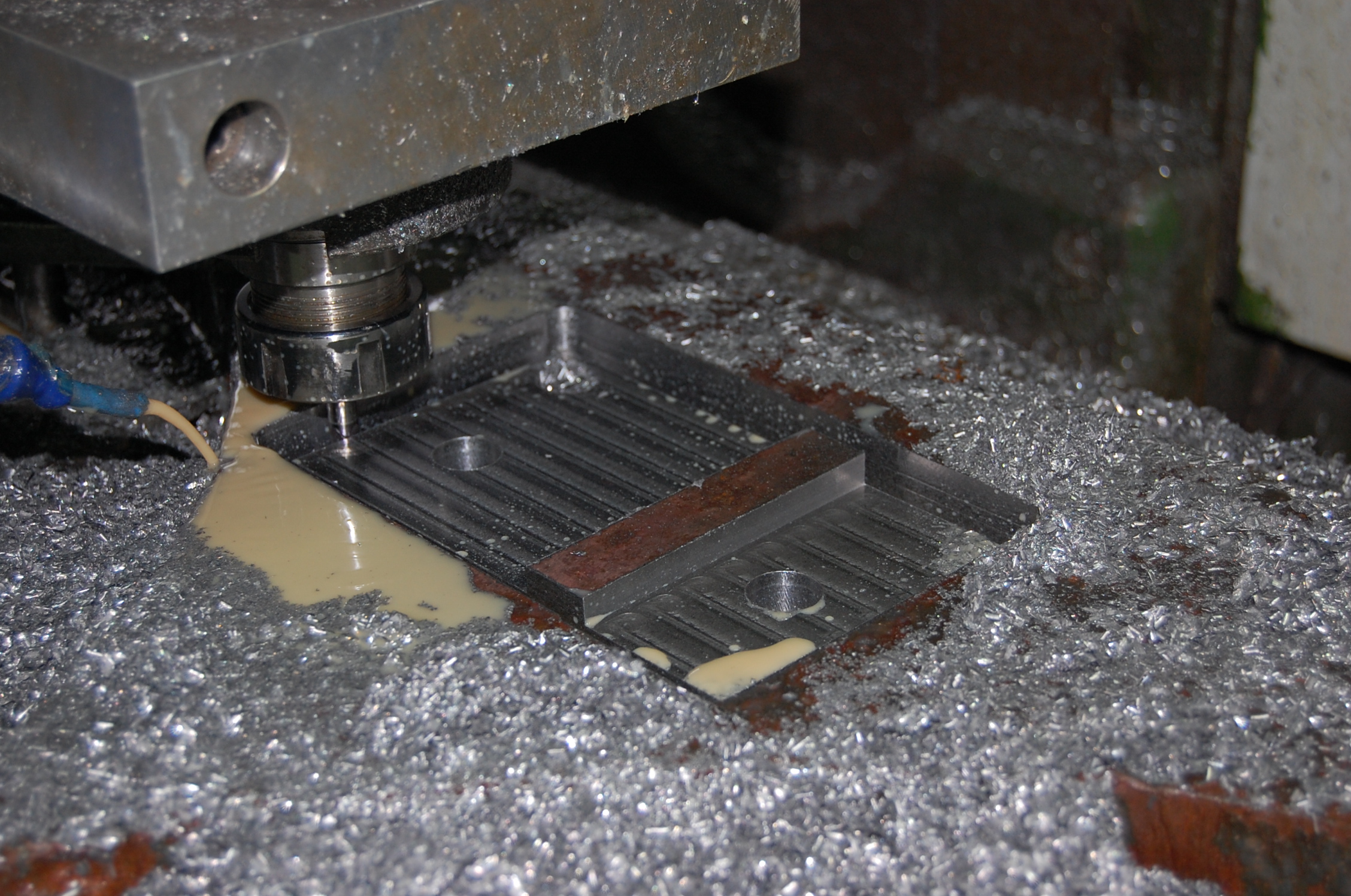
Akurat trafia się wycinanka w blasze =30 S235. Nie mam dziś kamery ale mogę zdokumentować zdjęciami. Jeżeli zaśmiecam to usunę.





Żeby było śmieszniej to nie chciało mi się szlifować trzonka a i tak idzie.
[ Dodano: 2013-10-12, 09:42 ]


Frez kopie jak kret - z przed siebie, za siebie
[ Dodano: 2013-10-12, 10:06 ]
I wycinanka gotowa.


[ Dodano: 2013-10-12, 16:40 ]
Następna wycinanka z tej samej blachy.


