



Jak ustalić punkt bazowy naszyny


-
pit202
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 863
- Rejestracja: 02 lip 2004, 23:38
- Lokalizacja: --
nie jestem pewien czy dobrze zrozumialem Twój cel, masz ustawiony gdzies przedmiot, robisz obrobke , a potem chcesz aby maszyna pojechala gdzies tam sobie zeby latwiej go zdemontowac ? jesli tak to nic prostszego , po skonczeniu pierwszego elementu jedziesz kursorami tam gdzie chcesz aby maszyna sie odsuwała , potem przelaczasz sie na widok wspolrzednych maszynowych i notujesz je , na koncu programu przed M30 piszesz :
G28 G91 Z0 ( podjechanie osią Z do samej góry )
G53 X( zanotowany punkt ) Y(zanotowany punkt )
M30
oczywiscie zakladam, ze masz wylaczniki krancowe i skonfigurowane tak aby maszyna potrafiła sie wyzerować po włączeniu.
G28 G91 Z0 ( podjechanie osią Z do samej góry )
G53 X( zanotowany punkt ) Y(zanotowany punkt )
M30
oczywiscie zakladam, ze masz wylaczniki krancowe i skonfigurowane tak aby maszyna potrafiła sie wyzerować po włączeniu.
PiteR
-
 mineks600
mineks600
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 12
- Posty: 31
- Rejestracja: 16 lut 2007, 09:42
- Lokalizacja: Tarnow
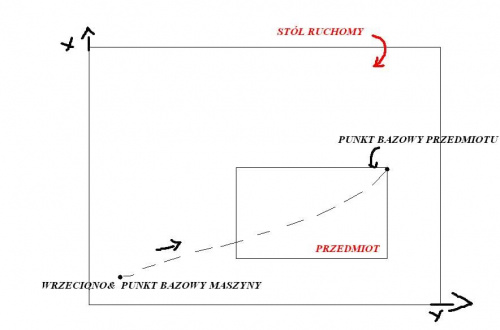
chodzi mi konkretnie o to żeby żeby maszyna po włączeniu pojechała w miejsce rozpoczecia obróbki(punkt zerowy przedmiotu obrabianego)bez mojej pomocy a nie żebym za każdym razem musiał to ustalać za pomocą nowych wspólrzędnych tego punktu w g-kodzie (bo nie zawsze uda sie zamocować przedmiot w żądanym miejscu(mówię tu o gabarytach). A co do wyłączników krańcowych to już sam nie wiem według jakich kryterii mam je konfigurować czy mógłby ktoś napisać kilka słow o wymienionym wyżej problemie(krańcówki a mach2) Dzięki z góry
[ Dodano: 2007-02-16, 18:44 ]
[ Dodano: 2007-02-16, 18:44 ]
[ Dodano: 2007-02-16, 18:45 ]
OTO GIF
[ Dodano: 2007-02-16, 18:44 ]
[ Dodano: 2007-02-16, 18:44 ]
[ Dodano: 2007-02-16, 18:45 ]
OTO GIF
-
pit202
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 863
- Rejestracja: 02 lip 2004, 23:38
- Lokalizacja: --
no wiec to jest tak :
maszyna po wlaczeniu ( przewaznie - wyjatek enkodery absolutne ) nie wie gdzie jest , nawet gdy zapisze pozycje jest szansa ze ktos ja ruszy itp itd, dlatego powinna sie wyzerować , zazwyczaj jedzie powoli tam gdzie ma wylaczniki krancowe ktore sa rowniez do tego aby wyzerowac maszyne ( ustawia sie je dla LIMIT i dla HOME ) , dlatego po dojechaniu do HOME`a zeruje wspolrzedne maszynowe ( machine coords ) i teraz w tym narozniku mamy 0,0,0 dla osi XYZ , potem mozemy sie zabierac do dalszej pracy , po znalezieniu naszego punktu zera przedmiotu zerujemy zero uzytkownika ( G55 dla przykladu ) przyciskiem np. ZERO ALL , teraz maszyna zapamieta przesuniecie miedzy punktem zerowym maszymy ( tam gdzie krancowki i home ) a naszym przedmiotem, po utracie zasilania, wlaczeniu na nowo maszyny , zgubieniu kroków i wielu innych przypadków wystarczy ze maszyne wyzerujemy ( REF ALL ) i bedziemy mieli spowrotem nasz punkt zerowy detalu , moze byc np. jakas krawedz imadla lub cokolwiek.
