Panowie, jak w temacie, kod M3 nie włącza wrzeciona.
M3 S ... włącza. Da się zrobić, żeby samo M3 włączało?
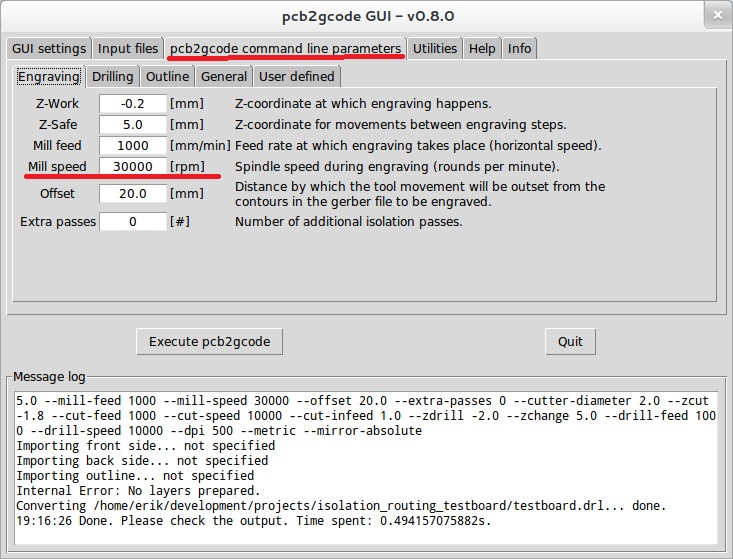
Nie mam tak zaawansowanej automatyki i nie reguluję prędkości wrzeciona z programu, a wtyczka z eagle generuje mi kod na frezarkę z samym M3. Wczoraj zapomniałem otworzyć plik przed uruchomieniem i dopisać ręcznie S100 i frezik grawerski ukruszony. Po raz kolejny nie przyjazność linuxa mnie irytuje.
włączenie wrzeciona poleceniem M3
-
 noel20
noel20
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 10
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
włączenie wrzeciona poleceniem M3
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
Tagi:


-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
noel20
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 10
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
Nie. Ja nawet nie muszę znać kodów. Od tego jest zaawansowane oprogramowanie,żeby iść do przodu a nie cofać się w czasie.
Robię płytkę, jednym kliknięciem generuję kod, wrzucam do programu sterującego i pojechało. Dla niektórych to hobby, a dla innych tylko narzędzie. To, że ja się staram sam z siebie jak najwięcej ich ogarnąć to moja sprawa, że mi się chce i uważam ich znajomość za pożyteczną.
Z resztą to pusty wywód. Twoja odpowiedź z mojego punktu widzenia nie ma żadnego związku z pytaniem.
Robię płytkę, jednym kliknięciem generuję kod, wrzucam do programu sterującego i pojechało. Dla niektórych to hobby, a dla innych tylko narzędzie. To, że ja się staram sam z siebie jak najwięcej ich ogarnąć to moja sprawa, że mi się chce i uważam ich znajomość za pożyteczną.
Z resztą to pusty wywód. Twoja odpowiedź z mojego punktu widzenia nie ma żadnego związku z pytaniem.
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm

")
-
noel20
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 10
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
Ja na początku, jak nie jestem pewny kodu to też tak robię. Tylko oprócz tego, puszczam na sucho bez podłączonej maszyny na przykład, albo bez freza. A sprawdzanie poprzez otwarcie i czytanie kończę po pierwszych linijkach, bo co mi z czytania G1 X... Y... przez 200000 linijek.marchru pisze:każdorazowe sprawdzanie kodu to dla mnie podstawa.
Ile bym nie wdrażał nowych programów za każdym razem sprawdzam kod.
Proste rzeczy piszę z palca a generowane puszczam na sucho, ale wtyczka od eagla generująca ścieżki do frezowania jest sprawdzona i nie ma potrzeby sprawdzania kodu. Tylko zawsze trzeba pamiętać, żeby otworzyć plik z kodem i w linijce M3 dopisać S coś tam. Raz zapomniałem i pytanie czy mam na maszynie wielką kartkę powiesić z napisem czy jednak linux jest taki miły fajny przyjazny i da się do do każdego dostosować bo to otwarty kod? Myślę, że tak, tylko jak?
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
 zacharius
zacharius
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 2558
- Rejestracja: 04 paź 2007, 01:32
- Lokalizacja: Kraków
- Kontakt:
ja tam dla własnego spokoju mam falownik w trybie ręcznym z panelu.
i powiem że to działa, jeszcze mi się nie zdarzyło puścić programu nie włączając wrzeciona
a co się tyczy tematu zdaje sie że było w tej wtyczce do eagla konfiguracja dla M i S ale mogę źle pamiętać
i powiem że to działa, jeszcze mi się nie zdarzyło puścić programu nie włączając wrzeciona
a co się tyczy tematu zdaje sie że było w tej wtyczce do eagla konfiguracja dla M i S ale mogę źle pamiętać
Nie otrzymasz koni wyścigowych krzyżując dwa osły
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
noel20
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 10
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
Gdzieś na pewno. Szukałem w opcjach ale nic nie znalazłem. Są nawet gotowe właśnie do wyboru style generowanego kodu. Tak to się nazywa. I tam jest EMC, ale jak wybrałem to nic nie zmieniło. Pogrzebię jeszcze, może coś znajdę.a co się tyczy tematu zdaje sie że było w tej wtyczce do eagla konfiguracja dla M i S ale mogę źle pamiętać
A czy przypadkiem linux nie łyka kodów w ISO? Potrzeba jakiegoś postprocesora?
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm