



Prowadzicie dyskusję czysto akademicką - kamar, choćby chciał, tak czy siak może tylko ustawić ofset dla jednego noża w jednym układzie odniesienia, innych możliwości LinuxCNC w wersji oryginalnej nie oferuje. Słowem nawet dla multifiksa każdy nóż musi ustawić w innym układzie odniesienia, żeby go zapamiętać. A ofsety są liczone zawsze od bazy maszynowej, tożsamej z miejscem home-owania.
Nie ma znaczenia, czy owo miejsce będzie wyznaczane hiper dokładną krańcówką, czy też po prostu przez zjazd w miejsce, gdzie suport fizycznie oprze się o zderzaki. Albo w miejsce, w którym zgrywają się kreski nabite na nim i na łożu.
Tokarka CNC do drewna.


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 36
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Nie do końca masz racje. Jak chcesz sie bawic w jednym układzie to wprowadzasz zmienne korekcyjne dla poszczególnych narzedzi. Zabawy wiecej a i walnąć sie łatwiej ale do seryjnej roboty mozna.MlKl pisze:- kamar, choćby chciał, tak czy siak może tylko ustawić ofset dla jednego noża w jednym układzie odniesienia, innych możliwości LinuxCNC w wersji oryginalnej nie oferuje..
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 29
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
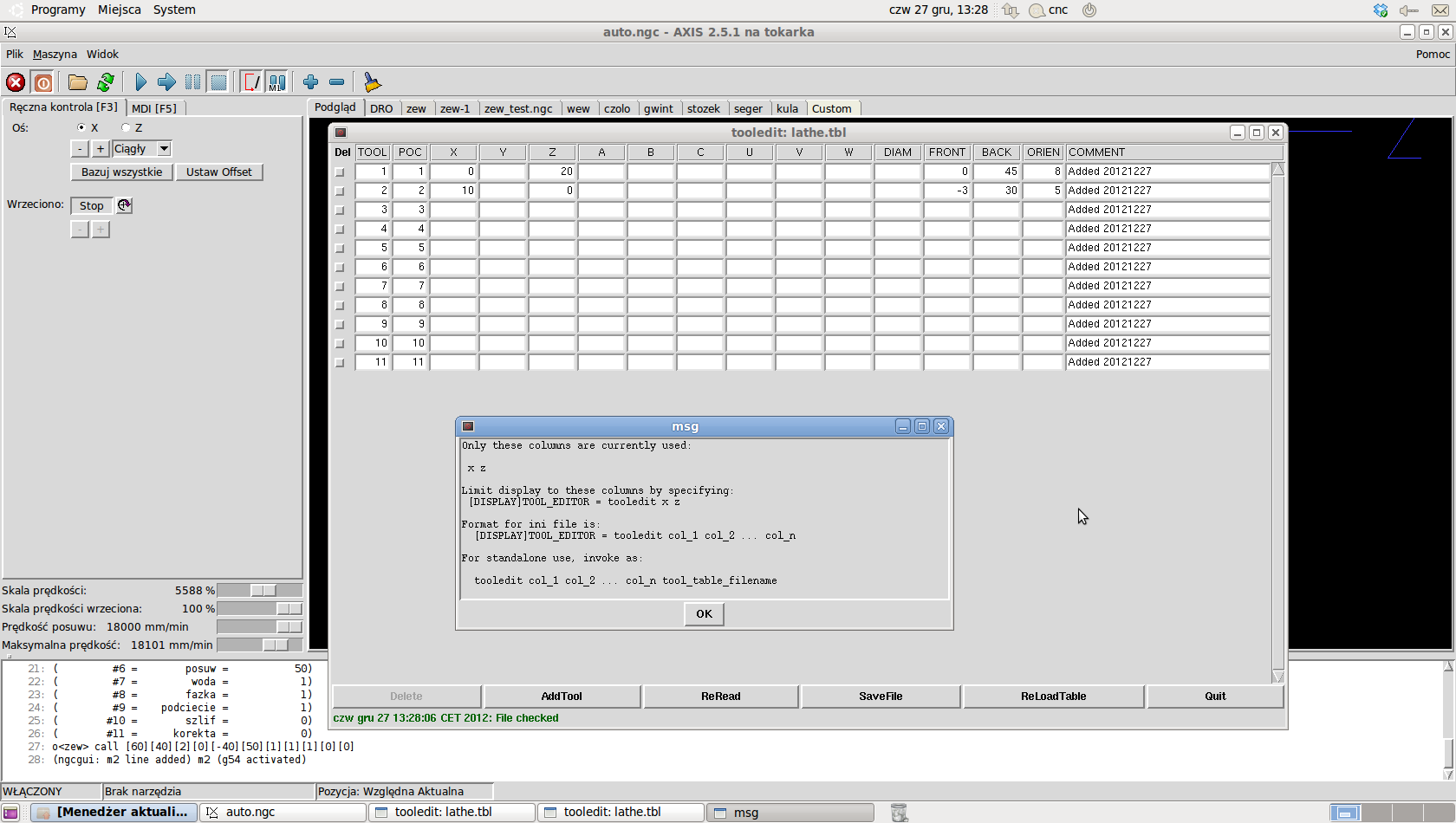
Właśnie o to chodzi, że z założenia tabela narzędzi ma tę konieczność ręcznego wprowadzania w kodzie zmiennych korekcyjnych usunąć.
W wizualizacji czubek narzędzia ma być zawsze w tym samym miejscu, niezależnie od tego, jak jest on realnie oddalony od imaka dla danego konkretnego noża. Zmiana ofsetu dla układu odniesienia powinna tyczyć wszystkich noży, zapisanych w tabeli narzędzi. Tu qqaz ma absolutną rację, a LinuxCNC jest niedopracowany.
