



I co z tego że będzie miał uchwyt ? Trzeba mu jeszcze pozamieniać płaszczyzny coby z tego Corela zrobił. Ja u siebie to bym odpowiednio pozamieniał wtyczki w sterowaniu i wszystko.pitsa pisze: Szkoda, że nikt mający możliwości zrobienia takiego uchwytu po prostu nie wziął tego zlecenia.
BlackBird KIMLA 1000x1000x150 przerobka - zamiana osi


-
ecik
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 24
- Posty: 40
- Rejestracja: 25 sty 2006, 15:19
- Lokalizacja: slask
Ale ja też o tym myślałem i takie było moje pierwsze pytanie do Kimli.kamar pisze:I co z tego że będzie miał uchwyt ? Trzeba mu jeszcze pozamieniać płaszczyzny coby z tego Corela zrobił. Ja u siebie to bym odpowiednio pozamieniał wtyczki w sterowaniu i wszystko.pitsa pisze: Szkoda, że nikt mający możliwości zrobienia takiego uchwytu po prostu nie wziął tego zlecenia.
Pierwsze pytanie do Kimli dotyczyło zamiany osi w sensie sterowania maszyną.
Pytałem wówczas o możliwość zamiany wtyczek i zamiany programowej osi.
Drugi problem do rozwiązania to uchwyt.
-
ecik
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 24
- Posty: 40
- Rejestracja: 25 sty 2006, 15:19
- Lokalizacja: slask
No ja widzę, że tu spora część kolegów (tak od kilku stron wstecz) niema nic w temacie do powiedzenia (co ciekawe - na początku wątek był bardziej merytoryczny) za to jest skora do obrażania. Dowodzić może to jedynie tego, że jednak problem "z dorastaniem i tożsamością" jak najbardziej dotyczy forum. no chyba, że koledze pomyliło się cnc.info.pl z czateria.plhecza pisze:Witam
Na dzień dzisiejszy nie ma dobrego rozwiązania - problem wykracza po za zakres forum - tutaj widzę problem z dorastaniem i tożsamością.
Czy kolega poza obrażaniem ma jeszcze coś do powiedzenia?
A czy jeśli koledze tatuś kupuje jakąś zabawkę to zawsze podnosi to poziom wiedzy technicznej? Z czego wynika zatem fakt iż w temacie kolega nie ma nic do powiedzenia?hecza pisze:Jednocześnie zazdroszczę koledze Ecik, że tata dał mu 60000 na zakup maszyny, której użytkowanie nic nie daje, bo nie podnosi jego wiedzy technicznej.
Pozdrawiam
-
hecza
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 401
- Rejestracja: 06 mar 2012, 13:25
- Lokalizacja: Częstochowa
Ojjj.... kolego Ecik bez obrazy - myślałem, że to już koniec trgikomedii i napiszę sobie taki niewinny pościk o niczym - 1 więcej - zawsze to bliżej do Elity ( też chcę zrobić jakąś karierę ).
Dobre rady już dawali koledze mądrzejsi forumowicze niż ja i moje wprowadziły by tylko zamęt.
Przy okazji - nie znam sterowania maszyn firmy Kimla i chciałem się dowiedzieć, czy można tak samodzielnie sobie "pogrzebać" w plikach konfiguracyjnych (czy jest dostęp ? - możliwość).
Jeżeli NIE to trzeba to było brać pod uwagę na etapie zakupu maszyny.
Prosta zamiana wtyczek często nie jest możliwa - musi być spełnionych szereg warunków.
Inne programowe i fizyczne sposoby proponowane koledze - do wyboru.
Z szacunkiem skromny "grzebacz" w LinuxCNC - tutaj przy pomocy kolegów z forum można sobie dużo pogrzebać - w innym przypadku pozostaje użytkowanie maszyny zgodnie z jej specyfikacją lub poprawny kontakt z jej producentem.
Dobre rady już dawali koledze mądrzejsi forumowicze niż ja i moje wprowadziły by tylko zamęt.
Przy okazji - nie znam sterowania maszyn firmy Kimla i chciałem się dowiedzieć, czy można tak samodzielnie sobie "pogrzebać" w plikach konfiguracyjnych (czy jest dostęp ? - możliwość).
Jeżeli NIE to trzeba to było brać pod uwagę na etapie zakupu maszyny.
Prosta zamiana wtyczek często nie jest możliwa - musi być spełnionych szereg warunków.
Inne programowe i fizyczne sposoby proponowane koledze - do wyboru.
Z szacunkiem skromny "grzebacz" w LinuxCNC - tutaj przy pomocy kolegów z forum można sobie dużo pogrzebać - w innym przypadku pozostaje użytkowanie maszyny zgodnie z jej specyfikacją lub poprawny kontakt z jej producentem.

-
ezbig
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Wrzucę i ja swoje 3 grosze, a może nawet 5  .
.
Twoim problemem jest sterowanie maszyny. Kabli do silników nie przełożysz, bo jak wyczytałem, masz różne silniki w osiach. Oprogramowanie jest zamknięte dla twoje ingerencji, więc też nic tu nie poradzisz. Z tego co wywnioskowałem, twoje oprogramowanie nie przyjmuje g-kodów i nie potrafi pracować w 3D, czyli przekręcanie wrzeciona też nie wchodzi w grę, bo nic to nie da. Możesz tylko frezować w jednej płaszczyźnie XY.
Można zmienić sterowanie na takie które trawi g-kody i dorobić kątowe mocowanie wrzeciona. Jesteś zielony w tej kwestii, więc lekko pęknie 5000 jak nic, a na początku będziesz przeklinał ten dzień w którym się na to zdecydowałeś, bo będziesz musiał się uczyć wszystkiego od nowa. Z drugiej strony jak to przebrniesz to zyskasz maszynę, bardziej uniwersalną (pytanie, czy takiej potrzebujesz).
Mam drugie rozwiązanie. Jesteś w stanie sam to zrobić. Kup płytę z lignofolu (http://www.sklejkapisz.pl/pl/index/html/id:67/Lignofol) i wystrugaj z niej coś podobnego jak na rysunkach poniżej. Możesz zrobić tak, żeby wrzeciono wyjeżdżało przed stół maszyny (i tam mocować detal), lub wersję boczną. Może to boczne byłoby lepsze, bo ramie chyba wyjdzie krótsze. Obrabiasz plastiki, więc taki wysięgnik solidnie zrobiony z wzmocnieniami (sam już sobie dorysuj) powinien się sprawdzić. Będziesz to zakładał w miejscu obecnego wrzeciona i masz co chciałeś. Prościej chyba się już nie da.
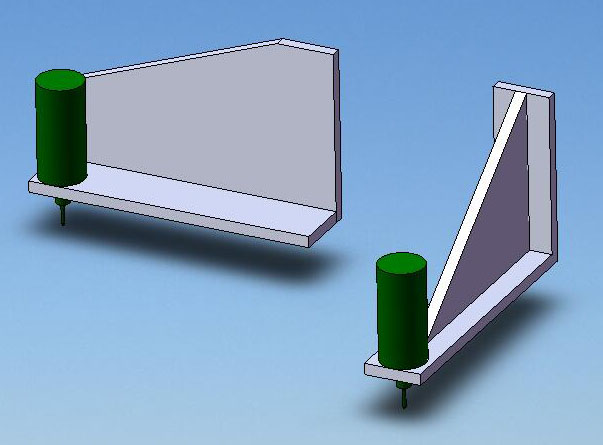
Tylko jedna uwaga, robisz tym sposobem długą dźwignię, więc lepiej, żeby nic lub nikt tego nie zablokował podczas pracy, bo nie wiadomo jak wytrzymałe masz łożyska.
Twoim problemem jest sterowanie maszyny. Kabli do silników nie przełożysz, bo jak wyczytałem, masz różne silniki w osiach. Oprogramowanie jest zamknięte dla twoje ingerencji, więc też nic tu nie poradzisz. Z tego co wywnioskowałem, twoje oprogramowanie nie przyjmuje g-kodów i nie potrafi pracować w 3D, czyli przekręcanie wrzeciona też nie wchodzi w grę, bo nic to nie da. Możesz tylko frezować w jednej płaszczyźnie XY.
Można zmienić sterowanie na takie które trawi g-kody i dorobić kątowe mocowanie wrzeciona. Jesteś zielony w tej kwestii, więc lekko pęknie 5000 jak nic, a na początku będziesz przeklinał ten dzień w którym się na to zdecydowałeś, bo będziesz musiał się uczyć wszystkiego od nowa. Z drugiej strony jak to przebrniesz to zyskasz maszynę, bardziej uniwersalną (pytanie, czy takiej potrzebujesz).
Mam drugie rozwiązanie. Jesteś w stanie sam to zrobić. Kup płytę z lignofolu (http://www.sklejkapisz.pl/pl/index/html/id:67/Lignofol) i wystrugaj z niej coś podobnego jak na rysunkach poniżej. Możesz zrobić tak, żeby wrzeciono wyjeżdżało przed stół maszyny (i tam mocować detal), lub wersję boczną. Może to boczne byłoby lepsze, bo ramie chyba wyjdzie krótsze. Obrabiasz plastiki, więc taki wysięgnik solidnie zrobiony z wzmocnieniami (sam już sobie dorysuj) powinien się sprawdzić. Będziesz to zakładał w miejscu obecnego wrzeciona i masz co chciałeś. Prościej chyba się już nie da.
Tylko jedna uwaga, robisz tym sposobem długą dźwignię, więc lepiej, żeby nic lub nikt tego nie zablokował podczas pracy, bo nie wiadomo jak wytrzymałe masz łożyska.
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 6365
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Nie pomysł nie jest dobry... Jest kurde genialny  Jak zwykle proste rozwiązania są najlepsze. Brawo za kreatywne myślenie
Jak zwykle proste rozwiązania są najlepsze. Brawo za kreatywne myślenie 
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie






