



Ogólnie - do korzystania z tabeli narzędzi jeszcze w swojej praktyce nie doszedłem. Moje procedurki same dbają, żeby pracować w odpowiednim dla nich układzie odniesienia, i zawsze kończą powrotem do g54. Te, które pracuja w g54 na początku ten układ wywołują, niezależnie od tego, jaki jest ustawiony aktualnie.
Nie neguję przydatności korzystania z tabeli narzędzi - po coś ją w końcu wymyślono.
Tokarka CNC do drewna.


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 36
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Piękna teriaqqaz pisze:. I to jest baza maszynowa. Od niej reszta ofsetów.
To tak teoretycznie do praktycznego wyjaśnienia ze jest to złe postępowanie
[ Dodano: 2012-12-26, 23:44 ]
I nie są to jakieś budowlane krańcówki tylko elementy pozwalajace stanąć z dokładnością nie gorszą jak 5um - bo chcesz toczyć do setki?
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 29
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Zanosi się na kolejnego flejma... Panowie - każdy orze, jak może, nie ma jedynie słusznych metod. Gaspar będzie robił w drewnie, więc o dokładności w setkach mysleć nie musi. Jak postawi multifixa, i wpisze parę noży do niego w tabelę narzędzi, to będzie nimi pracował bez problemu.
Sama zasada się nie zmienia, zmienia się jedynie sposób wprowadzania danych o narzędziu do maszyny.
Sama zasada się nie zmienia, zmienia się jedynie sposób wprowadzania danych o narzędziu do maszyny.
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Kol Kamar przedstawiasz swoje doświadczenia ze swojego warsztatu i wnioski są obarczone praktyką, - to za mało.
Celowo piszę o dokładności głównie osi X - bo po właczeniu maszyny startujesz z licznika który jako stała maszynowa jest zafiksowany na stałe. Chyba że Twoje maszyny nie pozwalają na złapanie tej mechanicznej odległości między osią tokarki a bazą - bo coś pływa i nie jest powtarzalne.
Kol Gaspar, krokówki serva czy cokolwiek założysz to przeznacz parę złotych na bazę - liniał i czytnik nawet na jedną oś ale taki że jadąc na bazę zafiksuje Ci się do 1um i gdy stanie na skraju to zawsze bedziesz wiedział w jakiej odległości jesteś od osi tokarki.
Kwestia ceny? nawet tani chińczyk + zwykły licznik z wejściem enkoderowym sprawę załatwia.
Jeżeli to ma być wyłącznie do drewna to ocztwiście i rozwiazania mogą być sprzętowo tańsze. Ale nie logicznie inne.
[ Dodano: 2012-12-27, 00:06 ]
Indukcyjne nadaja się wyłącznie jako znaczniki zakresu - tu złośliwie trochę - ale jakie kto ma potrzeby takie krańcówki.
Łapa na zgodę, ale nie mogłem się nie odkuć
Celowo piszę o dokładności głównie osi X - bo po właczeniu maszyny startujesz z licznika który jako stała maszynowa jest zafiksowany na stałe. Chyba że Twoje maszyny nie pozwalają na złapanie tej mechanicznej odległości między osią tokarki a bazą - bo coś pływa i nie jest powtarzalne.
Kol Gaspar, krokówki serva czy cokolwiek założysz to przeznacz parę złotych na bazę - liniał i czytnik nawet na jedną oś ale taki że jadąc na bazę zafiksuje Ci się do 1um i gdy stanie na skraju to zawsze bedziesz wiedział w jakiej odległości jesteś od osi tokarki.
Kwestia ceny? nawet tani chińczyk + zwykły licznik z wejściem enkoderowym sprawę załatwia.
Jeżeli to ma być wyłącznie do drewna to ocztwiście i rozwiazania mogą być sprzętowo tańsze. Ale nie logicznie inne.
[ Dodano: 2012-12-27, 00:06 ]
I dlatego czuje się kolega kompetentny w kwestionowaniu stosowania krańcówek jako takich bo rozwiązanie się nie sprawdziło?kamar pisze: A dokładność popularnych krańcówek i czujników zbliżeniowych przerabiałem przy otworówce. Dziękuję, postoje.
Indukcyjne nadaja się wyłącznie jako znaczniki zakresu - tu złośliwie trochę - ale jakie kto ma potrzeby takie krańcówki.
Łapa na zgodę, ale nie mogłem się nie odkuć
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 29
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
W przypadku maszyny do drewna to jest overkill. Czyli strzelanie z armaty do wróbli  Oczywiście - można i wolno. Ale wcale koniecznie nie trzeba.
Oczywiście - można i wolno. Ale wcale koniecznie nie trzeba.
Przy toczeniu imak się ustawia niekoniecznie pod kątem prostym, i nie da się wpisać w tabelę, czy prosto ofsetować różnych noży, zakładanych w przekoszony imak. Dlatego tabela narzędzi jest przede wszystkim przydatna w maszynach ze zmieniarką.
W przypadku serii wiele zależy od tego, jakich narzędzi, i ilu zmian na detal będzie wymagała.
Przy toczeniu imak się ustawia niekoniecznie pod kątem prostym, i nie da się wpisać w tabelę, czy prosto ofsetować różnych noży, zakładanych w przekoszony imak. Dlatego tabela narzędzi jest przede wszystkim przydatna w maszynach ze zmieniarką.
W przypadku serii wiele zależy od tego, jakich narzędzi, i ilu zmian na detal będzie wymagała.
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 29
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Aż se z ciekawości odpaliłem edytor tabeli narzędzi - w LinuxCNC można zapomnieć o tym, co qqaz proponuje - nie ma tam miejsca na ofsety. Słowem w tabeli narzędzi można sobie zdefiniować wyłacznie kształt i kierunek ostrza noża, oraz promień czubka ostrza. Potrzebne to jest do programowej korekcji ścieżki narzędzia. Ale umiejscowienie go w czasoprzestrzeni tak czy siak robi się ofsetami.
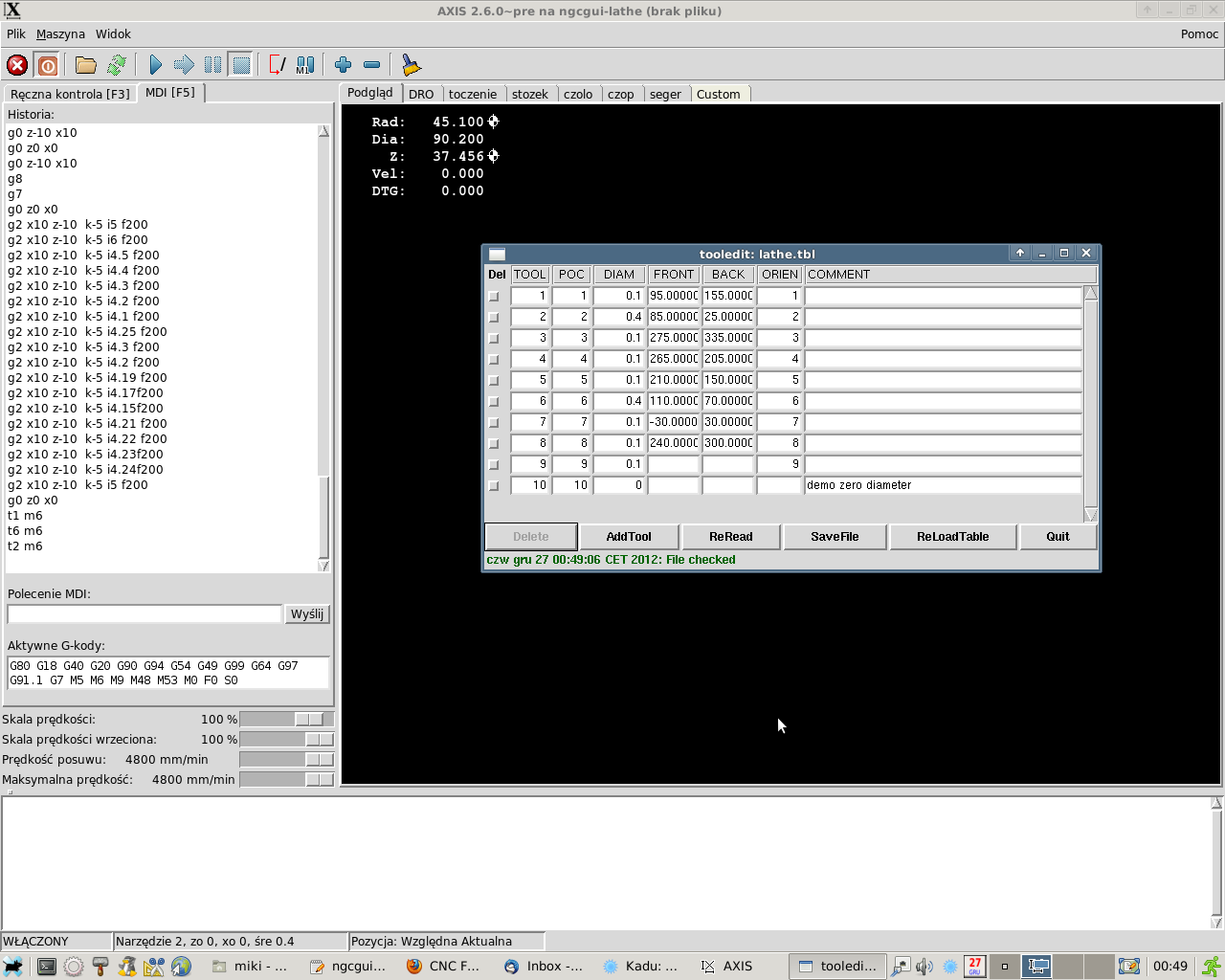
Dodatkowo ofset tyczy zespołu imaka z konkretnym nożem, i nie jest zapamiętywany osobno dla różnych noży z tabeli. Słowem żeby pracować z wymiennymi nożami, trzeba je wszystkie jednakowo w imaku osadzać, co w praktyce jest nieosiągalne.
Dodatkowo ofset tyczy zespołu imaka z konkretnym nożem, i nie jest zapamiętywany osobno dla różnych noży z tabeli. Słowem żeby pracować z wymiennymi nożami, trzeba je wszystkie jednakowo w imaku osadzać, co w praktyce jest nieosiągalne.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 36
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Cóż warte byłoby zycie bez drobnych złośliwościqqaz pisze: Indukcyjne nadaja się wyłącznie jako znaczniki zakresu - tu złośliwie trochę - ale jakie kto ma potrzeby takie krańcówki.
Łapa na zgodę, ale nie mogłem się nie odkuć
A poważnie to oczywiscie masz racje, patrze przez pryzmat swojej roboty bo tylko tak może byc w miarę kompetentne. Co do krancówek i moich potrzeb, to one są spore i kosztowne w zaspakajaniu
[ Dodano: 2012-12-27, 06:47 ]
Pewnie że można tylko po co ? Parkując maszynę na limicie masz bazę dokładniejszą a po wypadkach losowych zataczasz 5mm mierzysz i masz offset rzeczywisty z korektą zużycia narzędziaqqaz pisze: to przeznacz parę złotych na bazę - liniał i czytnik nawet na jedną oś ale taki że jadąc na bazę zafiksuje Ci się do 1um i gdy stanie na skraju to zawsze bedziesz wiedział w jakiej odległości jesteś od osi tokarki.
Kwestia ceny? nawet tani chińczyk + zwykły licznik z wejściem enkoderowym sprawę załatwia.
Tani chińczyk i mikron, marzyciel
Większosć moich klamotów przed przeróbką miała niezłe liniały na osiach i czytniki. Dziś leżą na półce, część wydałem, troche pozakładane na pierdółki typu dłutownica czy strugarka. Gdybym widziął jakąkolwiek korzyść to bym je zostawił. Na jednej przez jakiś czas wisiały ale ile można porównywać te same wartości
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
kamar pisze:zataczasz 5mm mierzysz i masz offset rzeczywisty z korektą zużycia narzędzia
Ja tylko nachwilę bo muszę do pracy.
Posłużę się kol Tuxcnc
Czyli gówno wiesz gdzie masz bazę - interesuje Cię tylko jeden czubek.!!!
Bo o to własnie chodzi - wyjść na więcej narzędzi jednocześnie.
No muszę już.
Siema
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 36
- Posty: 17208
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Nie gówno tylko wszystkoqqaz pisze:kamar pisze:zataczasz 5mm mierzysz i masz offset rzeczywisty z korektą zużycia narzędzia
Ja tylko nachwilę bo muszę do pracy.
Posłużę się kol Tuxcnc
Czyli gówno wiesz gdzie masz bazę - interesuje Cię tylko jeden czubek.!!!
Bo o to własnie chodzi - wyjść na więcej narzędzi jednocześnie.
No muszę już.
Siema
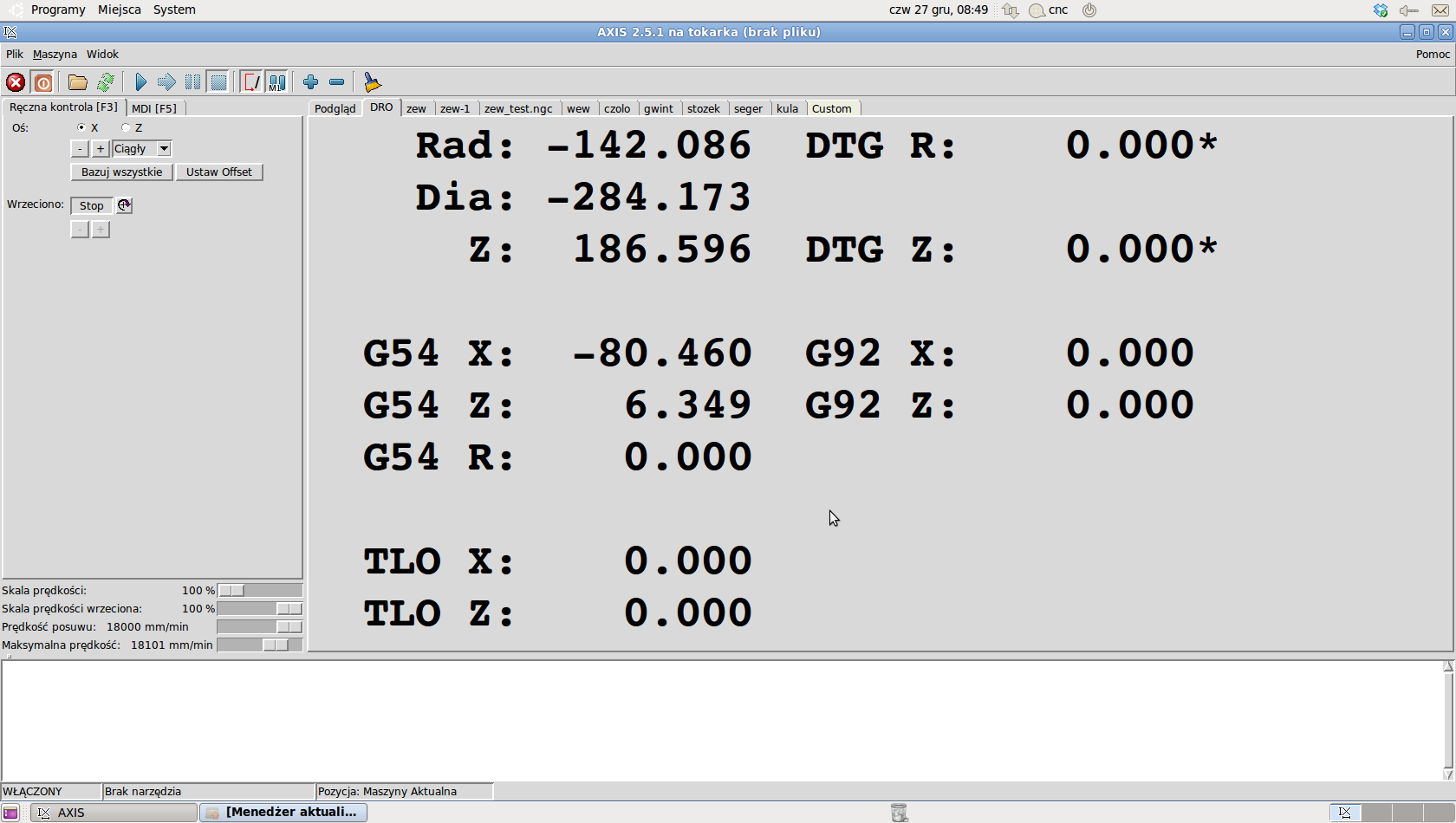
W porządnym programie
Albo przełączasz ekran i gówno wygląda tak:
7.42 - Nie będzie w Polsce dobrze .....qqaz pisze: Ja tylko nachwilę bo muszę do pracy.






