



nie da się przecinać


-
Mateusz-M
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 347
- Rejestracja: 20 gru 2009, 13:28
- Lokalizacja: lubelskie
Witam.Oski5666 pisze:jak podepre materiał kłem to moge przy nim przecinac kazdym nozem o kazdej grubosci plytki ale juz blizej uchwytu sie nie da. moze byc wina uchwytu ? bo kiedys go odkrecalem i moze jakos zalozylem inaczej i szczeki sie nie schodza idealnie w nim jest przerwa ?
Wygląda na to że bliżej uchwytu bardzoej wyrobione łoże i tu leży przyczyna.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
kolego bicie materiału w szczękach nie ma żadnego wpływu (po zagłębieniu się noża na całym obwodzie, oczywiście) na proces przecinania. Tym bardziej po uprzednim zatoczeniu materiału.Oski5666 pisze:bo kiedys go odkrecalem i moze jakos zalozylem inaczej i szczeki sie nie schodza idealnie w nim jest przerwa ?
Jeśli jak piszesz, podparcie kłem eliminuje całkowicie, bądź w dużym stopniu drgania przecinaka najszerszego nawet, to przyczyny należy upatrywać w łożyskowaniu wrzeciona. Uchwyt, nawet gdyby był najbardziej rozklekotany, czy niecentrycznie zamocowany, to po wcięciu w materiał nie ma takiego wpływu. Natomiast podparcie klem nie zniwelowałoby drgań, gdyby winne były luzy suportu, sań poprzecznych, narzędziowych, samego imaka czy wiotkość noża. Albo niedostateczna masa suportu, bo to w karzełkach też ma znaczenie.
nawet najbardziej wyrobione loże przy dostatecznej masie suportu (duże tokarki) nie będzie miało na to wpływu. Łatwo sprawdzić dociążając suport, bądź ciąć blisko szczęk (jak pisze kol. OskiMateusz-M pisze:Wygląda na to że bliżej uchwytu bardzoej wyrobione łoże i tu leży przyczyna.
wysuwając maksymalnie szufladkę narzędziową, by suport stał przy cięciu na tej teoretycznie niewyrobionej części. Jeśli będzie drgało dalej - łożyska. (luzy na jaskółkach wyregulowane jak mniemam?)Oski5666 pisze:ale juz blizej uchwytu sie nie da.
A jaką powierzchnie uzyskuje kolega przy przetaczaniu wzdłużnym, sporym wiórem? Nie wychodzi czasem rybia łuska, coś jak nr 63G, 125M ?
Ostatnio zmieniony 19 wrz 2013, 15:08 przez RomanJ4, łącznie zmieniany 4 razy.
pozdrawiam,
Roman
Roman
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Ale sprawdzał kolega przy naciąganiu (wkładając np we wrzeciono długą rurkę i ciągnąc na boki), czy tylko statycznie, w czasie obracania bez naciągania?
pomiar statyczny niewiele nam powie, bo pomimo bicia promieniowego przy braku luzów wrzeciona drgań być nie powinno (tak samo jakbyśmy przecinali nieokrągły materiał)
pomiar statyczny niewiele nam powie, bo pomimo bicia promieniowego przy braku luzów wrzeciona drgań być nie powinno (tak samo jakbyśmy przecinali nieokrągły materiał)
pozdrawiam,
Roman
Roman
-
Oski5666
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 11
- Posty: 12
- Rejestracja: 14 wrz 2013, 14:00
- Lokalizacja: krk
125M to wychodzi mi przy tym pzrecinaniu przy wzdluznym jest ok gladka. teraz dalem obroty ponizej 200 i pierwszym razem szlo do polowy polamalo noz ale chyba mialem go za nisko odrobinke a druga proba obroty ponizej 200 do polowy od polowy powyzej 200 lekko i docielo w miare ale strasznie mozolnie za dlugo trwa taka operacja walek niecale 30mm. a jak dam 300 w gore to drga.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
W miarę zmniejszania się średnicy rdzenia, przy stałym posuwie, maleje prędkość skrawania (nabiegania materiału na nóż) co może powodować niekorzystne warunki. Często zwiększenie posuwu ratuje sprawę.Oski5666 pisze:dałem obroty poniżej 200 i pierwszym razem szlo do polowy połamało noz
A nie przyciera czasem którymś bokiem, patrz geometria części tnącej noża zarówno w płaszczyźnie poziomej jak i pionowej, boczne powierzchnie części tnącej nie mogą być wypukłe, tylko proste bądź lekko wklęsłe.