W wizualizacji czubek narzędzia ma być zawsze w tym samym miejscu, niezależnie od tego, jak jest on realnie oddalony od imaka dla danego konkretnego noża. Zmiana ofsetu dla układu odniesienia powinna tyczyć wszystkich noży, zapisanych w tabeli narzędzi. Tu qqaz ma absolutną rację, a LinuxCNC jest niedopracowany.
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Miki, co Ty za herezje wypisujesz ???
Naprawdę wierzysz w to, że w LinuxCNC nie ma offsetów narzędzi ???
Całe nieporozumienie wynika z tego, że jakiś kretyn popieprzył pliki konfiguracyjne dla ngcgui-lathe.
Coż, kretyni są wszędzie, wśród twórców LinuxCNC też się zdarzają.
Miałem wczoraj o tym napisać, ale po powrocie z pracy stwierdziłem, że skrypt forum tradycyjnie się wywalił.
Ale do rzeczy.
Popraw sobie w ngcgui-lathe.ini linijkę :na :
To tutaj jest przyczyna braku kratek dla offsetów przy edycji tabeli narzędzi.
A offset narzędzia wywołuje się G43H<numer narzędzia>, odwołuje offsety G49.
Czyli na przykład
Ot i wszystko.
.
Naprawdę wierzysz w to, że w LinuxCNC nie ma offsetów narzędzi ???
Całe nieporozumienie wynika z tego, że jakiś kretyn popieprzył pliki konfiguracyjne dla ngcgui-lathe.
Coż, kretyni są wszędzie, wśród twórców LinuxCNC też się zdarzają.
Miałem wczoraj o tym napisać, ale po powrocie z pracy stwierdziłem, że skrypt forum tradycyjnie się wywalił.
Ale do rzeczy.
Popraw sobie w ngcgui-lathe.ini linijkę :
Kod: Zaznacz cały
TOOL_EDITOR = tooledit diam front back orienKod: Zaznacz cały
TOOL_EDITOR = tooledit diam front back orien z xA offset narzędzia wywołuje się G43H<numer narzędzia>, odwołuje offsety G49.
Czyli na przykład
Kod: Zaznacz cały
M6T3G43H3.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 36
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Miki, grzeszysz człowieku !!!MlKl pisze:. Tu qqaz ma absolutną rację, a LinuxCNC jest niedopracowany.
Nigdy mi to nie było potrzebne, bo gdyby było to w kilka chwil bym miał narzędzie zoffsetowane w dziewieciu osiach, z opisanym gniazdem, kształtem i zorientowanym imakiem w stosunku do suportu. Moze najpierw skonfiguruj sobie prawidłowo tabelę a dopiero potem wypisuj głupoty. Idż i NIe Grzesz Więcej
[ Dodano: 2012-12-28, 05:17 ]
Coś mi sie zdaje ze to MIKI sobie udoskonaliłtuxcnc pisze: Całe nieporozumienie wynika z tego, że jakiś kretyn popieprzył pliki konfiguracyjne dla ngcgui-lathe.
.
W pliku .ini określasz jakie kolumny tablicy są ci potrzebne na danej maszynie i miki ma pewnie tak
TOOL_EDITOR = tooledit TOLL POC DIAM FRONT BACK ORIENT
Jak sobie dopisze z i x to będzie miał wszystko co do tokarki potrzebne
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 29
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Nic se nie udoskonalałem - po prostu zapragnąłem sprawdzić, jak to będzie w LinuxCNC, i nie dochodziłem przyczyn, dlaczego nie ma tych kratek w tabelce. A nie ma ich, bo plik konfiguracyjny jest skopany od początku.
Taki program pisze się dla przeciętnego tokarza, a nie dla mistrzów programowania. Tokarka jest potraktowana przez twórców LinuxCNC po macoszemu...
Taki program pisze się dla przeciętnego tokarza, a nie dla mistrzów programowania. Tokarka jest potraktowana przez twórców LinuxCNC po macoszemu...
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 36
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
A nie prawdaMlKl pisze: A nie ma ich, bo plik konfiguracyjny jest skopany od początku.
...
[ Dodano: 2012-12-28, 10:35 ]
Jest na to rada >> machMlKl pisze:. Tokarka jest potraktowana przez twórców LinuxCNC po macoszemu...
Nie zapominaj że my wszyscy razem wzięci ogarnelismy pare, no może parenaście procent możliwośći programu.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 36
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Ktoś tu jest mało konsekwentnyMlKl pisze:Ma być dobrze wszędzie i nie ma pomiłuj.
.
I że ptaszkowanie jest dla machowców, linuxowiec konfiguruje w pliku
Może napisz otwartym tekstem że nie chciało Ci sie zajżeć np. tu
http://translate.google.pl/translate?hl ... CDIQ7gEwAA
a nie szukać winnych gdzie indziej
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
że ilekroć sprawdzałeś bazę z pozostawionymi na jakiejś maszynie liniałami to zawsze się zgadzało ...kamar pisze:Ktoś tu jest mało konsekwentnyNie tak dawno twierdziłeć,
a w temacie grawerowania na podzielnicy aż założyłeś pytanie co zrobić aby silnik przy załączeniu systemu nie podskakiwał - Bo pozycja się gubi. Jakieś kombinerki trzymajace ośkę czy inne imadła na starcie były rozpatrywane???
Hmmm???
Wiem
Tam po prostu podskakiwał silnik w podzielnicy. I nie ma to nic wspólnego z systemem czy logiką jego stosowania.