mam nadzieje ze o to chodzilo.
maszyna po wlaczeniu ( przewaznie - wyjatek enkodery absolutne ) nie wie gdzie jest , nawet gdy zapisze pozycje jest szansa ze ktos ja ruszy itp itd, dlatego powinna sie wyzerować , zazwyczaj jedzie powoli tam gdzie ma wylaczniki krancowe ktore sa rowniez do tego aby wyzerowac maszyne ( ustawia sie je dla LIMIT i dla HOME ) , dlatego po dojechaniu do HOME`a zeruje wspolrzedne maszynowe ( machine coords ) i teraz w tym narozniku mamy 0,0,0 dla osi XYZ , potem mozemy sie zabierac do dalszej pracy , po znalezieniu naszego punktu zera przedmiotu zerujemy zero uzytkownika ( G55 dla przykladu ) przyciskiem np. ZERO ALL , teraz maszyna zapamieta przesuniecie miedzy punktem zerowym maszymy ( tam gdzie krancowki i home ) a naszym przedmiotem, po utracie zasilania, wlaczeniu na nowo maszyny , zgubieniu kroków i wielu innych przypadków wystarczy ze maszyne wyzerujemy ( REF ALL ) i bedziemy mieli spowrotem nasz punkt zerowy detalu , moze byc np. jakas krawedz imadla lub cokolwiek.
mam nadzieje ze o to chodzilo.
PiteR
")
-
 easy2002
easy2002
- Moderator
-
ELITA FORUM (min. 1000)
")
- Posty w temacie: 11
- Posty: 1997
- Rejestracja: 27 lis 2004, 19:40
- Lokalizacja: Gniew
- Kontakt:
podstawowe pytanie czy masz krańcówki i "chołmy"
... z poważaniem ....pozdrawiam --- Doceń to że, poświęciłem Ci trochę czasu !!! wciśnij "pomógł" to nic nie kosztuje  ---
---
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281
-
easy2002
- Moderator
-
ELITA FORUM (min. 1000)
- Posty w temacie: 11
- Posty: 1997
- Rejestracja: 27 lis 2004, 19:40
- Lokalizacja: Gniew
- Kontakt:
Napewno musisz je uruchomić aby móc coś sobie uprościc w pracy
... z poważaniem ....pozdrawiam --- Doceń to że, poświęciłem Ci trochę czasu !!! wciśnij "pomógł" to nic nie kosztuje ---
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281
-
easy2002
- Moderator
-
ELITA FORUM (min. 1000)
- Posty w temacie: 11
- Posty: 1997
- Rejestracja: 27 lis 2004, 19:40
- Lokalizacja: Gniew
- Kontakt:
ile masz krańcówek po jednej dla osi
Tak powinno wyglądać
Tak powinno wyglądać
- Załączniki
-
- bez tytułu2.JPG (7.92 KiB) Przejrzano 3476 razy
-
- bez tytułu.JPG (4.52 KiB) Przejrzano 3478 razy
... z poważaniem ....pozdrawiam --- Doceń to że, poświęciłem Ci trochę czasu !!! wciśnij "pomógł" to nic nie kosztuje ---
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281
Moja pierwsza i druga maszynka a trzecia w fazie testu http://www.cnc.info.pl/viewtopic.php?t=2281