Żeby było śmieszniej to nie chciało mi się szlifować trzonka a i tak idzie.
[ Dodano: 2013-10-12, 09:42 ]
Frez kopie jak kret - z przed siebie, za siebie
[ Dodano: 2013-10-12, 10:06 ]
I wycinanka gotowa.
[ Dodano: 2013-10-12, 16:40 ]
Następna wycinanka z tej samej blachy.
-
cncdlareklamy
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 8
- Posty: 20
- Rejestracja: 24 sty 2013, 16:33
- Lokalizacja: Katowice
-
cncdlareklamy
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 8
- Posty: 20
- Rejestracja: 24 sty 2013, 16:33
- Lokalizacja: Katowice
Kol. Kamar.
Jestes dla mnie skarbnica wiedzy.
Zatem korzystajac z Twojej wiedzy prosze o porade
Jak do do dobrac predkosc zaglebiania?
Dzis znow frycowe zaplacilem
Frez fi 6. Dwa ostrza. Hhw. Okolo 1200 obrotow. F ok. 22 mm/min.
Podczas zaglebiania uszczerbil sie.
Nie zarobie na frezy. Juz ich chyba z 15 poszlo.
Bede musial flaszke dobrej wodki do Kozienic poslac.
Jestes dla mnie skarbnica wiedzy.
Zatem korzystajac z Twojej wiedzy prosze o porade
Jak do do dobrac predkosc zaglebiania?
Dzis znow frycowe zaplacilem
Frez fi 6. Dwa ostrza. Hhw. Okolo 1200 obrotow. F ok. 22 mm/min.
Podczas zaglebiania uszczerbil sie.
Nie zarobie na frezy. Juz ich chyba z 15 poszlo.
Bede musial flaszke dobrej wodki do Kozienic poslac.
-
CFA
- ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Po cholerę chcesz wyciągnąć od razu maksa?cncdlareklamy pisze:Nie zarobie na frezy. Juz ich chyba z 15 poszlo.
Ustal odpowiednią dla freza i materiału obrabianego prędkość skrawania, przyjmij jakieś sensowne dla sztywności mocowania zagłębienie freza i oblicz wymagany posuw.
Zmniejsz to o 30% i próbuj. Jak idzie dobrze, stabilnie, nic się dymi, nie pali, maszyna nie wędruje po hali, psy w okolicy od tego nie wyją, nadążasz wybierać wióry, wystarcza emulsji itp a jest to wg Ciebie za wolno, to dodawaj stopniowo parametrów.
Dojdziesz do pewnego kompromisu pomiędzy pilnowaniem procesu i osiąganiem maksymalnego uzysku z roboczofrezogodziny (zawiera i czas i połamane narzędzia) a świętym spokojem, niższymi kosztami i dłuższym czasem wykonania.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 17223
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Drogi kolego
Nikt Ci nie da gotowych recept obróbkowych na Twoją maszynę. Wprawdzie bywa tu na forum jeden wybitnie kształcony co to uważa, ze wystarczy umieć czytać, aby zostać frezerem czy tokarzem. Pisać już niekoniecznie Prawda jest taka ze parametry obróbcze warunkuje konkretna maszyna Mam ich kilkanaście i do każdej podchodzi się inaczej. Połamane frezy to oplata za naukę
Nikt Ci nie da gotowych recept obróbkowych na Twoją maszynę. Wprawdzie bywa tu na forum jeden wybitnie kształcony co to uważa, ze wystarczy umieć czytać, aby zostać frezerem czy tokarzem. Pisać już niekoniecznie
-
cncdlareklamy
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 8
- Posty: 20
- Rejestracja: 24 sty 2013, 16:33
- Lokalizacja: Katowice
Panowie.
Tak bede probowal robic.
Dziekuje za nauki.
Jednak poprosze i przykladowe paranetry zaglebiania dla freza 6 oraz 8.
To zawsze jakis punkt odniesienia dla mnie. I nie kosztuje mnie np. dwoch kolejnych frezow
Mam wrazenie, ze podczas wlasnie zaglebiania widoczne sa wszelkie wady mojej konstrukcji
Co do teoretyzowania, to probowalem wielokrotnie liczyc parametry i nic mi to nie dawalo.
Tzn po pobach pracy z obliczonymi parametrami, z uwzglednieniem ograniczen, wspolczynnikow i korekt cos nadal bylo nie tak. Wior sie nie taki tworzyl jak powinien, byly piski lub dym.
Parametry ktore metoda dochodzenia udalo mi sie uzyskac byly podobne do kol. Kamara.
Obroty okolo 1200, posuw 170, zaglebienie po 2 mm. Wior jednak byl gruby i powodowal to o czym traktuje ow watek na poczatku.
Bede testowal od poniedzialku Wasze wskazowki.
Swoje postepy opisze na forum.
Chcialbym rowiez skonsultowac z Pomyslodawca rozwiazan jakie posiadam, pewne aspekty np. obecnie sadze, ze zbyt liche u mnie mocowanie wrzeciona.
Prosze jedynie o wspomniane przykladowe parametry zaglebiania dla roznych frezow.
Fi 6, fi 8.
Dziekuje Wam za poswiecany dla tej sprawy czas.
Tak bede probowal robic.
Dziekuje za nauki.
Jednak poprosze i przykladowe paranetry zaglebiania dla freza 6 oraz 8.
To zawsze jakis punkt odniesienia dla mnie. I nie kosztuje mnie np. dwoch kolejnych frezow
Mam wrazenie, ze podczas wlasnie zaglebiania widoczne sa wszelkie wady mojej konstrukcji
Co do teoretyzowania, to probowalem wielokrotnie liczyc parametry i nic mi to nie dawalo.
Tzn po pobach pracy z obliczonymi parametrami, z uwzglednieniem ograniczen, wspolczynnikow i korekt cos nadal bylo nie tak. Wior sie nie taki tworzyl jak powinien, byly piski lub dym.
Parametry ktore metoda dochodzenia udalo mi sie uzyskac byly podobne do kol. Kamara.
Obroty okolo 1200, posuw 170, zaglebienie po 2 mm. Wior jednak byl gruby i powodowal to o czym traktuje ow watek na poczatku.
Bede testowal od poniedzialku Wasze wskazowki.
Swoje postepy opisze na forum.
Chcialbym rowiez skonsultowac z Pomyslodawca rozwiazan jakie posiadam, pewne aspekty np. obecnie sadze, ze zbyt liche u mnie mocowanie wrzeciona.
Prosze jedynie o wspomniane przykladowe parametry zaglebiania dla roznych frezow.
Fi 6, fi 8.
Dziekuje Wam za poswiecany dla tej sprawy czas.