błąd ustawienia w stosunku do materiału, które powodują wyginanie części tnącej w miarę zagłębiania się w materiał, aż do momentu przekroczenia granicy sprężystości. Wtedy pęka.
Widocznym objawem jest łukowata powierzchnia czołowa po przejściu noża.
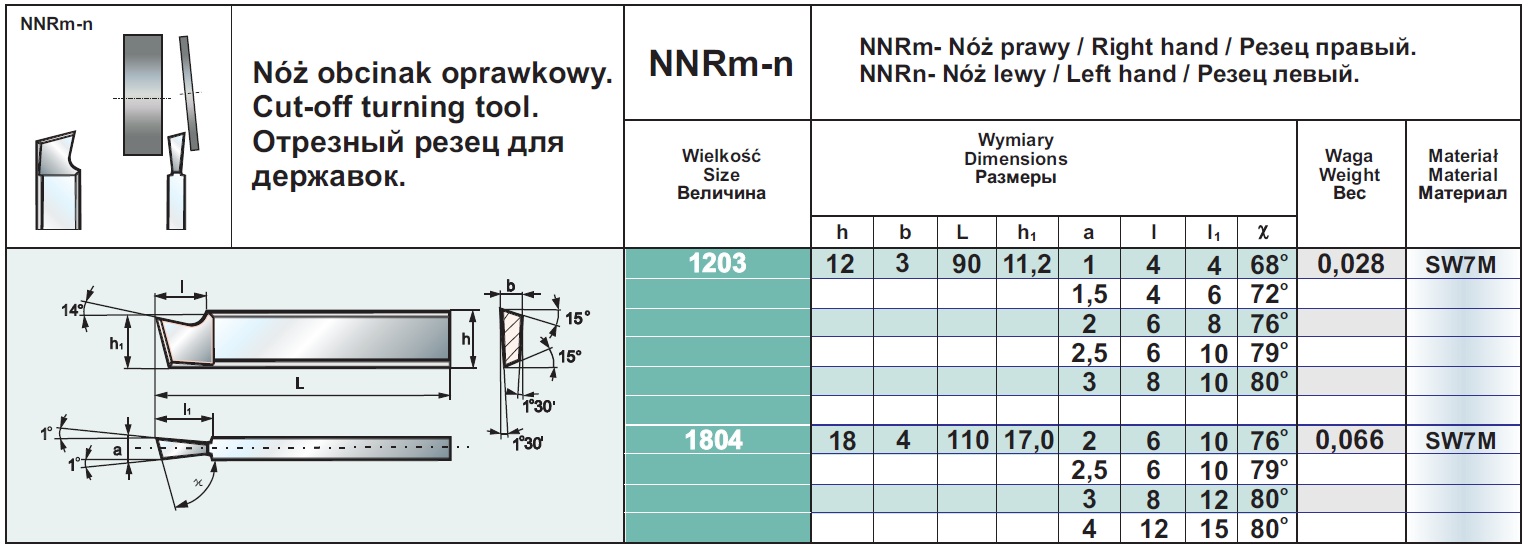
Czasem obrywanie noża mogą powodować też zaburzenia w spływie wióra, dlatego przecinak powinien mieć ładnie wyprowadzony kanałek wiórowy, podobnie jak w tej listwie na rysunku. Często lekceważy się jego znaczenie, a przyczynia się on bardzo często do minimalizacji lub wręcz zaniku drgań.
No i rzecz, zdawałoby się sprzeczna ze zdrowym rozsądkiem, czyli większa prędkość wcinania się w materiał.
Nieraz mniej doświadczeni koledzy w obawie o całość noża, boją się "przycisnąć" mocniej, a skutek jest taki że nóż "drapie" materiał wpadając w drgania i produkując drobne igiełki.
No i chłodzenie.
[youtube][/youtube]
Ps jeszcze większa "jazda" z drganiami a posuwem jest przy przecinaniu rur, zwłaszcza o dużej średnicy a cienkiej ściance..
ale czego by nie napisać, najważniejszym nauczycielem jest własne doświadczenie, jak mawiał mój instruktor w szkole; "połamiesz kilkanaście noży, to się nauczysz"
Więc nie bójmy się przecinać...
[youtube][/youtube]
pozdrawiam,
Roman
Roman
-
 BYDGOST
BYDGOST
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 4257
- Rejestracja: 28 wrz 2007, 09:32
- Lokalizacja: Bydgoszcz
Miałem kiedyś do czynienia z takim zjawiskiem: sprawdzaliśmy luz w łożyskach poprzez wywieranie nacisku na pręt zamocowany w uchwycie. Drugi taki pomiar przeprowadziliśmy przy zdjętym uchwycie i okazało się, że czujnik wskazuje o wiele mniej niż poprzednio. Zacząłem przyglądać się zabierakowi. W miejscu osadzenia uchwytu był w porządku, ale w miejscu osadzenia na wrzecionie już nie. Wyglądało na to, zabierak nierówno przylega do wrzeciona i jakby chwieje się podczas przecinania. Oddałem zabierak do szlifierni w celu poprawienia jego geometrii i nastąpiła znaczna poprawa. Wcześniej pokasowaliśmy luzy na suporcie tzn. na prowadnicy wzdłużnej i poprzecznej.
Pomnik Ikara - Ku pamięci dawnego lotniska w Fordonie.






